
激光制備自潤滑復合涂層及摩擦學性能研究進展
2021-12-23 11:48:54
作者:朱正興,候早,劉秀波,劉一帆,張林,孟元,劉懷菲 來源:中國表面工程
分享至:


摘要
運動部件在潤滑油脂失效或無潤滑介質時磨損加劇,通過激光技術在部件表面制備自潤滑復合涂層是一種有效的解決途徑。 介紹了通過激光技術制備自潤滑復合涂層的質量評價指標,對自潤滑復合涂層基體材料進行了詳細的分類,從金屬基、陶瓷基、高分子自潤滑三種基體復合涂層進行系統(tǒng)分析,根據前人的理論研究和實踐應用指出自潤滑復合涂層目前存在的問題。 自潤滑復合涂層對基材耐磨減摩性能的提升是明顯的,不同涂層材料體系間的研究方式和進展存在差異,總結了該領域的研究進展,對未來激光制備自潤滑復合涂層的研究方向進行了展望。
關鍵詞
激光加工 ; 復合涂層 ; 固體潤滑 ; 摩擦學性能 ; 研究進展
0 前言
現(xiàn)代工業(yè)中,機械設備工作時經常受到摩擦及磨損作用,容易導致零件尺寸失配或材料損失甚至提前失效。為降低摩擦因數(shù),可以通過機床對部分零部件表面進行精加工,但這種方法成本較高,不適宜大規(guī)模生產且可持續(xù)性較差,因此采用添加液體潤滑劑作為潤滑介質來減少摩擦磨損會更加有效[1]。但隨著航空航天、軍事武器等高技術領域和鋼鐵、工程機械等工業(yè)領域的不斷發(fā)展,機械設備的工作環(huán)境逐漸面臨高溫,高壓、真空、強腐蝕等苛刻環(huán)境的挑戰(zhàn),傳統(tǒng)潤滑油脂等潤滑劑的應用受到限制[2]。
另一方面,機械設備的某些零部件對于其表層和心部的性能要求存在一定差異,難以進行整體處理[3]。自潤滑復合涂層作為一種在金屬、陶瓷或高分子基體上添加自潤滑相和其他附加組元以實現(xiàn)自潤滑性能的功能性涂層,通過激光加工將其制備于零部件表面,是解決機械零部件磨損與潤滑難題的有效途徑。自20世紀80年代以來,激光器技術的更新迭代,推動著激光技術基礎研究和應用的迅猛進步,激光制備自潤滑涂層的研究也更加廣泛[4]。
本文對近年來國內外激光制備自潤滑復合涂層的研究進展進行總結和羅列,分別從激光制備涂層工藝和自潤滑復合涂層兩個角度概括了現(xiàn)階段研究存在的問題及潛在的發(fā)展趨勢,以期為后續(xù)激光制備自潤滑涂層技術的發(fā)展和應用提供一定的研究思路。
1 激光制備自潤滑涂層及評價方式
1.1 激光制備技術
激光制備涂層是以激光作為熱源,加熱提高工件表面溫度,通過添加材料或激光直接輻照工件表面制備得到涂層。目前激光制備涂層的主要應用方式包括激光熔覆技術、激光表面合金化、激光表面織構等,其中以激光熔覆技術應用最為廣泛。
激光熔覆技術是一種用激光將加入的熔覆材料與基底材料的表面快速加熱使之同時熔化,材料快速冷卻凝固后形成涂層,從而實現(xiàn)對基底材料表面改性或修復的工藝方法[5-6]。激光表面合金化是在金屬工件表面添加固態(tài)金屬,通過激光輻照加熱使兩者迅速熔化、互溶并再結晶、凝固形成合金層。與激光熔覆不同的是,激光表面合金化的熔覆材料和基體金屬之間發(fā)生完全混合,稀釋率較高,受添加元素影響較大。激光表面織構則不添加額外材料,直接利用激光對材料進行燒蝕,有選擇性的從基底表面去除材料,制備得到的特殊微結構可以起到一定的潤滑作用,或能有效地保護固體潤滑劑,延長涂層的壽命,但這種方式不能避免潤滑相與基材附著力差的問題[7-8]。
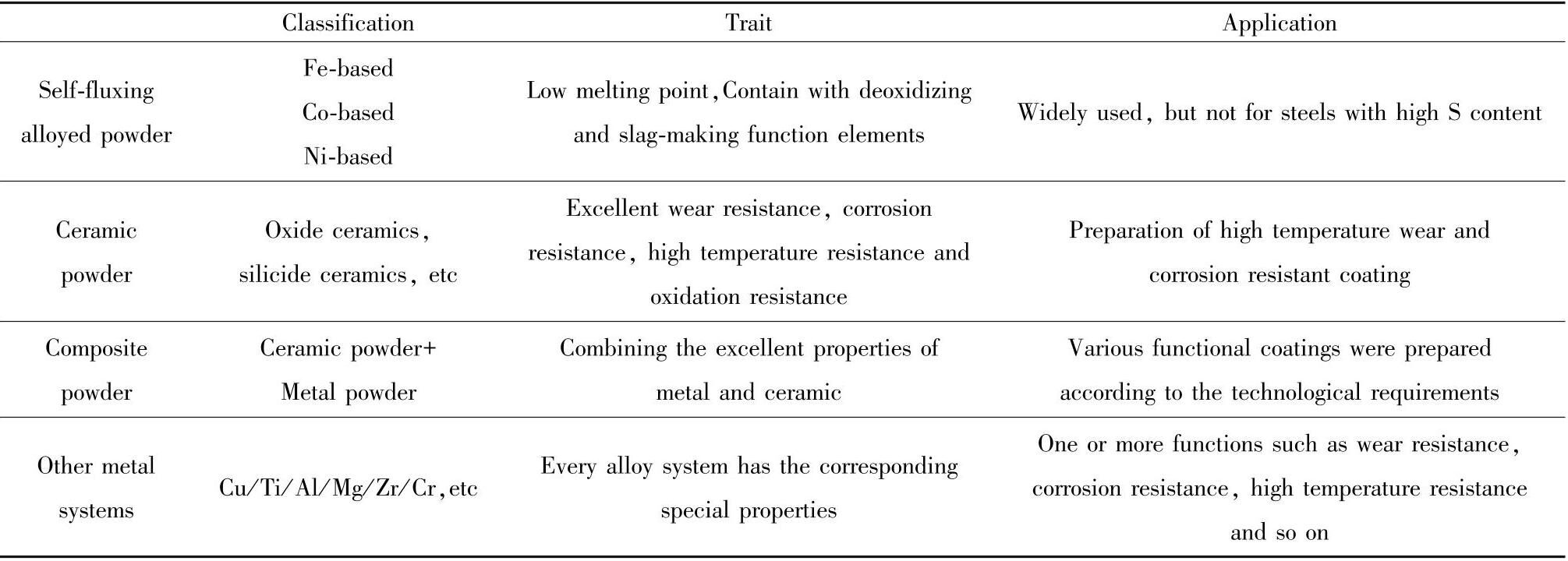
在實際研究與應用中,由于激光熔覆技術在應用過程中所實現(xiàn)的功能及形態(tài)與激光合金化類似, 同時往往與激光表面織構相結合以實現(xiàn)更好的功能性表現(xiàn),因此本文將重點以激光熔覆技術為基礎,以其他方法為補充進行歸納。常見激光熔覆粉末材料體系特點及應用見表1所示。
表1 激光熔覆粉末材料體系分類
1.2 自潤滑復合涂層潤滑機理及評價方式
在兩對偶件運動過程中,無須借助其他潤滑介質(如潤滑油、潤滑脂等),而僅依靠材料表面結構或成分的特性,就可實現(xiàn)減摩耐磨的效果,該特性即稱為材料的自潤滑性。對于復合涂層這一表面改性方法,自潤滑性的實現(xiàn)方式主要通過在材料表面主動添加或生成固體潤滑劑,從而在磨損過程中形成潤滑膜,潤滑膜的存在使得對偶材料與基體材料之間的摩擦轉變?yōu)閷ε疾牧吓c潤滑膜之間的摩擦,大大降低了摩擦因數(shù),提高了自潤滑復合涂層的耐磨減摩性能。
在目前的研究中,固體潤滑相的類型根據其潤滑機理的不同可主要分為以下幾類:①自身良好的延展性可降低磨損過程中的摩擦阻力,如軟金屬Ag/Cu等;②自身固有或運動過程中通過化學鍵的變化可實現(xiàn)的層狀可滑動結構,如石墨、MoS2、MAX相等;③具有高強度且致密的結構,從而實現(xiàn)表面抗磨損,如Al2O3/TiO2 等。由于這些機理實現(xiàn)方式的不同,影響因素較多(如溫度、載荷、介質、對磨材料等),不同的潤滑劑具有不同的適用環(huán)境。以溫度為例,當涂層工作溫度在300℃ 以下時,石墨、WS2、 MoS2 作為潤滑相更加經濟有效;300~500℃時,Ag、 Au等軟金屬作為潤滑相具有更好的抗氧化性能; 500~1 000℃ 時,CaF2、BaF2 等氟化物或NiO、h-BN作為潤滑相具有更好的熱穩(wěn)定性[9-12]。同時,利用潤滑相之間不同的適用溫度區(qū)間,可起到潤滑效果上的協(xié)同作用,實現(xiàn)寬溫域梯度潤滑效果,常見的搭配有MoS2 + Ag [13]、 h-BN + MoS2 [14]、 BaF2 + CaF2 + Ag [15]等。但是,目前對于超高溫(>1 000℃) 環(huán)境下的固體潤滑涂層研究較少,是航空航天領域的重要研究發(fā)展方向之一。
自潤滑復合涂層是否符合實際需求,可從以下幾個方面進行評估:①該涂層材料在預設工況下對于摩擦因數(shù)及磨損率的降低程度;②在自潤滑性能提升的同時,材料力學性能是否滿足原有要求;③若實際工況較為惡劣,如高溫、腐蝕環(huán)境等,其固體潤滑劑的化學穩(wěn)定性及界面結合力是否會受到影響; ④固體潤滑劑的彌散厚度及可穩(wěn)定服役周期;⑤材料設計過程中的經濟性與環(huán)保性。這些指標的逐一實現(xiàn),是對材料體系設計合理性的考察,也是對涂層制備技術及工藝過程的考量[16-20]。
1.3 激光熔覆涂層質量評價
在激光熔覆中,影響涂層質量的因素較多,探究這些因素(如形狀系數(shù)、稀釋率等)對涂層的具體影響十分重要。為提高涂層質量,應選擇盡量大的形狀系數(shù)(即寬度與厚度比)。孫榮祿等[21] 在TC4合金表面激光熔覆了NiCrBSi的合金涂層,發(fā)現(xiàn)涂層的寬度受激光直徑影響較大,厚度則取決于預置粉末層的厚度。稀釋率(η) 是指激光熔覆工藝中,在激光的加熱下,基材熔化后與熔覆層材料混合引起的合金成分的變化情況。在保證形成良好的冶金結合的情況下,稀釋率越低越好。常規(guī)方法下,稀釋率可通過熔覆層高度(H)和熔池深度(h)進行簡單計算,計算公式如式(1):
 (1)
(1)
吳騰等[22]用YAG固體激光器在60Si2Mn基體上制備了鐵基TiC復合涂層,建立了激光熔覆工藝參數(shù)對稀釋率影響的數(shù)學模型,發(fā)現(xiàn)輸出電流(X1) 和脈沖寬度(X2)對涂層稀釋率的影響要大于輸出電流與脈沖寬度的交互項(X1X2)和掃描速度(X3)。得出了稀釋率模型的擬合回歸方程式,如式(2):
 (2)
(2)
為涂層質量的評價指標提供了新的科學依據和思路。
在自潤滑復合涂層中,由于加入的潤滑相硬度較低,制備涂層后往往導致硬度下降,制備的涂層中硬度分布是否均勻對于涂層質量評價十分重要。申澤慧等[23]將Ni60粉末激光熔覆在鈦合金表面,并探究了WS2 作為潤滑相對熔覆層硬度的影響,發(fā)現(xiàn)添加WS2 的熔覆層硬度相比于Ni60熔覆層低,這是由于Ni60熔覆層中高硬度的碳化物和硼化物含量在加入WS2 后變少,導致涂層整體硬度較低。當加入50%WS2 時,涂層中生成的SO2 氣體較多,稀釋率變大導致涂層的顯微硬度分布不均勻,在工件工作過程中容易出現(xiàn)變形等不良影響。
制備涂層后,對涂層進行性能檢測和質量評價是考驗涂層合格與否的重要指標。澳大利亞昆士蘭大學[24]的研究人員綜述了目前光譜和顯微技術對涂層的檢測方法,原子力顯微鏡(AFM)作為一種測量表面形貌的工具可用于涂層的界面分析,與激光共聚焦掃描顯微鏡(LSCM)結合可量化涂層表面由于點蝕、開裂等引起的形貌變化。掃描電子顯微鏡 (SEM)可以用來獲得涂層表面高分辨率的圖像,從而檢查涂層表面是否存在凹坑、裂紋等缺陷。透射電子顯微鏡( TEM) 則可以通過電子束獲取涂層樣品內部顆粒的形狀及大小,從而獲得涂層內部結構的更多信息。 YAN等[25] 則探究了超聲檢測方法在對激光熔覆層殘余應力檢測研究現(xiàn)狀及存在的問題,針對超聲檢測涂層結果較為粗略的缺點,提出了關于建立基于多維分析和多源信息的最優(yōu)檢測方法預測模型,為涂層的質量檢測手段的發(fā)展提供了一定的理論基礎。陳建平等[26] 在現(xiàn)有涂層檢測技術的基礎上,提出的敲擊測聲法針對非金屬基體表面涂層實現(xiàn)了無損檢測,并且檢測系統(tǒng)的成本較低,有良好的應用前景,為涂層質量的檢測和評價手段開辟了新的門路。目前關于涂層質量的部分評價方式如圖1所示。
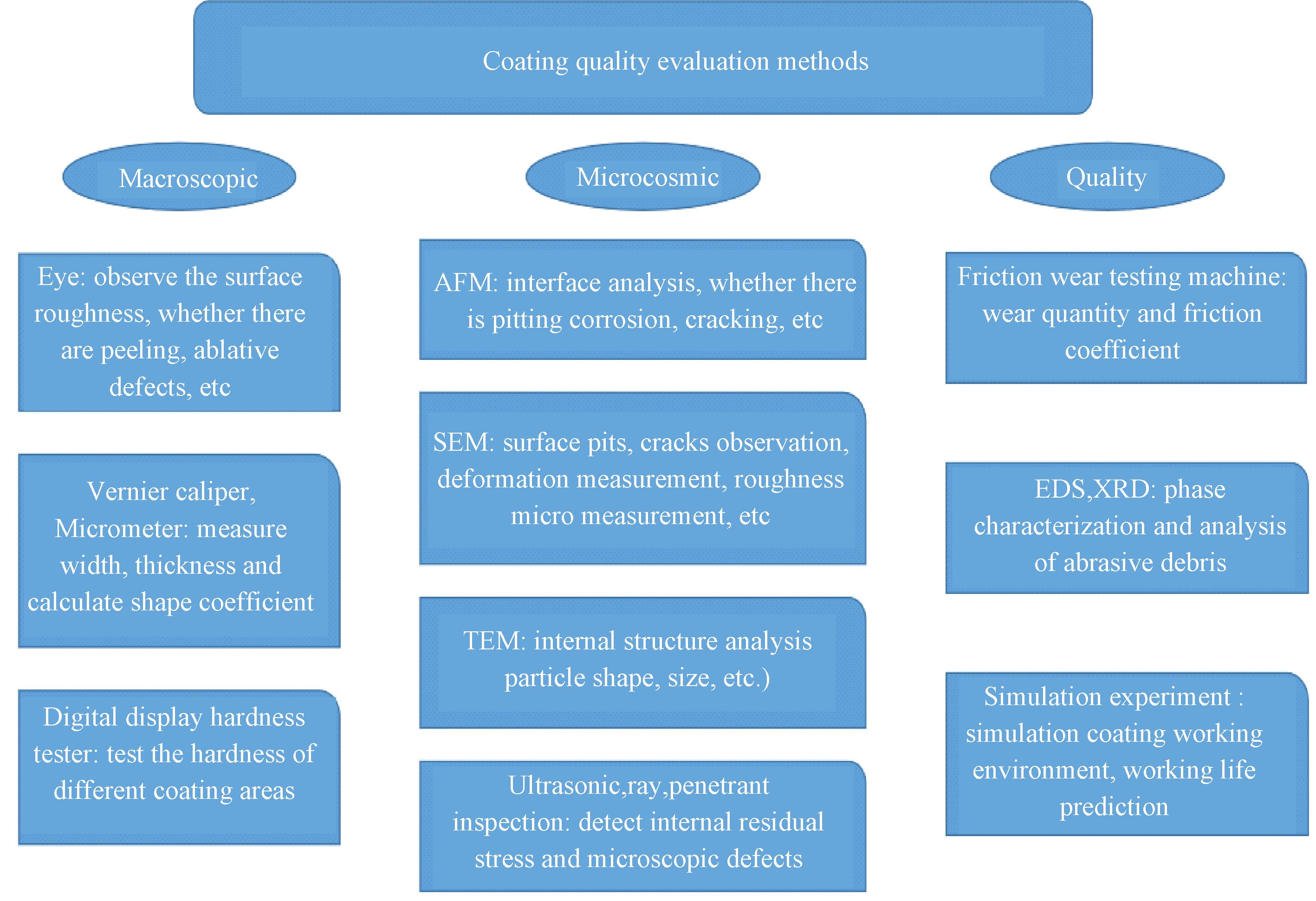
圖1 涂層質量評價方式
涂層的各項指標都能夠達到最優(yōu)固然很好,但是并非存在缺陷即失敗。激光熔覆制備涂層,主要是為獲得基材所不具備的某些性質,在制備涂層后, 要注意其是否達到預期目標,性能是否符合要求,在滿足使用要求的前提下將涂層的各項指標提高。在實際工業(yè)應用中,制備各方面性能都優(yōu)異的涂層往往需要大量復雜繁瑣的工藝,對設備操作人員等要求較高。如在對齒輪、軸承等工業(yè)零部件制備自潤滑涂層時,要考慮到其大規(guī)模生產時需消耗的大量成本及時間,應盡量追求性能與經濟性的雙向共贏, 而不是單純追求完美質量的涂層。
2 自潤滑復合涂層
自潤滑復合涂層是在不同基體材料上,加入固體潤滑相和其他所需成分,通過一定工藝制備而成的。工業(yè)領域中,傳統(tǒng)潤滑劑應用范圍有限,在不宜采用油脂等潤滑時,自潤滑復合涂層是一種經濟、有效的替代方式,可用來降低摩擦、減少磨損。自潤滑復合涂層通常由基體材料、固體潤滑相、其他添加組分三種功能性組分組成,按照基體材料的不同,可分為金屬基自潤滑涂層、陶瓷基自潤滑涂層、高分子自潤滑涂層三大類[27]。
2.1 金屬基自潤滑復合涂層
在自潤滑復合涂層中,研究最多的是金屬基自潤滑復合涂層,其中最常見的為鐵基、鎳基、鈷基自潤滑復合涂層。由于涂層是以金屬作為基體材料, 其強度和硬度足夠承載潤滑膜的形成,能在復雜環(huán)境下工作,且潤滑性較好[28],以下將從鐵、鎳、鈷基涂層及其他金屬基涂層的摩擦學性能角度分別進行總結歸納。不同金屬基體系特點見表2所示。
2.1.1 鐵基自潤滑復合涂層
金屬材料鐵由于價格便宜,獲取比較容易,抗變形能力和耐磨性較高,相比于鎳和鈷,其硬度更高, 適用于局部需要耐磨且易變性的零件,應用非常廣泛。為改善鐵基合金制備涂層時的自潤滑性能,選擇在鐵基合金中直接加入潤滑相。楊曉良等[29] 用Fe400作為基體粉末,加上不同含量的h-BN和CaF2 在45#鋼表面制備了一系列鐵基自潤滑涂層,發(fā)現(xiàn)在常溫下鐵基粉末、h-BN、CaF2 質量比為98 ∶ 1 ∶ 1時,摩擦學性能最好。各含量的鐵基自潤滑涂層磨損量對比如圖2所示,值得注意的是,單獨添加CaF2 作為潤滑相時,在常溫下對涂層的耐磨性無明顯提升,但單獨添加h-BN或兩者一起添加時,涂層的耐磨性明顯提高。
表2 不同金屬基體體系特點

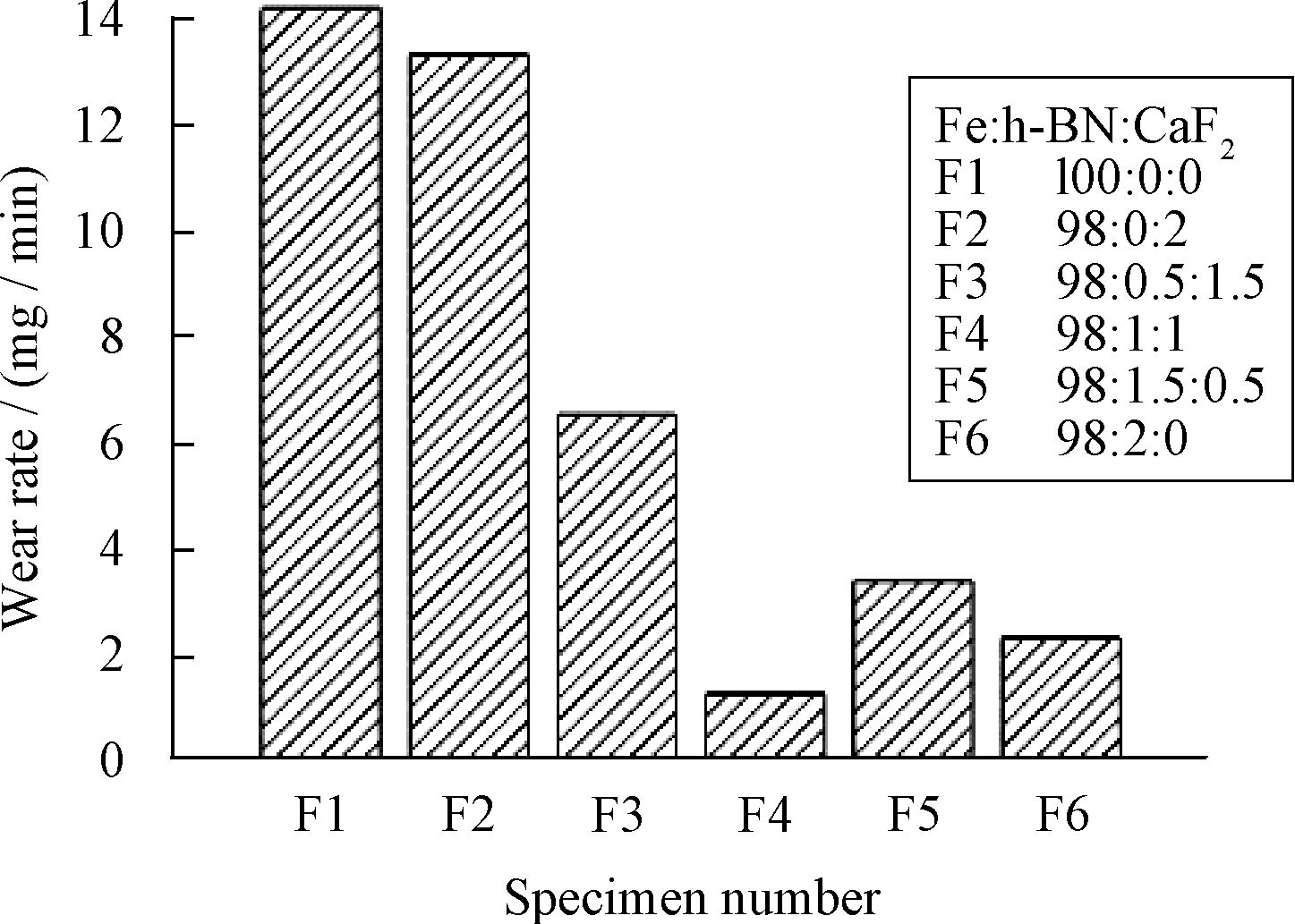
圖2 不同含量鐵基自潤滑涂層磨損量對比[29]
由于鐵基涂層的硬度較高,而潤滑相硬度較低, 直接加入h-BN和CaF2 潤滑相會降低鐵基涂層的硬度,且在激光熔覆中由于溫度較高,存在潤滑相分解失效的問題。過渡金屬二硫化物作為常用的潤滑相,在激光熔覆鐵基自潤滑涂層中雖然也容易分解, 但硫化物分解后的硫可與基體材料中的鐵元素形成新的硫化物潤滑相,這種原位生成的潤滑相可以更好地提升鐵基復合涂層的自潤滑性能。張明奇等[30]在H13鋼表面激光熔覆了鐵基合金粉末和分別添加了MoS2 和LaF3 作為潤滑相的鐵基自潤滑復合涂層。發(fā)現(xiàn)添加MoS2 或LaF3 潤滑相的復合涂層雖然會使鐵基合金涂層的顯微硬度分別下降到530HV和520HV,但在常溫下均能顯著提高H13鋼的摩擦學性能,且載荷越大,潤滑相對涂層耐磨性的提升越明顯,如圖3所示。由于激光熔覆后,涂層中硫與鐵反應生成FeS2 軟相具有很好的潤滑作用,大載荷下MoS2 對涂層耐磨性的提升要好于LaF3,但作者的試驗未研究MoS2 和LaF3 兩種潤滑相對鐵基自潤滑涂層是否存在協(xié)同作用。
不同潤滑相的潤滑機制及對涂層的潤濕性等性質都存在差異,關于尋找最適合鐵基自潤滑復合涂層一種或幾種潤滑相的研究目前還較少。總的來說,如何保障加入潤滑相后鐵基涂層的硬度不下降,且能保持良好的潤滑性能值得進行嘗試。另外鐵基材料相比于其他金屬基材料的抗氧化性能較差,而氧化物的存在又必然會對其高溫磨損過程及潤滑相的作用效果產生影響。因此,在后續(xù)的研究中,可針對鐵基自潤滑涂層的抗氧化性及高溫下的性能進行研究。
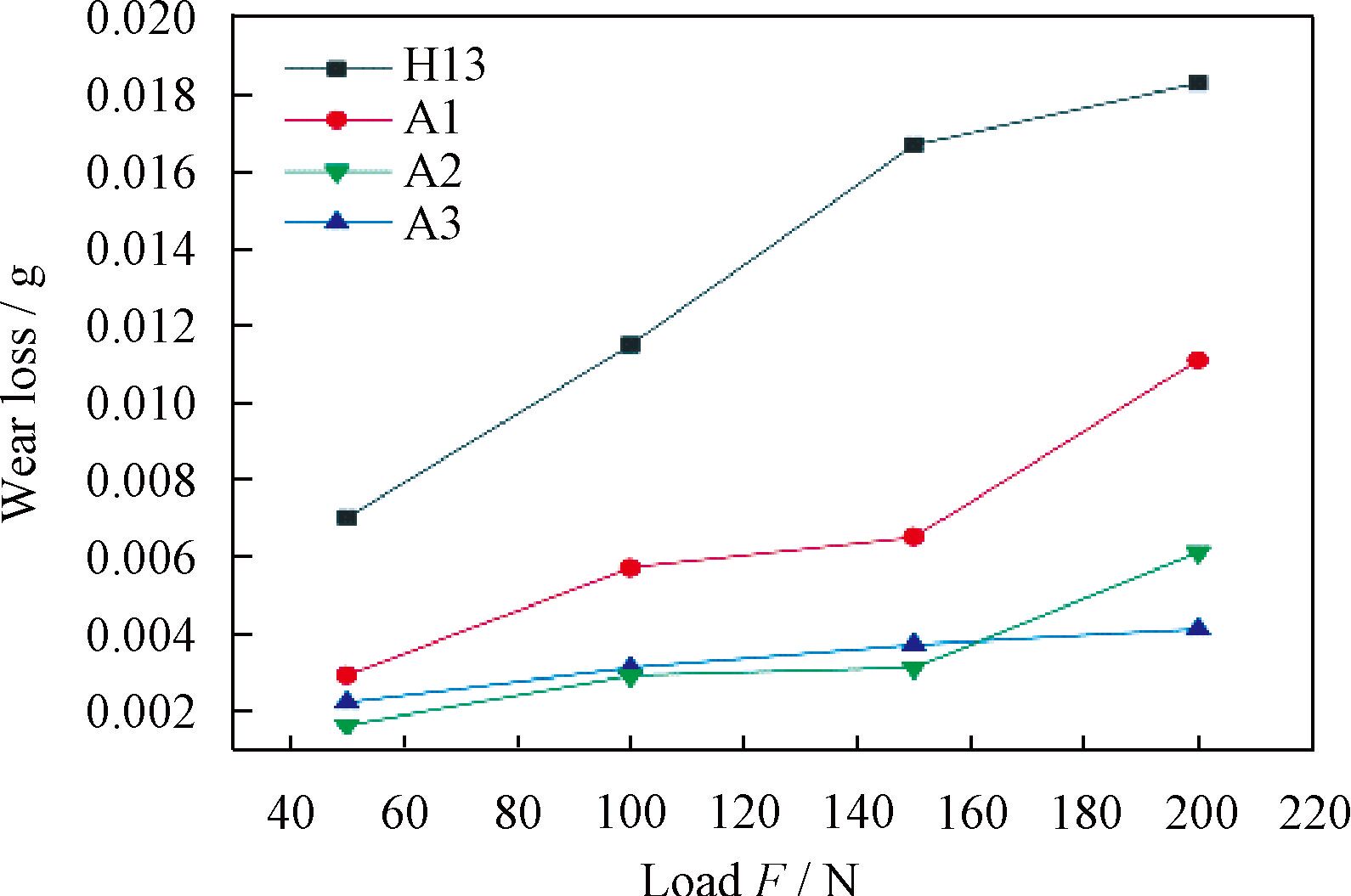
圖3 100r/min時H13鋼和不同涂層磨損規(guī)律圖[30] A1:100%Fe;A2:95%Fe+5%MoS2;A3:95%Fe+5%LaF3
2.1.2 鎳基自潤滑復合涂層
金屬材料鎳相比于鐵有更好的耐熱性、耐腐蝕性和抗氧化性能,雖然在高溫性能方面表現(xiàn)不如金屬鈷,但是在鎳中添加適宜的元素制成的鎳合金,可顯著改善鎳的高溫性能,在高溫環(huán)境下也能保持良好的抗氧化能力,因此在高溫合金領域應用十分廣泛[31]。 LU等[32] 在Ti6Al4V基材上通過激光熔覆制備了Ni60粉末和添加量不同含量h-BN潤滑相的鎳基自潤滑復合涂層。涂層中形成的 γ-NiCrAlTi固溶體作為一種增韌相,可以提高涂層的硬度及耐磨性,但值得注意的是,在摩擦磨損試驗中,激光熔覆純Ni60粉末涂層的摩擦因數(shù)并不隨著溫度的升高而下降,如圖4所示,這一反常現(xiàn)象可能是由于涂層中Ni60粉末與Ti6Al4V基材結合形成的 γ-NiCrAlTi相在高溫下軟化,導致涂層的耐磨性下降, 因此在TC4基材上激光熔覆純Ni60的涂層不適宜在高溫環(huán)境下工作。
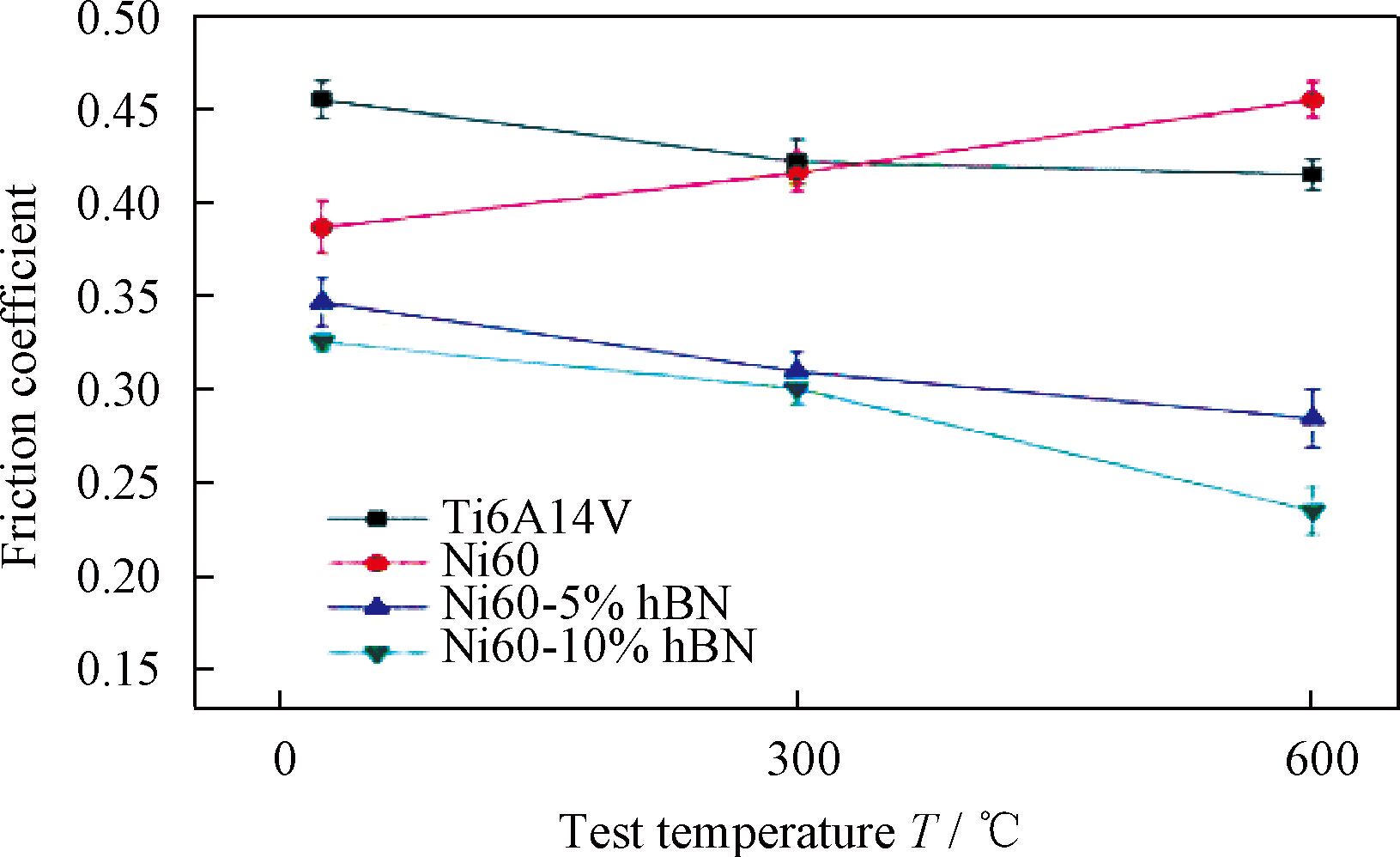
圖4 基材與不同熔覆層隨溫度變化的摩擦因數(shù)[32]
相比于添加單一h-BN潤滑相,GUO等[33] 和LIU等[34] 分別在涂層中加入TiN和WS2 探究其對涂層的影響。隨著加入物質種類的增多,涂層中可以通過原位生成更多的潤滑相,對涂層性能有一定程度的改善,但在高溫下涂層性能是否能夠提升還有待試驗論證。
h-BN已被報道在常溫及高溫下具有優(yōu)良的潤滑性能,但由于其較好的化學穩(wěn)定性,與絕大多數(shù)金屬基體間潤濕性較差,對涂層質量存在一定程度的影響,且為適應Ni60合金在高溫環(huán)境下的工作,應該尋找一種合適的材料與h-BN結合來進一步改進鎳基合金復合涂層在高溫下的潤滑性能。 ZHAO等[35]在Q235鋼上通過激光熔覆技術制備了Ni60和h-BN的自潤滑復合涂層,并加入納米銅來改善涂層的性能。根據XRD圖顯示,復合涂層主要由Ni2 Si、Ni3 Si、γ-(Ni, M)、FeNi3 相組成,這些物相通過在涂層中原位生成,有效的結合了固體潤滑相及基體材料中的硬質相,增加了涂層的硬度從而提高了耐磨性。不同溫度下復合涂層的平均摩擦因數(shù)變化圖如圖5所示,由于加入的軟金屬銅在低溫下具有優(yōu)異的自潤滑性能,在高溫下又可氧化形成CuO提供潤滑性能,因此添加h-BN和納米銅的鎳基復合涂層在25~600℃ 范圍內保持著最低的摩擦因數(shù),表明納米銅可協(xié)同h-BN改善鎳基復合涂層的自潤滑性能,且效果較好,在較寬溫度范圍內能保持良好的潤滑效果。但納米銅含量的改變是否影響鎳基自潤滑復合涂層的自潤滑性能,還有待進一步試驗研究,確定最佳的潤滑相配比實現(xiàn)潤滑效果最大化,對鎳基自潤滑復合涂層的研究進展有較大意義。
鎳基材料在制備自潤滑復合涂層方面應用十分廣泛,通過加入不同潤滑相可以原位生成多種強化相來提高復合涂層的性能[36],并且鎳基材料中金屬鎳氧化生成的NiO也是一種性能優(yōu)異的自潤滑相。鎳作為價格適中的耐高溫金屬,其在工業(yè)中的應用價值也很高,但是對于制備鎳基復合涂層時添加元素的種類,是否存在最佳潤滑相的比重這一方面的研究還可以進一步展開。
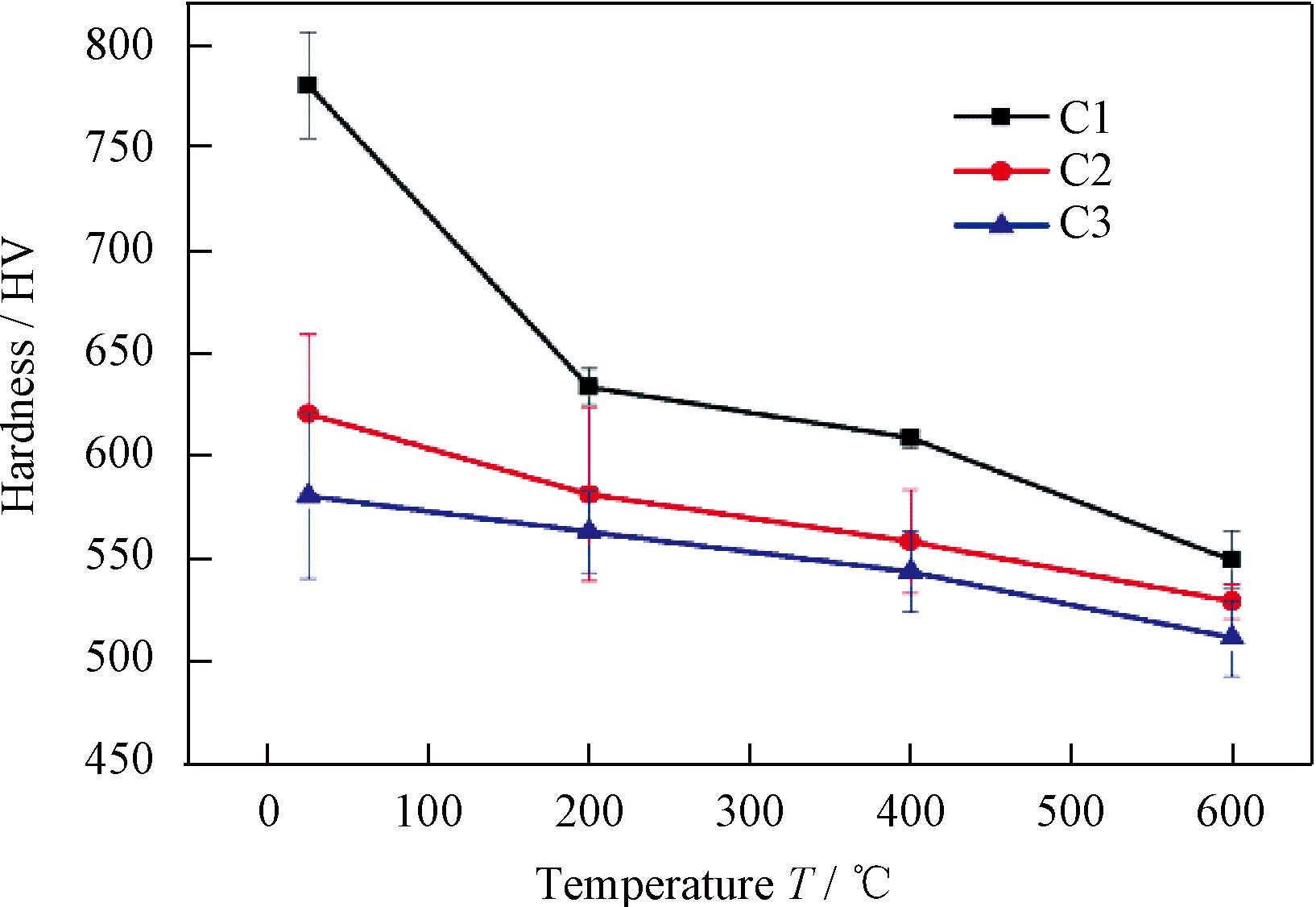
圖5 不同溫度下各涂層的摩擦因數(shù)曲線[35] C1:100%Ni60;C2:98.75%Ni60+1.25%h-BN; C3:93.75%Ni60+1.25%h-BN+5%Nano-Cu
2.1.3 鈷基自潤滑復合涂層
鈷基合金與鎳基合金都能適應高溫工作環(huán)境, 但鈷基合金在更高溫度下的熱穩(wěn)定性更好,在溫度達到部分鎳基高溫合金無法使用的溫度時,鈷基合金還能保持一定的強度,因此在航空航天領域受到廣泛的重視[37]。余廷等[38] 在不銹鋼上利用光纖激光器制備了Stellite6涂層,并進行了600~900℃ 下的高溫摩擦磨損試驗。結果表明, 涂層在700~800℃下的摩擦磨損性能最好,超過800℃ 后磨損量會不斷增大,但由于在高溫下涂層中的Cr和Co相結合的氧化物燒結形成的釉質層在900℃下仍可提供對材料的保護作用,磨損量相比于室溫下低。由于含Co釉質層出色的高溫穩(wěn)定性,在鎳基合金不再適用的更高溫環(huán)境中,改用鈷基合金可以有更好的效果。
含Co釉質層形成所需溫度受許多條件影響, 且在500℃以下難以成形,也就意味著在500℃ 下的鈷基復合涂層自潤滑耐磨性能表現(xiàn)一般,添加潤滑相可以使鈷基復合涂層實現(xiàn)在寬溫域內的自潤滑性能和耐磨性。 YAN等[39] 結合激光織構技術和激光熔覆技術在Cr12MoV鋼表面制備了具有激光織構層、潤滑層和激光熔覆層的WS2/NbC/Stellite6合金多層結構金屬基自潤滑復合涂層,WS2 作為固體潤滑劑提供自潤滑性能,NbC可以促進WS2 分解后新潤滑相CrS的形成,Stellite6作為一種耐高溫的鈷基合金可在涂層中形成潤滑相的儲存和密封層, 制備工藝如圖6所示。與傳統(tǒng)激光熔覆自潤滑復合涂層相比,多層結構涂層可有效避免固體潤滑劑的分解,在200℃、400℃、800℃溫度下具有很低的摩擦因數(shù)和磨損體積,表現(xiàn)出優(yōu)異的潤滑性能。新型多層結構涂層可為制造性能優(yōu)異的耐磨涂層提供一種全新的思路,將激光織構技術與其他方法相結合, 可有效改善激光制備自潤滑復合涂層中固體潤滑相被激光大量分解的問題,為制備性價比更高的自潤滑復合涂層奠定試驗基礎。
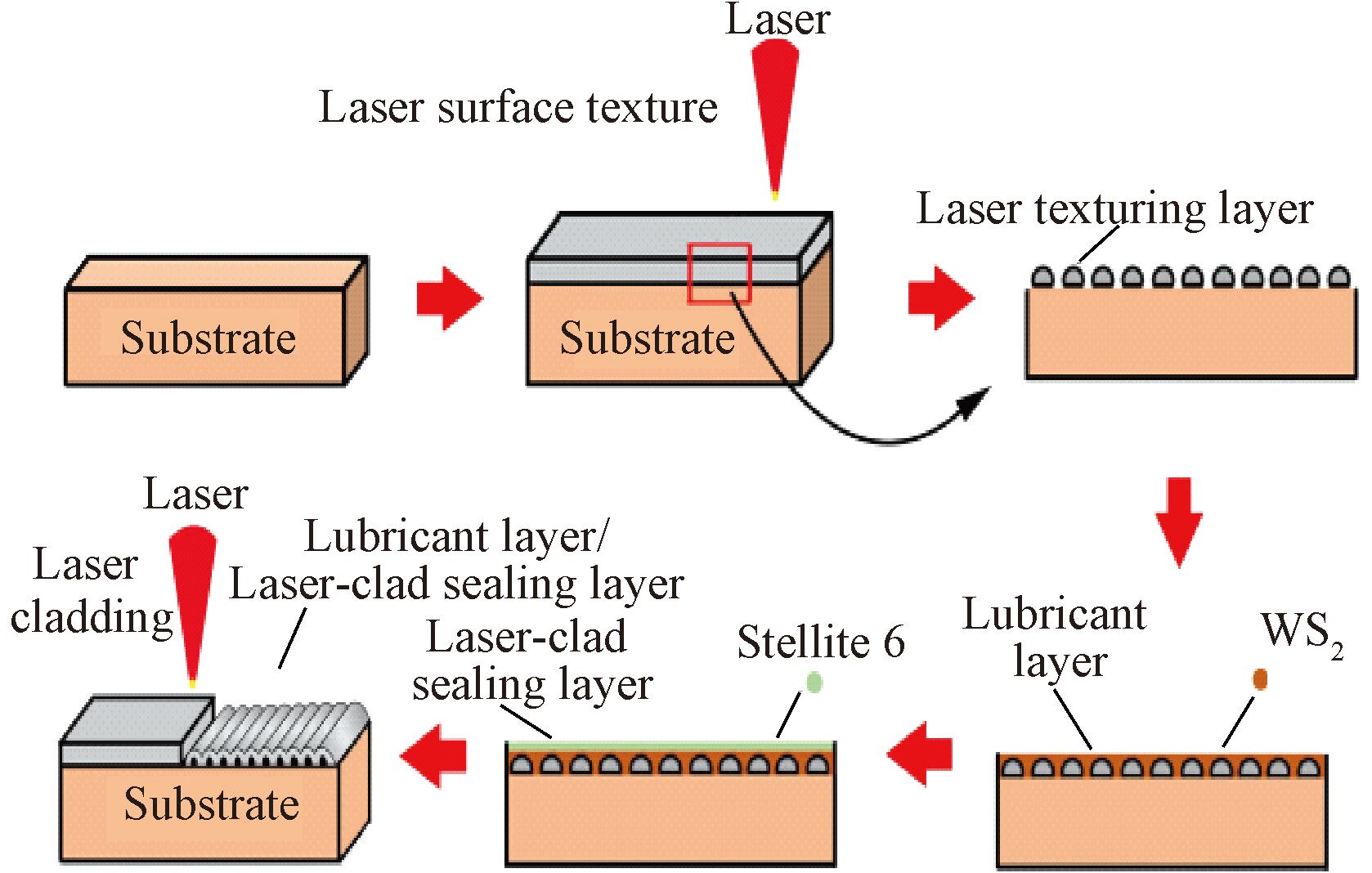
圖6 多層結構自潤滑復合涂層制備示意圖[39]
鈷基合金相比于鐵基合金可以固溶更多的合金元素使其強化,表現(xiàn)出更好的耐磨性和抗氧化性。 CHEN等[40]為了提高H13鋼的硬度及自潤滑耐磨性能,通過激光熔覆工藝在H13鋼表面熔覆了不同比例的Stellite6合金、Cr3C2、WS2 復合粉末,成功制備了冶金結合良好,無裂紋和氣孔的鈷基自潤滑復合涂層。根據XRD顯示,復合涂層主要由 γ-(Fe, Co)、 Cr7C3、Cr3C2、CrS和殘余WS2 等物相組成。 γ-(Fe, Co)主要是由結合區(qū)內的(Cr, W)C與從基體擴散而來的Fe元素反應生成的,這種硬質相起到了很好的固溶強化作用,明顯提高了復合涂層的顯微硬度。而原位生成的CrS潤滑相和殘余的WS2 則可以很好地起到潤滑作用,提高復合涂層的耐磨性。基材和復合涂層在25℃和200℃下的磨損失重如圖7所示。
雖然金屬鈷的價格較貴,但在常溫和高溫條件下的鈷基合金耐磨和耐腐蝕的綜合性能更好,在腐蝕較嚴重的工業(yè)領域具有良好的應用價值。在實際應用中,制備鈷基自潤滑復合涂層時,要考慮腐蝕對其高溫磨損過程及潤滑相的作用效果產生影響,因此在后續(xù)的研究中,可針對鈷基自潤滑復合涂層在高溫下的腐蝕機理進行研究[41]。
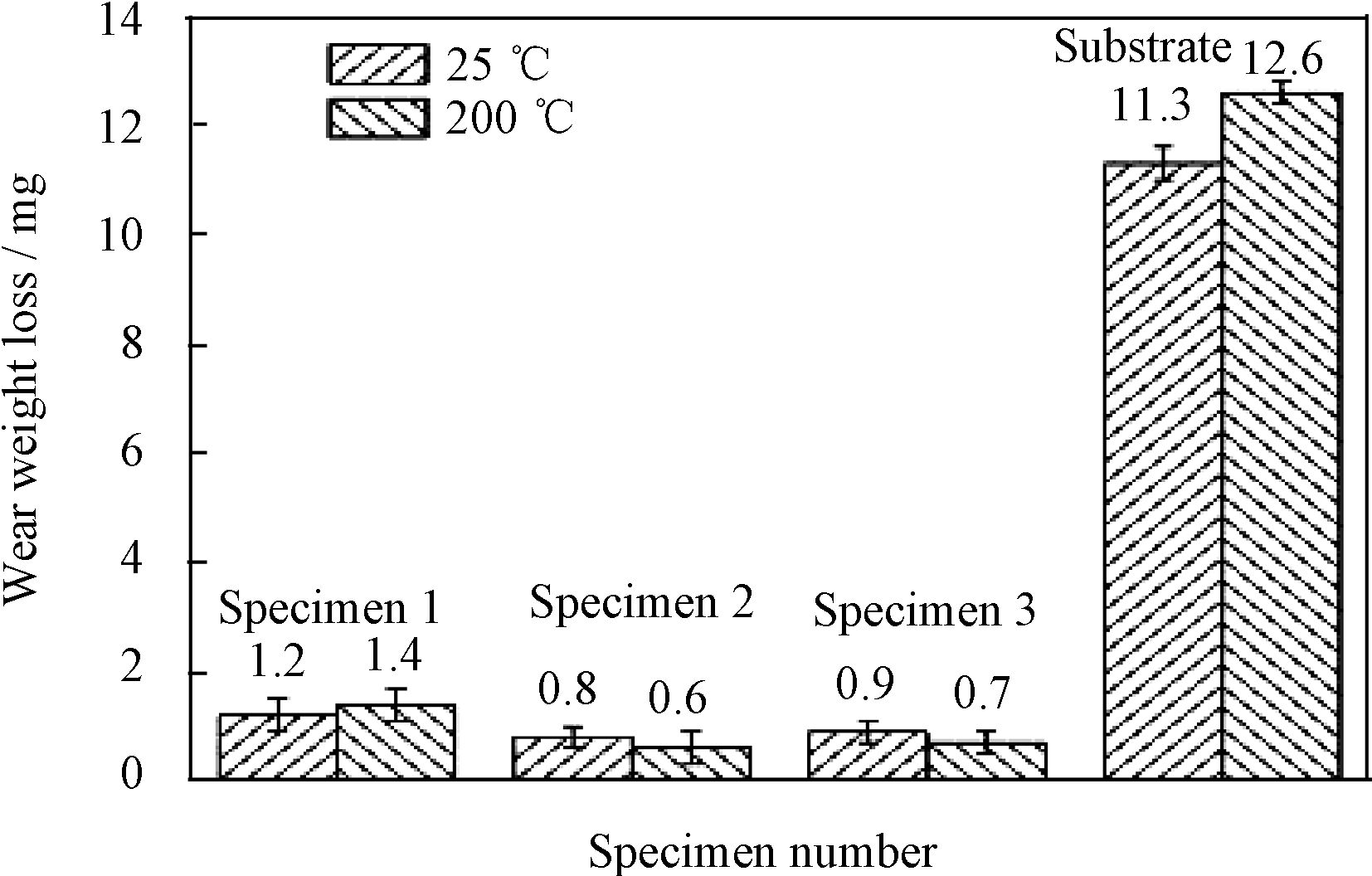
圖7 復合涂層在不同溫度下的磨損質量損失[40] S1: 10%Cr3C2; S2: 10%Cr3C2 +5%WS2; S3: 10%Cr3C2 +10%WS2
2.1.4 其他類金屬基自潤滑復合涂層
金屬基自潤滑復合涂層的基體材料除了常用的鐵、鈷、鎳外,還可以選用其他金屬材料如性質柔軟、具有自潤滑性的銅;密度小、比強度高的鈦等,通過添加不同的潤滑相或耐磨材料可以改善其性能,擴大其應用領域。 HUANG等[42]通過激光熔覆技術在AZ91D鎂合金上制備了銅基復合涂層,銅與其他金屬形成的金屬間化合物提高了涂層的硬度從而改善了涂層的耐磨性能,另外銅作為一種軟金屬,自身也可發(fā)揮潤滑相的效果。 KE等[43]通過激光熔覆技術在TA2合金上制備了WS2、TiC、Ti粉末比例為1 ∶3 ∶ 6的Ti基自潤滑復合涂層,并探究了不同熱處理溫度對涂層硬度及耐磨性能的影響。根據XRD顯示, 復合涂層主要由TiS和Ti2 SC、α-Ti、(Ti, W)C1-x 和TiC相組成。激光熔覆產生的(Ti, W) C1-x 和加入的TiC可以提高復合涂層的表面硬度,原位生成的Ti2 SC潤滑相則可以提供自潤滑性能,改善涂層的耐磨性。各涂層微動磨損表面三維形貌示意圖如圖8所示,700℃熱處理下的涂層磨損表面光滑,磨損深度較低,Ra 為20.7nm,Rq 為34nm。
鐵基、鎳基、鈷基材料和其他金屬材料作為優(yōu)良的激光熔覆材料,在激光制備涂層領域應用十分廣泛,但近年來提出的高熵合金這種新興材料,將鐵、鈷、鎳等金屬材料混合到一起制成合金,為傳統(tǒng)合金的設計方法提供了新的研究思路,具有很大的發(fā)展?jié)摿Α2⑶疫@種新興材料在激光熔覆中還存在許多特性及規(guī)律等待發(fā)掘,將其制備成自潤滑復合涂層從而改善涂層的耐磨減摩性能,可進行進一步廣泛研究[44]。 JIANG等[45]在銅基合金表面通過激光熔覆技術制備了FeMnCoCr高熵合金/TiC/CaF2 自潤滑復合涂層。在激光熔覆中,由于FeMnCoCr高熵合金不溶于Cu而呈球形微觀結構,加入TiC和CaF2 可使得球形粒子變得不規(guī)則,提高高熵合金與Cu基體的互溶性,且自潤滑復合涂層的硬度及耐磨減摩性能相比于基體均有明顯提升。目前對于高熵合金材料涂層的耐磨減摩性能改性主要集中在對合金材料元素的設計;添加熱穩(wěn)定性好的硬質陶瓷顆粒作為第二相摻雜;改進高熵合金原料制備時的工藝三個方面[46-47]。現(xiàn)有研究多數(shù)探究的是某一要素對涂層性能的影響,但優(yōu)異的摩擦學性能并不是單一元素作用的結果,在分析時應綜合考慮多種因素對涂層的共同影響,實現(xiàn)減摩耐磨的平衡優(yōu)化。未來高熵合金自潤滑涂層的研究中,可集中于以下兩點:①從成分設計上,充分探索此種合金的設計理念,實現(xiàn)不同性能的突破②利用高熵合金材料多樣性的特點,結合新型固體潤滑劑擴展自潤滑復合材料體系[48]。
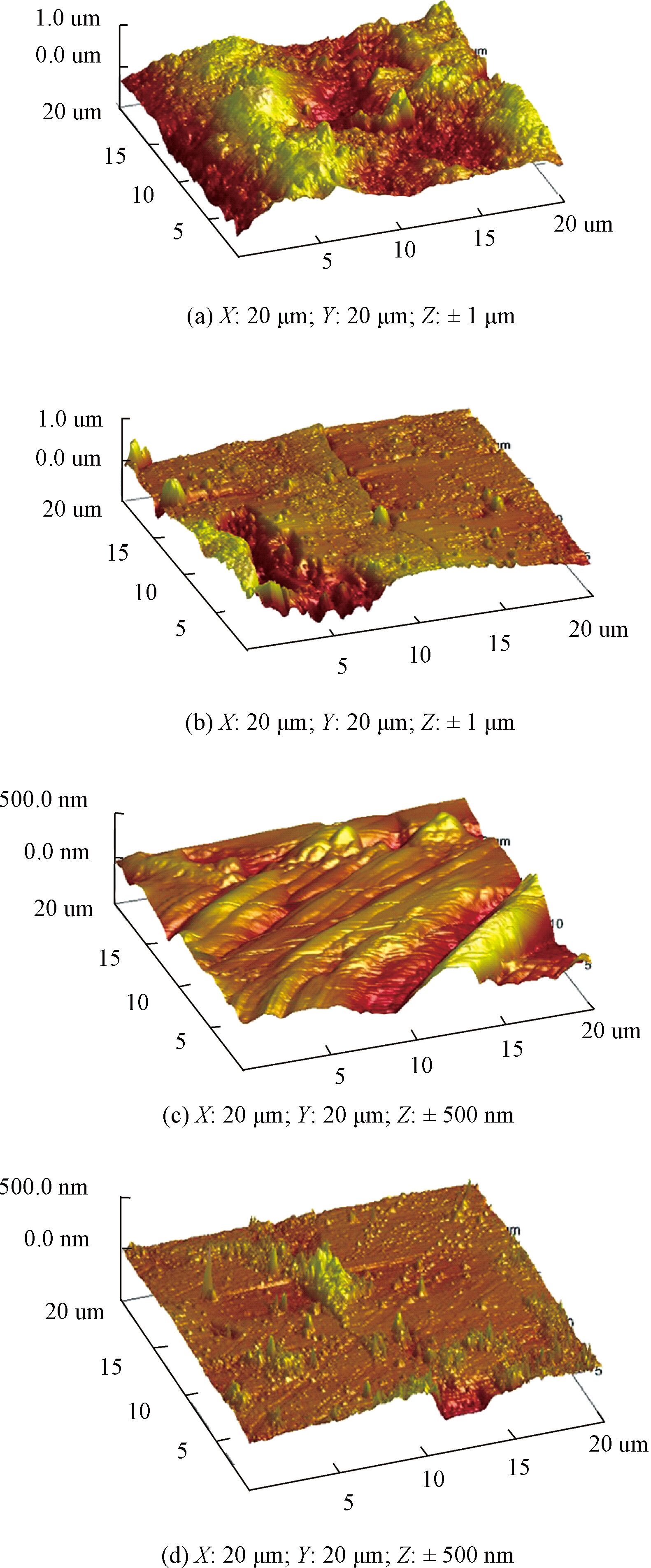
圖8 各涂層微動磨損表面三維形貌圖[43]
2.2 陶瓷基自潤滑復合涂層
陶瓷基自潤滑復合涂層是由陶瓷材料作為基體、固體潤滑劑和一些金屬黏結相等作為附加成分組成,由于陶瓷材料硬度高,密度小,具有良好的耐高溫、耐腐蝕性能,使得陶瓷基自潤滑復合涂層在航空航天等領域中也有廣泛的應用[49-50]。常見的陶瓷材料有氧化物、碳化物、氮化物、硼化物和硅化物等,其中以氧化物陶瓷材料和碳化物陶瓷材料在自潤滑復合涂層中應用較廣[51-54]。
2.2.1 氧化物
氧化物陶瓷主要包括Al2O3、ZrO2、TiO2 等,其中Al2O3 因為獲取簡單、價格便宜,是最常見的一種氧化物陶瓷材料[55]。 NiO作為一種氧化物陶瓷固體潤滑劑,是陶瓷基自潤滑復合涂層較為理想的潤滑相,配合Al2O3 等高硬度氧化物陶瓷可在嚴苛的環(huán)境下工作。王華明等[56] 通過激光熔覆在Al2O3 結構陶瓷上制備了不同配比Al2O3 和NiO混合粉末,因為NiO在超過600℃ 時發(fā)生脆韌轉變而具有優(yōu)異的潤滑性能,Al2O3 因其固有的氧化物惰性、優(yōu)異的高溫穩(wěn)定性和耐磨性,使得涂層可以在較高的溫度環(huán)境下實現(xiàn)自潤滑性能。
通過激光熔覆制備陶瓷基自潤滑復合涂層對于工藝參數(shù)、制備材料所需要求較高。而且,陶瓷基自潤滑復合涂層往往應用于高溫環(huán)境,部分潤滑相在高溫環(huán)境下存在燒損分解,影響了復合涂層的自潤滑性能,研究如何保護復合涂層中的潤滑相具有很好的經濟效益。 FAN等[57] 通過激光表面織構技術在Al2O3/Ni層狀陶瓷表面進行織構,再將聚四氟乙烯添加到層狀陶瓷的表面,設計成雙層織構,制備工藝如圖9所示。 Al2O3 基層壓復合材料具有較高的承載能力、強度和韌性能滿足大多數(shù)工況要求,是提高機械運動部件耐磨性的理想材料。進行激光織構的Al2O3/Ni材料表面可以起到保護和儲存潤滑相的作用,材料的硬度及耐磨性得到了提高。
2.2.2 碳化物
碳化物陶瓷主要包括WC、SiC、TiC、Cr3C2 等, 其中Cr3C2 由于較強的抗氧化能力和耐磨性能,與NiCr合金粉末一起制成復合粉末后能減小激光熔覆中出現(xiàn)裂紋、脫落的可能性,并在高溫下也能保持一定的強度,是常見的制作高溫自潤滑復合涂層的理想材料[58-59]。
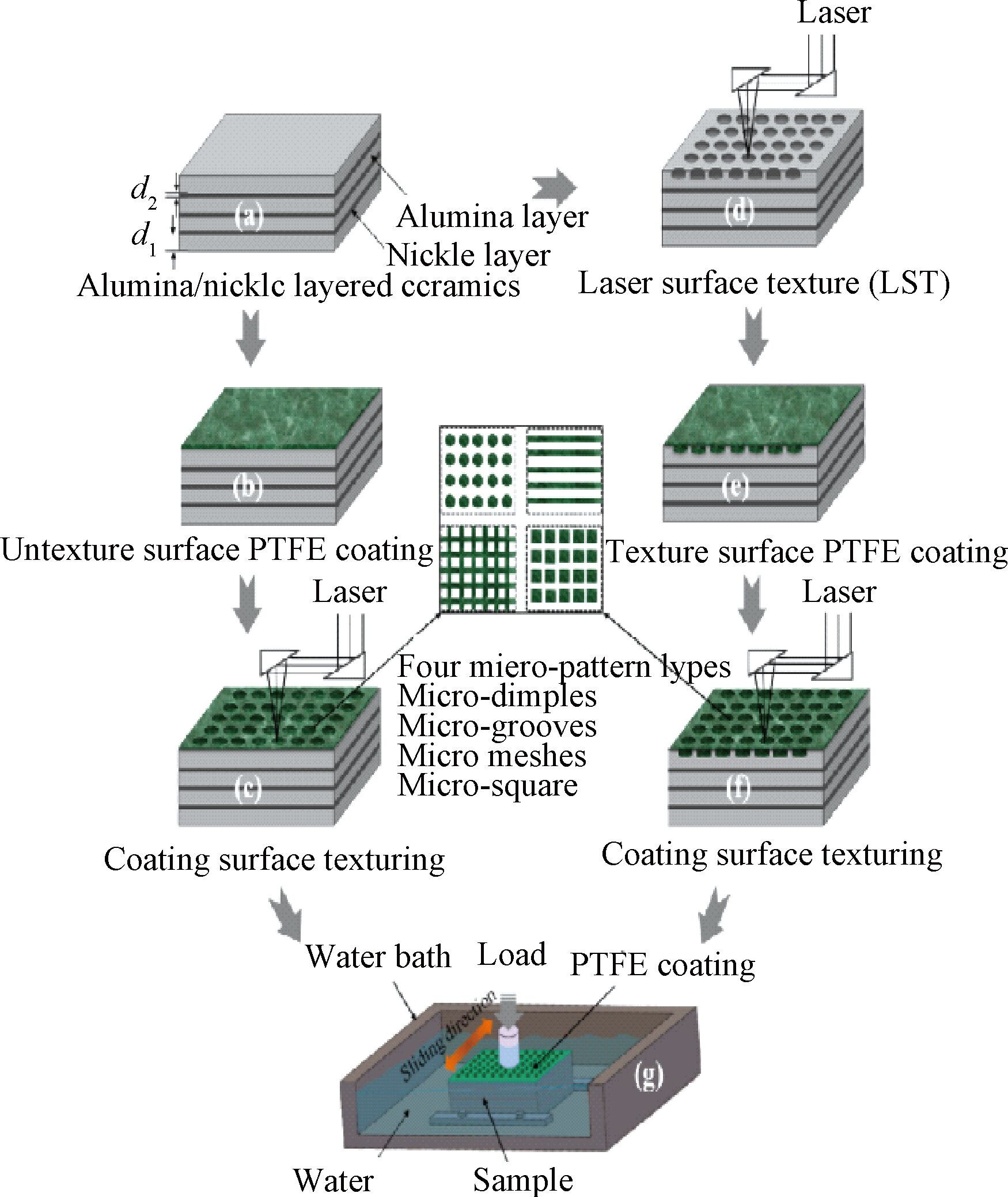
圖9 激光表面織構工件示意圖[57]
YANG等[60]采用激光熔覆技術在奧氏體不銹鋼上分別制備了耐磨的NiCr/Cr3C2 復合涂層和具有高溫自潤滑性能的NiCr/Cr3C2/WS2 復合涂層。添加WS2 的涂層主要相為Cr7C3 和(Cr,W)C碳化物硬質相,次要相為WS2 和原位生成的CrS潤滑相。一般來說,由于碳化物陶瓷硬度較高,加入潤滑相后涂層整體硬度會降低,但由于加入WS2 后與Cr3C2 形成了新的(Cr,W)C增強相,有效地增加了涂層的硬度。通過摩擦磨損試驗發(fā)現(xiàn),添加了WS2 的涂層磨損率在600℃ 時比不加WS2 的涂層要高, 如圖10所示。這主要是由于在高溫下潤滑相的分解和氧化,潤滑相失效后,潤滑轉移膜破裂,涂層中脆性(Cr,W)C碎片的脫落,發(fā)生嚴重的磨粒磨損, 導致磨損量增加。
為避免在激光熔覆過程中WS2 的分解,除了激光表面織構技術外,還可以通過化學鍍Ni-P合金的方法對WS2 提供一定的保護作用。 LIU [61] 等在YANG的試驗基礎上,將WS2 的表面通過化學鍍的方法鍍了一層Ni-P合金,探究化學鍍Ni-P合金與不進行化學鍍保護對激光熔覆制備涂層的摩擦學性能的影響。根據XRD圖顯示,涂層的主要相種類與Yang的檢測結果相似,化學鍍Ni-P合金的涂層中(Cr,W)C相的含量較低,導致在一定程度上略微降低了涂層的硬度。在室溫、300℃ 和600℃ 下,WS2 被化學鍍保護著的涂層磨損率更小,如圖11所示, 表明其具有更好的耐磨性,這主要得益于在涂層中均勻分散著被保護的WS2 固體潤滑劑的影響。但化學鍍Ni-P合金降低了碳化物硬質相的含量,如何在不降低涂層硬度的基礎上提供對潤滑相的保護值得進行更多的研究。
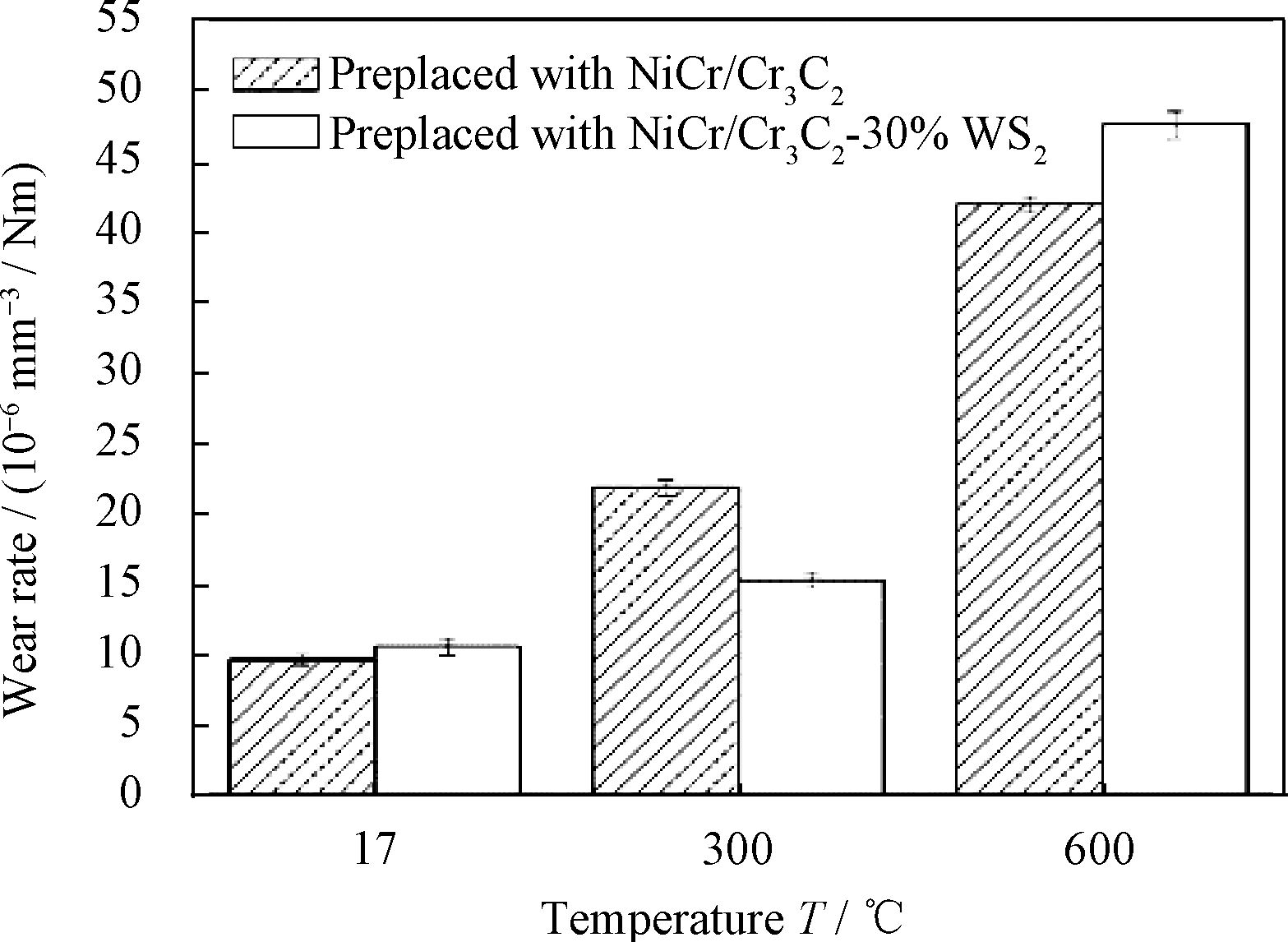
圖10 激光熔覆涂層不同溫度下的磨損率[60]
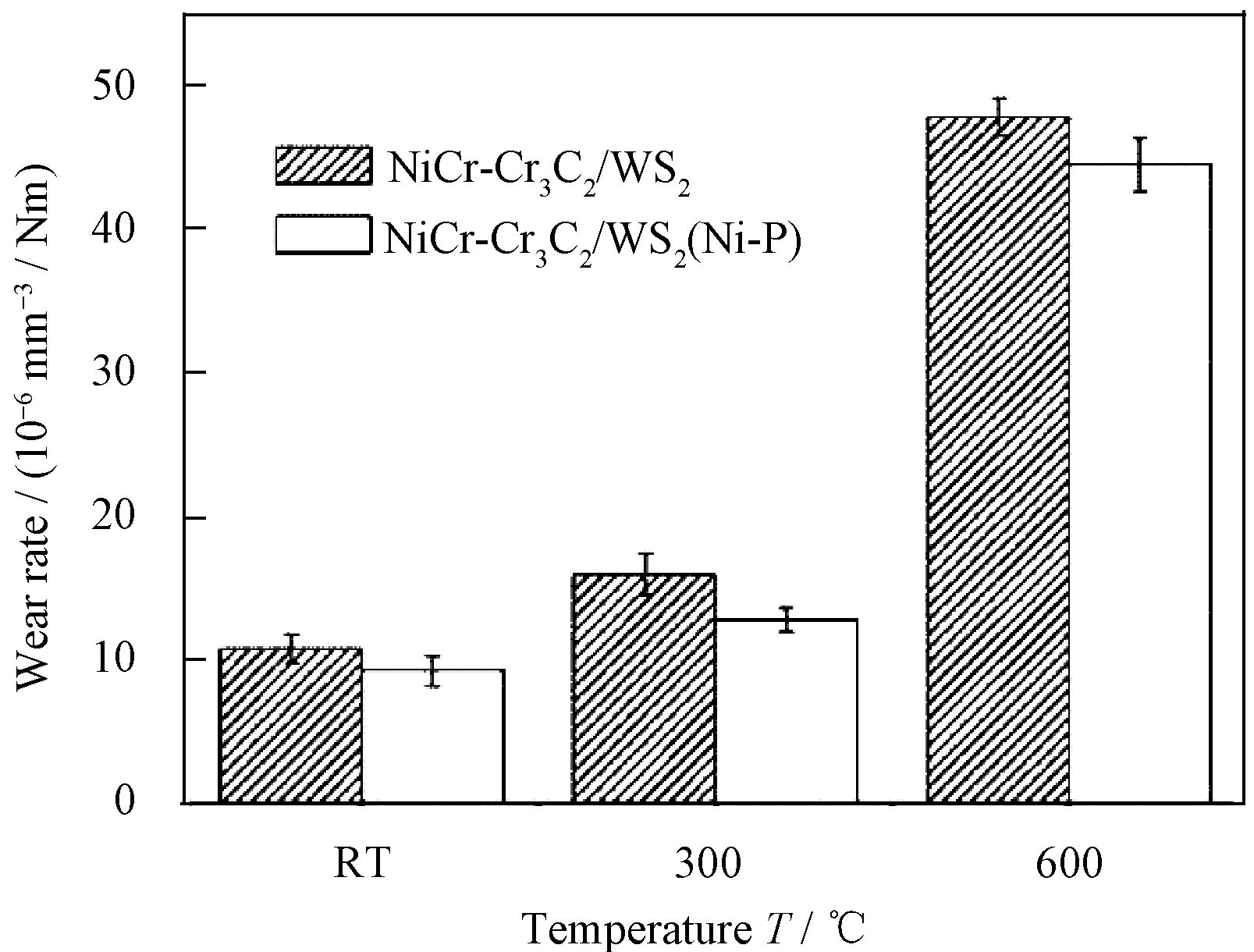
圖11 兩種涂層不同溫度下的磨損率[61]
2.2.3 其他陶瓷材料
陶瓷材料除氧化物、碳化物外,關于氮化物、硼化物的應用也不少。 HU等[62] 在Q235鋼基材上激光熔覆Mo、Ni60、Cr和B混合粉末,制備了M3B2 基金屬陶瓷復合涂層,涂層相比基材的顯微硬度明顯提高。 DAI等[63] 在Ti-6Al-4V合金表面通過激光表面合金化制備了TiB2-TiCxNy 陶瓷復合涂層, TiB2-TiCxNy組織演變示意圖如圖12所示。研究結果表明,涂層中原位生成了TiB2 和TiCxNy,由于這種硬質陶瓷相在涂層中均勻分布,涂層的硬度明顯提高,相比于基材的耐磨性也更好。
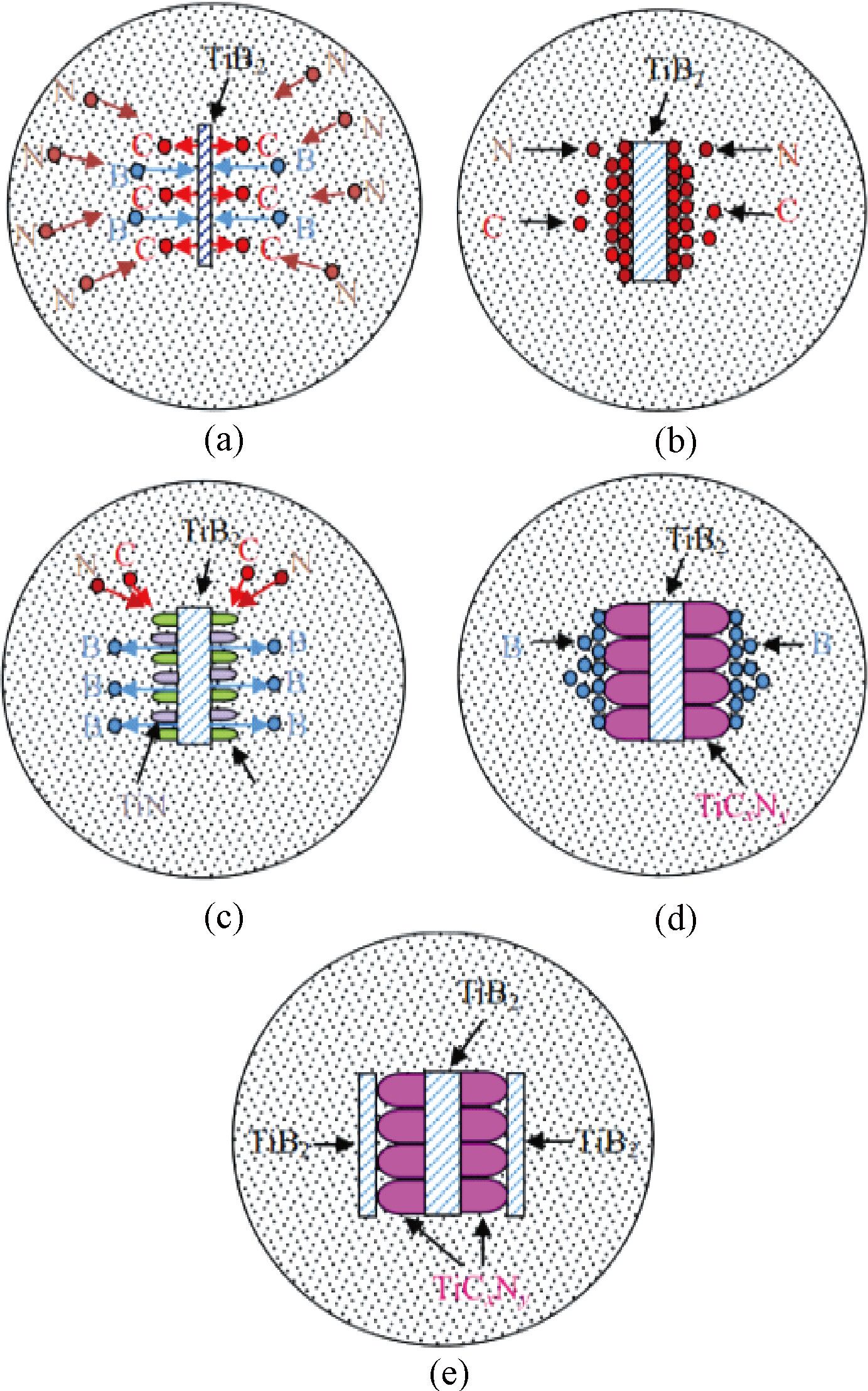
圖12 TiB2-TiCxNy 組織演變示意圖[63]
陶瓷基材料由于其高顯微硬度、高耐磨性、高耐腐蝕特性在涂層中應用非常廣泛,但通過激光熔覆技術在金屬基體上制備陶瓷基涂層時,由于金屬和陶瓷之間的熱力學性能相差較大,潤濕性差,在制備的涂層上容易產生裂紋、孔隙等缺陷,成為限制激光熔覆陶瓷基復合涂層發(fā)展過程的一大障礙。由于激光熔覆工藝本身存在一定的復雜性,裂紋或缺陷產生的原因可能是多種多樣的,如何通過一定的方法和輔助手段去控制裂紋或缺陷,使陶瓷基涂層更好地發(fā)揮作用,可以進行更深入的研究[64-65]。
2.3 高分子自潤滑復合涂層
高分子自潤滑復合涂層主要是將一些非金屬的高分子聚合物材料通過一定的工藝加入涂層中制備得到的。聚合物材料由于其本身具有的重量輕、摩擦因數(shù)低和耐腐蝕等特點,在作為自潤滑材料方面有較大潛力。 PTFE作為一種研究較早的耐熱性聚合物材料,其摩擦因數(shù)非常低,可適用于在真空環(huán)境下需要潤滑性能的機器設備,是一種性能優(yōu)良的固體潤滑劑[66-67]。
崔炳等[68]采用1 070nm連續(xù)型光纖激光進行激光輻照,對PTFE、FEP、PFA三種聚合物粉末涂料進行加工,熔融后經過固化制備成涂層,所得涂層具有耐腐蝕性、自清潔性等優(yōu)異性能,并且適合工業(yè)化流水線生產,為激光制備高分子自潤滑復合涂層提供了新的研究思路和試驗方法。
PTFE還可以與傳統(tǒng)的潤滑相產生協(xié)同作用, 改善某些潤滑相的自潤滑性能。夏季等[69] 在激光熔覆層表面通過激光微孔模板制備工藝制備微孔, 在微孔中組裝了不同含量的MoS2 和PTFE固體潤滑材料,摩擦磨損試驗發(fā)現(xiàn)只含有MoS2 的潤滑涂層摩擦因數(shù)最低,如圖13所示,但對磨時間較久會導致潤滑失效,摩擦因數(shù)突然增加。在涂層中加入聚四氟乙烯后,雖然摩擦因數(shù)略有增加,但在長時間的磨損過程中摩擦因數(shù)都能保持穩(wěn)定。這得益于聚四氟乙烯的加入,提高了MoS2 的致密度和粘結性, 能夠有效延長涂層壽命。
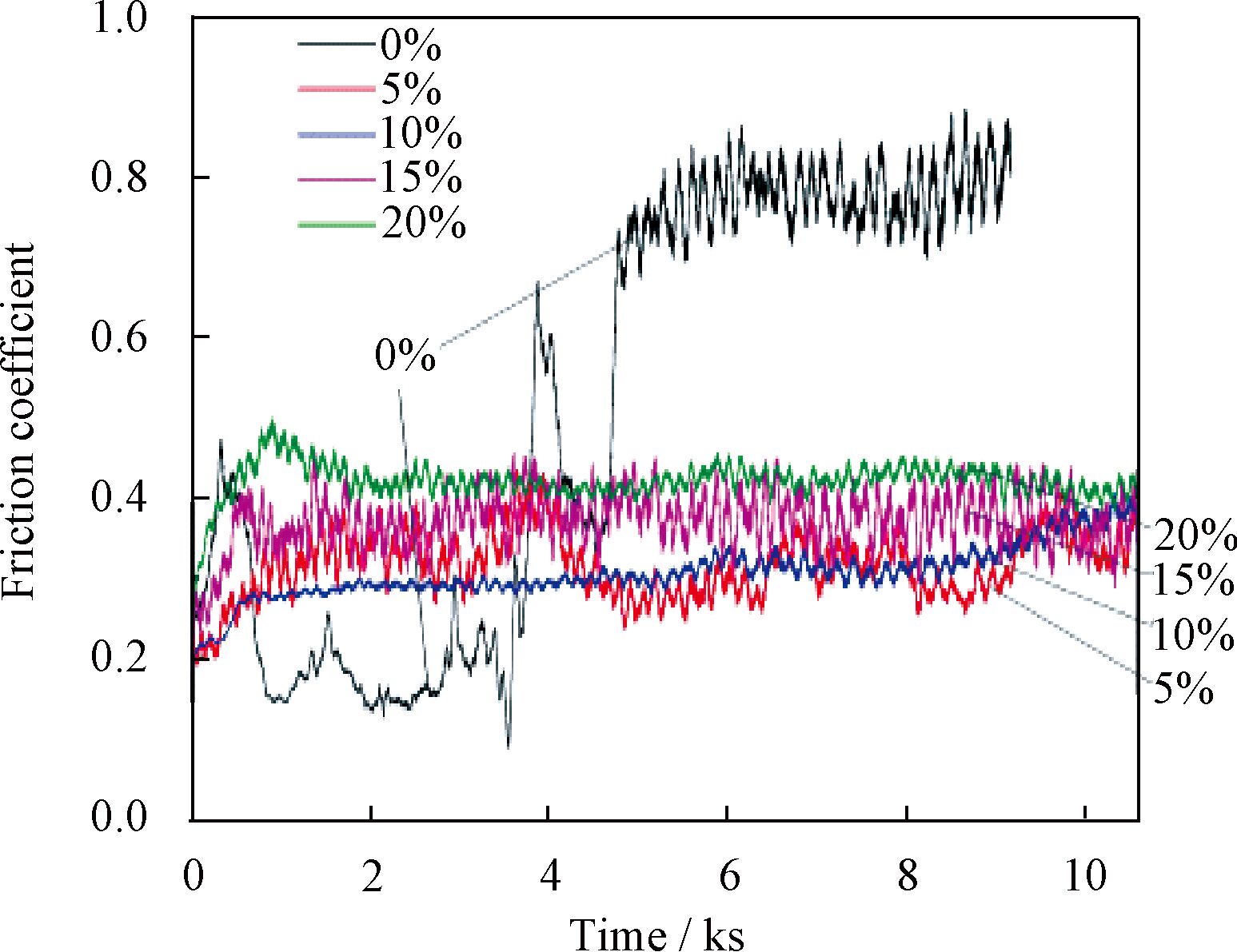
圖13 涂層中不同PTFE含量的摩擦因數(shù)[69]
由于高分子自潤滑材料易變形等特點,如何在加工制備涂層過程中對高分子材料進行適當?shù)谋Wo是一個值得注意的問題。 SHEN等[70] 研究了利用激光織構技術和單晶硅表面接枝的聚N-(4-乙烯基芐基)-N,N-二烷基氨基(PSVBA)刷作為潤滑膜在提高聚合物刷耐磨減摩方面的聯(lián)合作用。研究發(fā)現(xiàn)激光織構表面的微小凹坑可以避免聚合物鏈與對摩材料的直接接觸,減小PSVBA聚合物刷的磨損, 使得表面摩擦因數(shù)保持穩(wěn)定,無明顯波動。不同接枝時間下原表面與改性表面的摩擦因數(shù)變化曲線如圖14所示。激光織構可極大延長聚合物刷的使用壽命,擴大其在摩擦學上的應用。
對于高分子自潤滑復合涂層,在涂覆于金屬基材表面前,一般要經過多項前處理工藝,且在選擇固體潤滑劑時要注意避免選擇會產生負面效應的潤滑劑[71]。目前研究中,關于激光直接制備高分子自潤滑復合涂層的研究較少,通過一些輔助工藝避免高分子聚合物在激光高溫下的損失,可以為高分子自潤滑復合涂層的制備提供新的研究思路,擴寬高分子聚合物材料在自潤滑復合涂層上的應用與發(fā)展。
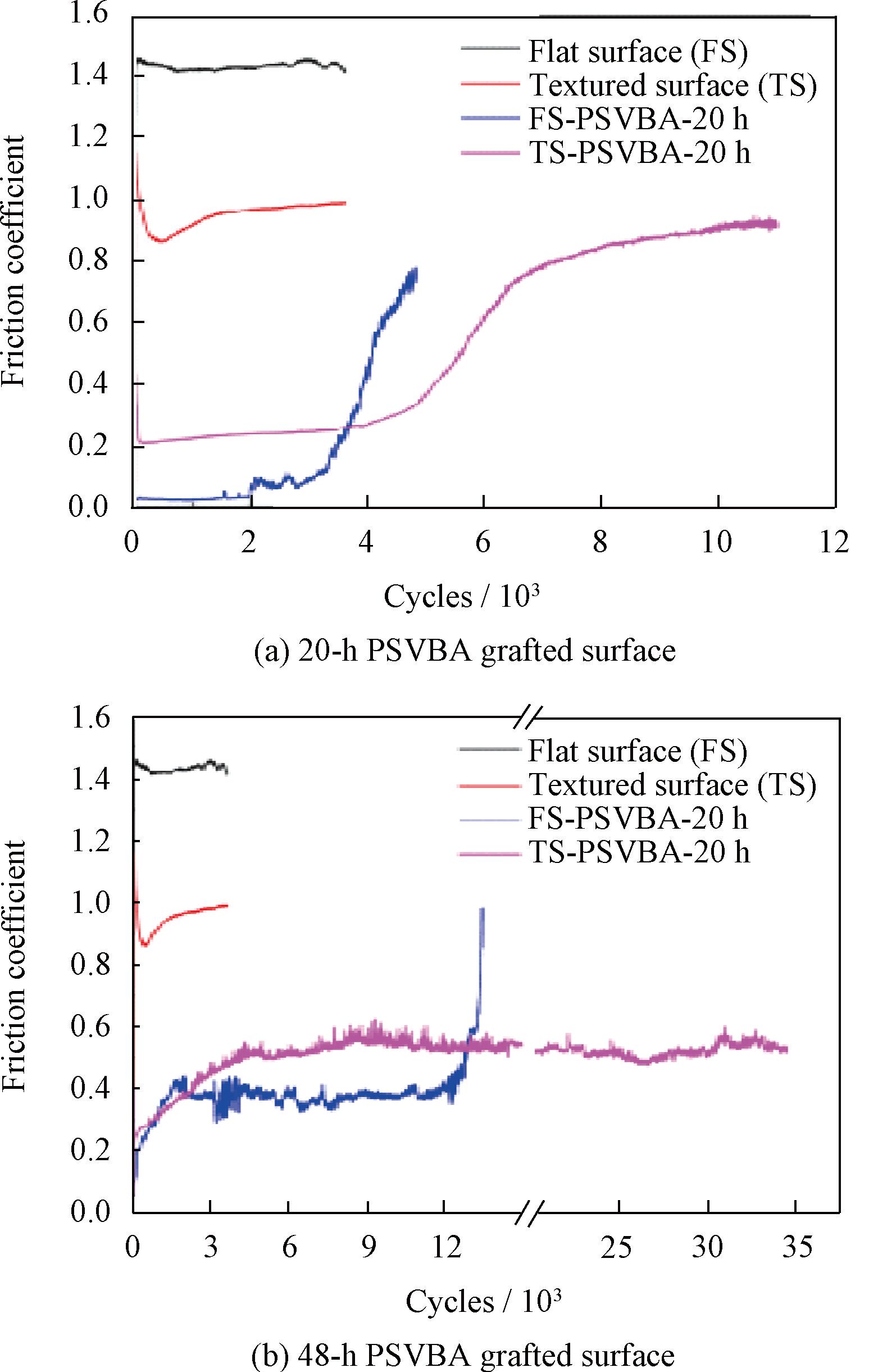
圖14 不同表面的摩擦因數(shù)曲線[70]
3 結論與展望
(1)激光制備自潤滑復合涂層技術發(fā)展迅速, 潤滑機理研究不斷深入,涂層質量評價體系逐漸成熟,對不同應用場景或性能需求可量身定制(設計) 不同體系的復合涂層。闡述了金屬基、陶瓷基、高分子三大類自潤滑復合涂層的體系特點及摩擦學性能,雖然在基體材料、適用環(huán)境上存在較大差異,但都有利于提高機械設備零部件的耐磨減摩性能,對于降低能耗,提高關鍵設備的可靠性具有重要意義。
(2)盡管自潤滑復合涂層的研究已經比較廣泛,但仍存在不足,例如對于涂層兼具其他性能(抗氧化、耐腐蝕)、制備過程中的缺陷控制、工藝參數(shù)優(yōu)化、潤滑相保護、多相混雜均勻彌散分布等問題的系統(tǒng)研究不夠。事實上,自潤滑復合涂層的摩擦學性能及潤滑效果受溫度、載荷、介質等環(huán)境因素的影響較大,是一個系統(tǒng)工程,且涂層服役壽命暫無系統(tǒng)理論,限制了激光制備自潤滑復合涂層在工業(yè)領域的生產應用,未來研究方向主要集中于以下幾點:
(1) 研究激光熔池中的流變力學行為,揭示復合涂層殘余應力的演化規(guī)律和開裂機理,優(yōu)化涂層制備過程中的形性調控技術是未來發(fā)展的重要趨勢。
(2) 通過適當?shù)墓に嚮蚶枚嘣獫櫥嘀g的協(xié)同效應實現(xiàn)涂層的寬溫域自潤滑性能仍然是未來相當一段時間內的研究熱點。
(3) 針對實際應用場合下的復雜工況,研究涂層在不同環(huán)境中的摩擦學性能,并探究高溫氧化、腐蝕等情況對耐磨減摩性能的影響,揭示復合涂層氧化、腐蝕與磨損潤滑相互之間的作用機制,擴展自潤滑復合涂層的應用范圍,也是未來的研究重點。
(4) 結合理論計算,利用第一性原理、分子動力學模型等方法從涂層損耗、性能變化等角度預測自潤滑復合涂層的服役壽命,提高涂層工作的可靠性, 是對自潤滑復合涂層摩擦學性能試驗研究的有益補充和完善,必將越發(fā)受到重視。
參考文獻
[1] GUNDA R K,NARALA S.Evaluation of friction and wear characteristics of electrostatic solid lubricant at different sliding conditions[J].Surface & Coatings Technology,2017,332:341-350.
[2] TORRES H,RIPOLL M R,PRAKASH B.Tribological behaviour of self-lubricating materials at high temperatures[J].International Materials Reviews,2018,63(5):309-340.
[3] 房劉楊,姚延松,閆華,等.激光熔覆自潤滑復合涂層研究進展[J].應用激光,2017,37(3):459-465.
FANG L Y,YAO Y S,YAN H,et al.Research progress of self-lubricating coating by laser cladding[J].Applied Laser,2017,37(3):459-465.(in Chinese)
[4] 張津超,石世宏,龔燕琪,等.激光熔覆技術研究進展[J].表面技術,2020,49(10):1-11.
ZHANG J C,SHI S H,GONG Y Q,et al.Research progress of laser cladding technology [J].Surface Technology,2020,49(10):1-11.(in Chinese)
[5] LIDA Z,PENGSHENG X,QING L,et al.Recent research and development status of laser cladding:A review[J].Optics and Laser Technology,2021,138:106915.
[6] KUSIN' SKI J,KAC S,KOPIA A,et al.Laser modification of the materials surface layer-a review paper[J].Bulletin of the Polish Academy of Sciences Technical Sciences,2012,60(4):711-728.
[7] SIDDIQUI A A,DUBEY A K.Recent trends in laser cladding and surface alloying[J].Optics and Laser Technology,2021,134:106619.
[8] ZANET A D,CASALEGNO V,SALVO M.Laser surface texturing of ceramics and ceramic composite materials—A review [J].Ceramics International,2020,47(6):7307-7320.
[9] ZHU S,CHENG J,QIAO Z,et al.High temperature solid-lubricating materials:A review [J].Tribology International,2019,133:206-223.
[10] XU Z S,ZHANG Q X,HUANG X J,et al.An approximate model for the migration of solid lubricant on metal matrix self-lubricating composites [J].Tribology International,2016,93:104-114.
[11] LI F,ZHU S,CHENG J,et al.Tribological properties of Mo and CaF2 added SiC matrix composites at elevated temperatures [J].Tribology International,2017,111:46-51.
[12] TORRES H,VUCHKOV T,SLAWIK S,et al.Self-lubricating laser claddings for reducing friction and wear from room temperature to 600 ℃ [J].Wear,2018,408:22-33.
[13] ZHANG P L,ZHAO G P,WANG W Z,et al.Study on the mechanical and tribological properties and the mechanisms of Cr-free Ni-based self-lubricating composites at a wide temperature range[J].Metals,2020,10(2):268.
[14] CHEN B B,ZHANG M J,LI X,et al.Tribological properties of epoxy-based self-lubricating composite coating enhanced by 2D/2D h-BN/MoS2 hybrid[J].Progress in Organic Coatings,2020,147:105767.
[15] ZHU S Y,BI Q L,YANG J,et al.Ni3Al matrix high temperature self-lubricating composites [J].Tribology International,2011,44(4):445-453.
[16] REN L M,WANG T C,CHEN Z X,et al.Self-lubricating PEO-PTFE composite coating on titanium[J].Metals,2019,9(2):170.
[17] WU G Y,XU C H,XIAO G C,et al.Self-lubricating ceramic cutting tool material with the addition of nickel coated CaF2 solid lubricant powders[J].International Journal of Refractory Metals and Hard Materials,2016,56:51-58.
[18] CAO T K,ZHU Z B,LIU Y J.Preparation of a self-lubricating Cu/h-BN coating on cemented carbide [J].Advances in Materials Science and Engineering,2018,2018:1-12.
[19] QIU M,ZHANG R,LI Y C,et al.Preparation and tribological properties of MoS2/graphite composite coatings modified by La2O3 [J].Industrial Lubrication and Tribology,2018,70(8):1422-1430.
[20] 王晉枝,姜淑文,朱小鵬.添加 WS2/MoS2 固體潤滑劑的自潤滑復合涂層研究進展[J].材料導報,2019,33(17):2868-2872.
WANG J Z,JIANG S W,ZHU X P.Research progress on self-lubricating composite coatings with WS2/MoS2as solid lubricants [J].Materials Reports,2019,33(17):2868-2872.(in Chinese)
[21] 孫榮祿,楊德莊,郭立新,等.激光工藝參數(shù)對鈦合金表面NiCrBSi合金熔覆層組織及硬度的影響 [J].光學技術,2001,27(1):34-36.
SUN R L,YANG D Z,GUO L X,et al.Effect of laser parameter on microstructure and microhardness of NiCrBSi laser cladding layer[J].Optical Technique,2001,27(1):34-36.(in Chinese)
[22] 吳騰,師文慶,謝林圯,等.激光熔覆鐵基TiC復合涂層成形質量控制方法[J].激光技術,2021:1-21.
WU T,SHI W Q,XIE L Y,et al.Laser cladding Fe-based TiC composite coating forming quality control method [J].Laser Technology,2021:1-21.(in Chinese)
[23] 申澤慧,孫榮祿.鈦合金表面激光熔覆鎳基涂層質量分析 [J].熱加工工藝,2015,44(4):161-164.
SHEN Z H,SUN R L.Quality analysis of Nickel-based coating on Ti alloy surface by laser cladding [J].Hot Working Technology,2015,44(4):161-164.(in Chinese)
[24] FARROKHPAY S.Application of spectroscopy and microscopy techniques in surface coatings evaluation:A review[J].Applied Spectroscopy Reviews,2012,47(3):233-243.
[25] YAN X L,DONG S Y,XU B S,et al.Progress and challenges of ultrasonic testing for stress in remanufacturing laser cladding coating[J].Materials,2018,11(2):293.
[26] 陳建平,梁湘鵬,趙海軍,等.非金屬基體表面涂層質量檢測方法研究[J].應用聲學,2017,36(2):105-110.
CHEN J P,LIANG X P,ZHAO H J,et al.Coating quality detection method on nonmetal substrate surface [J].Journal of Applied Acoustics,2017,36(2):105-110.(in Chinese)
[27] YANG J F,JIANG Y,HARDELL J,et al.Influence of service temperature on tribological characteristics of self-lubricant coatings:A review[J].Frontiers of Materials Science,2013,7(1):28-39.
[28] 王常川,王日初,彭超群,等.金屬基固體自潤滑復合材料的研究進展 [J].中國有色金屬學報,2012,22(7):1945-1955.
WANG C C,WANG R C,PENG C Q,et al.Research progress of metallic solid self-lubricating composites[J].Chinese Journal of Nonferrous Metals,2012,22(7):1945-1955.(in Chinese)
[29] 楊曉良.激光熔覆制備鐵基復相自潤滑涂層[D].秦皇島:燕山大學,2018.
YANG X L.Preparation of iron-based self-lubricating coatings by laser cladding [ D].Qinhuangdao:Yanshan University,2018.(in Chinese)
[30] 張明奇.H13 鋼表面激光熔覆鐵基自潤滑涂層的耐磨性研究 [D].鎮(zhèn)江:江蘇大學,2020.
ZHANG M Q.Study on wear resistance of laser cladding iron-based self-lubricating coatings on H13 steel [ D].Zhenjiang:Jiangsu University,2020.(in Chinese)
[31] LI Q,ZHANG D F,SONG P,et al.Influence of pre-oxidation on high temperature oxidation and corrosion behavior of Ni-based aluminide coating in Na2 SO4 salt at 1 050 ℃ [J].Frontiers in Materials,2021,8:189.
[32] LU X L,LIU X B,YU P C,et al.Synthesis and characterization of Ni60-hBN high temperature self-lubricating anti-wear composite coatings on Ti6Al4V alloy by laser cladding [J].Optics and Laser Technology,2016,78:87-94.
[33] GUO J L,YAN H,ZHANG P L,et al.Laser cladding NiCrBSi/TiN/h-BN self-lubricating wear resistant coating on Ti-6Al-4V surface[J].Materials Research Express,2019,6(6):066537.
[34] LIU K W,YAN H,ZHANG P L,et al.Wear behaviors of TiN/WS2 + hBN/NiCrBSi self-lubricating composite coatings on TC4 alloy by laser cladding[J].Coatings,2020,10(8):747.
[35] ZHAO Y,FENG K,YAO C,et al.Microstructure andtribological properties of laser cladded self-lubricating nickel-base composite coatings containing nano-Cu and h-BN solid lubricants [J].Surface & Coatings Technology,2019,359:485-494.
[36] LIN Y H,PING X L,KUANG J C,et al.Improving the microstructure and mechanical properties of laser cladded Ni-based alloy coatings by changing their composition:A review [J].Reviews on Advanced Materials Science,2020,59(1):340-351.
[37] YAN H,ZHANG J,ZHANG P,et al.Laser cladding of Co-based alloy/TiC/CaF2 self-lubricating composite coatings on copper for continuous casting mold [J].Surface & Coatings Technology,2013,232:362-369.
[38] 余廷,張子翔,饒錫新,等.激光熔覆 Stellite 6 涂層的高溫摩擦行為 [J].激光與光電子學進展,2019,56(14):141403.
YU T,ZHANG Z X,RAO X X,et al.High-temperature wear behavior of laser-cladding Stellite6 coating [J].Laser & Optoelectronics Progress,2019,56(14):141403.(in Chinese)
[39] YAN H,CHEN Z,ZHAO J,et al.Enhancing tribological properties of WS2/NbC/Co-based self-lubricating coating via laser texturing and laser cladding two-step process[J].Journal of Materials Research and Technology,2020,9(5):9907-9919.
[40] CHEN W,LIU B,CHEN L,et al.Effect of laser cladding Stellite 6-Cr3C2-WS2 self-lubricating composite coating on wear resistance and microstructure of H13[J].Metals,2020,10(6):785.
[41] WENG F,YU H,CHEN C,et al.Fabrication of Co-based coatings on titanium alloy by laser cladding with CeO2 addition [J].Materials and Manufacturing Processes,2016,31(11):1461-1467.
[42] HUANG K J,XIE C S,YUE T M.Microstructure of Cu-based amorphous composite coatings on AZ91D magnesium alloy by laser cladding[J].Journal of Materials Science & Technology,2009,25(4):492-498.
[43] KE J,LIU X B,LIANG J,et al.Microstructure and fretting wear of laser cladding self-lubricating anti-wear composite coatings on TA2 alloy after aging treatment[J].Optics and Laser Technology,2019,119:105599.
[44] MOGHADDAM A O,SAMODUROVA M N,PASHKEEV K,et al.A novel intermediate temperature self-lubricating CoCrCu1-xFeNix high entropy alloy fabricated by direct laser cladding[J].Tribology International,2021,156:106857.
[45] JIANG J,LI R D,YUAN T C,et al.Microstructural evolution and wear performance of the high-entropy FeMnCoCr alloy/TiC/CaF2 self-lubricating composite coatings on copper prepared by laser cladding for continuous casting mold [J].Journal of Materials Research,2019,34(10):1714-1725.
[46] JIANG P F,ZHANG C H,ZHANG S,et al.Fabrication and wear behavior of TiC reinforced FeCoCrAlCu-based high entropy alloy coatings by laser surface alloying[J].Materials Chemistry and Physics,2020,255:123571.
[47] SHA M H,LI Z,ZHANG J W,et al.Effects of annealing on the microstructure and wear resistance of AlCoCrFeNiTi0.5 High-entropy alloy coating prepared by laser cladding[J].Rare Metal Materials and Engineering,2017,46(5):1237-1240.
[48] 宋鵬芳,姜芙林,王玉玲,等.激光熔覆制備高熵合金涂層研究進展[J].表面技術,2021,50(1):242-252,286.
SONG P F,JIANG F L,WANG Y L,et al.Advances in the preparation of high entropy alloy coatings by laser cladding[J].Surface Technology,2021,50(1):242-252,286.(in Chinese)
[49] KABLOV E N,GRASHCHENKOV D V,ISAEVA N V,et al.Glass and ceramics based high-temperature composite materials for use in aviation technology[J].Glass and Ceramics,2012,69(3-4):109-112.
[50] 袁曉靜,關寧,侯根良,等.高溫固體自潤滑涂層的制備及可靠性的研究進展 [J].材料導報,2020,34(5):5061-5067.
YUAN X J,GUAN N,HOU G L,et al.Research progress on reliability and preparation of high temperature solid self-lubricating coatings [J].Materials Reports,2020,34(5):5061-5067.(in Chinese)
[51] 王志文,莊宿國,劉海青,等.激光熔覆自潤滑復合涂層研究進展及發(fā)展趨勢[J].表面技術,2018,47(5):104-112.
WANG Z W,ZHUANG S G,LIU H Q,et al.Research progress and development trend of self-lubricating composite coatings by laser cladding [J].Surface Technology,2018,47(5):104-112.(in Chinese)
[52] SHUSTER L S,MAMLEYEV R F,KAMALETDINOVA R R,et al.Wear of friction pairs made of titanium carbide-based metal-ceramic material[J].Journal of Friction & Wear,2016,37(2):165-169.
[53] REN J,CHEN H,MA B,et al.Tribological performance of in-situ transformed Cf/Al2O3 self-lubricating composite[J].Wear,2017,376:363-371.
[54] 郝恩康,安宇龍,趙曉琴,等.熱噴涂高溫自潤滑涂層研究現(xiàn)狀[J].表面技術,2018,47(6):104-111.
HAO E K,AN Y L,ZHAO X Q,et al.High temperature self-lubricating coatings prepared by thermal spraying [J].Surface Technology,2018,47(6):104-111.(in Chinese)
[55] 孔令乾,陳江濤,田雨,等.氧化鋯陶瓷基高溫自潤滑材料 [J].宇航材料工藝,2013,43(1):55-58.
KONG L Q,CHEN J T,TIAN Y,et al.Zirconia ceramic matrix high-temperature self-lubricating composites [J].Aerospace Materials & Technology,2013,43(1):55-58.(in Chinese)
[56] 王華明,于榮莉,李鎖歧.激光熔敷 NiO/Al2O3 陶瓷基自潤滑耐磨復合材料涂層組織與耐磨性[J].摩擦學學報,2002,22(4):157-160.
WANG H M,YU R L,LI S Q.Microstructure and tribological properties of laser clad NiO/Al2O3self-lubrication wear-resistant ceramic matrix composite coatings[J].Tribology,2002,22(4):157-160.(in Chinese)
[57] FAN H,SU Y,SONG J,et al.Design of " double layer" texture to obtain superhydrophobic and high wear-resistant PTFE coatingson the surface of Al2O3/Ni layered ceramics [J].TribologyInternational,2019,136:455-461.
[58] LIU X B,MENG X J,LIU H Q,et al.Development and characterization of laser clad high temperature self-lubricating wear resistant composite coatings on Ti-6Al-4V alloy [J].Materials & Design,2014,55:404-409.
[59] LU X L,LIU X B,YU P C,et al.Effects of annealing on laser clad Ti2 SC/CrS self-lubricating anti-wear composite coatings on Ti6Al4V alloy:microstructure and tribology [J].Tribology International,2016,101;356-363.
[60] YANG M S,LIU X B,FAN J W,et al.Microstructure and wear behaviors of laser clad NiCr/Cr3C2-WS2 high temperature self-lubricating wear-resistant composite coating[J].Applied Surface Science,2012,258(8):3757-3762.
[61] LIU X B,ZHENG C,LIU Y F,et al.A comparative study of laser cladding high temperature wear-resistant composite coating with the addition of self-lubricating WS2 and WS2/(Ni-P)encapsulation[J].Journal of Materials Processing Technology,2013,213(1):51-58.
[62] HU Z,LI W,ZHAO Y.The effect of laser power on the properties of M3B2-type boride-based cermet coatings prepared by laser cladding synthesis[J].Materials,2020,13(8):1867.
[63] DAI J,LI S,ZHANG H.Microstructure and wear properties of self-lubricating TiB2-TiCxNy ceramic coatings on Ti-6Al-4V alloy fabricated by laser surface alloying[J].Surface & Coatings Technology,2019,369:269-279.
[64] 王冉,王玉玲,姜芙林,等.激光熔覆制備陶瓷涂層研究現(xiàn)狀[J].青島理工大學學報,2020,41(6):81-87.
WANG R,WANG Y L,JIANG F L,et al.Research status of ceramic coatings prepared by laser cladding [J].Journal of Qingdao University of Technology,2020,41(6):81-87.(in Chinese)
[65] 劉海青,劉秀波,孟祥軍,等.金屬基體激光熔覆陶瓷基復合涂層的裂紋成因及控制方法[J].材料導報,2013,27(11):60-63.
LIU H Q,LIU X B,MENG X J,et al.Crack formation mechanism and controlling methods of laser clad ceramic matrix composite coatings on metal substrate [J].Materials Review,2013,27(11):60-63.(in Chinese)
[66] LI B,JIANG X,WAN H,et al.Environment-friendly aqueous PTFE based bonded solid lubricating coatings:Mechanical and tribological properties under diversified environments [J].Progress in Organic Coatings,2019,137:104904.
[67] REN L,WANG T,CHEN Z,et al.Self-lubricating PEO-PTFE composite coating on titanium[J].Metals,2019,9(2):170.
[68] 崔炳,季凌飛,閆胤洲,等.激光輻照制備 PTFE、FEP、PFA 涂層[J].中國激光,2015,42(9):98-104.
CUI B,JI L F,YAN Y Z.Investigation on preparation of PTFE,FEP,PFA coating by laser irradiation [J].Chinese Journal of Lasers,2015,42(9):98-104.(in Chinese)
[69] 夏季.激光微孔化模板電泳組裝微米 MoS2/PTFE 的研究 [D].武漢:華中科技大學,2016.
XIA J.Study of micron MoS2/PTFE on laser micro-drilled templates by electrophoretic deposition[D].Wuhan:Huazhong University of Science and Technology,2016.(in Chinese)
[70] SHEN M X,ZHANG Z X,YANG J T,et al.Wetting behavior and tribological properties of polymer brushes on laser-textured surface[J].Polymers,2019,11(6):981.
[71] LI B,JIANG X,WAN H,et al.Fabrication and tribological behaviors of a novel environmental friendly water-based PAI-PTFE-LaF3 bonded solid lubricating composite coating [J].Tribology International,2018,121:400-409.
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創(chuàng)作者所有,如果涉及侵權,請第一時間聯(lián)系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):7309

腐蝕與“海上絲綢之路”
點擊數(shù):5887