
一文讀懂滲透檢測
2021-03-05 11:42:07
作者: 小南點 來源: 小南點
分享至:


◆滲透檢測的原理
滲透檢測是在被檢焊件上浸涂可以滲透的帶有熒光的或紅色的染料,利用滲透劑的滲透作用,顯示表面缺陷痕跡的一種無損檢測方法。其簡單原理是將滲透性很強的液態物質(滲透劑)滲進焊件表面缺陷內,然后用一種特殊方法或介質(顯像劑)再將其吸附到表面上來,以顯示出缺陷的形狀和部位。滲透檢測的基本過程如圖1所示:
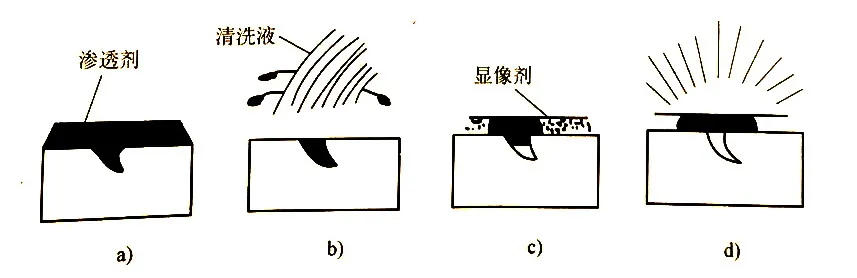
a)滲透 b)清洗 c)顯像 d)檢查
滲透檢測的優點是可檢查非磁性材料,如奧氏體不銹鋼、銅、鋁等,及非金屬材料,如塑料、陶瓷材料等的各種表面缺陷,可發現表面裂紋、分層、氣孔疏松等缺陷,不受缺陷形狀和尺寸的影響,不受材料組織結構和化學成分的限制。(磁粉檢測是用來檢查鐵磁性材料(如鐵、鈷、鎳及其合金)表面或近表面(表面下3~5mm)缺陷的一種檢測方法)。滲透檢測也有一定的局限性,當零件表面太粗糙時易造成假象,降低檢測效果粉末冶金零件或其他多孔材料不宜采用。
◆滲透檢測的分類及應用
滲透檢測根據滲透液所含的染料成分,可分為熒光法、著色法和熒光著色法三大類。熒光法是滲透液內加入熒光物質,制成熒光液,缺陷內的熒光物質在紫外線下能激發出熒光并顯示出缺陷的圖像。滲透液內含有色染料,缺陷圖像在白光或日光下顯色的為著色法,它適合于沒有電源的場合。熒光法比著色法靈敏度高,可檢測出更細小的裂紋。熒光著色法兼備熒光法和著色法兩種方法的特點,缺陷圖像在白光下能顯紅色,在紫外線下又激發出熒光。滲透檢測按滲透液去除方式分類可分為水洗型、后乳化型和溶劑去除型,見下表1:
表1滲透劑類別與適用范圍

◆滲透檢測的操作程序
滲透檢測通常分為預清洗、施加滲透液、去除、施加顯像劑、干燥處理、觀察及評定顯示痕跡、后處理等7個步驟。
●預清洗:預清洗之前要對被檢部位表面進行清理,以清除被檢表面的焊渣、飛濺、鐵銹及氧化皮等。清洗范圍應從檢測部位四周向外擴展25mm;
●施加滲透劑:滲透溫度應控制在15~50℃之間,滲透時間一般不得少于10min;
●去除:去除處理是各項操作程序中最重要的工序。清洗不夠,整個檢測部位會留有殘余滲透液,容易大面積顯示顏色,對缺陷的顯示識別造成困難,容易產生假顯示,造成誤判。清洗過度時(把應留在缺陷中的滲透液也洗掉了)會影響檢測效果。所以要掌握清洗方法,根據需要進行適量清洗。一般應先用不易脫毛的布或紙進行擦拭,然后再用蘸過清洗劑的干凈不易脫毛的布或紙進行擦拭,直至全部擦凈。操作時應注意不得往復擦拭,也不得用清洗劑直接沖洗被檢面,以免過洗;
●施加顯像劑:檢驗部位經清洗后便可施加顯像劑,顯像劑經自行揮發,很快就把缺陷中的滲透液吸附出來,形成白底紅色的缺陷痕跡。這道工序十分重要,其操作質量好壞都直接影響探傷結果的準確性。顯像劑在使用前應充分攪拌均勻,并施加均勻。顯像時間一般不少于7min;
●干燥處理:當采用快干式或施加濕式顯像劑之后,被檢面需經干燥處理。可采用熱風或自然干燥,但應注意被檢面的溫度不得大于50℃。干燥時間通常為5~10min;
●觀察與評定:觀察顯示痕跡,應在施加顯像劑后7~30min內進行。當出現顯示跡痕時,必須確定是真缺陷還是假缺陷,必要時用低倍放大鏡進行觀察或進行復驗;
●后處理:檢測結束后,為防止殘留的顯像劑腐蝕焊件表面或影響其使用,應清除殘余顯像劑。
◆痕跡的解釋與缺陷評定
對顯示痕跡的解釋是正確判定缺陷的基礎,痕跡可能是真實缺陷引起的,也可能是由于結構形狀或表面多余滲透液未清洗干凈所致。各種常見焊接缺陷痕跡的特征見表2,一般來說焊縫表面不允許有裂紋和白點、任何橫向缺陷顯示、任何長度大于1.5mm的線性缺陷顯示、單個尺寸大于或等于4mm的圓形缺陷顯示。缺陷顯示累積長度的等級評定見表3。對發現并可判定的表面與近表面裂紋應打磨清除,打磨深度過深應補焊到與母材表面平齊。
表2 各種焊接缺陷顯示痕跡的特征

免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741