
【技術】1800 MPa熱成形鋼與CR340LA低合金高強鋼激光焊接性能
2022-01-27 13:34:54
作者:汽車材料網 來源:汽車材料網
分享至:


近年來,為減重、降耗、節能、減排,車身零部件選材及制造趨于多元化、輕量化、綠色化。在選擇車身輕質材料時首先要滿足安全性要求,同時須從汽車整個生命周期的總排放量進行評價[1?3].據相關資料顯示,75%油耗與汽車車身質量有關,汽車車身質量每減輕1%,油耗將下降0.6%~1.0%[4?5].現階段,將激光拼焊技術與熱沖壓成形技術相結合實際上就是減重、降耗、節能、減排的最佳方式;采用高強度的熱沖壓成形鋼可在保證強度要求的前提下,使用更薄的車身材料,而激光拼焊優化了車身結構提高了材料的使用率,降低了成本,并且極大的滿足了汽車零部件各部位的性能要求[6?9].目前,激光拼焊技術可將不同強度級別、不同材料、不同厚度的鋼板拼焊在一起,以實現同一構件不同部位對性能的不同需求,如汽車B柱,其上部需具有較高強度,以防止在汽車碰撞中高變形性及侵入性,而下部需具有較好的塑韌性,以便于在碰撞中吸能,降低汽車碰撞所造成的沖擊,更好的保護司乘人員的安全[8,10].但是,高強鋼激光拼焊板的制造工藝還不是很完善,特別是異種材料焊接過程中組織轉變和力學性能及拼焊板后續沖壓成形過程中焊縫偏移規律還需要進一步深入研究。
目前,國內外的研究學者對高強鋼激光拼焊板的研究多基于1500 MPa傳統熱成形鋼22MnB5及雙相鋼[11?14],1800 MPa級熱沖壓成鋼的激光焊接性能鮮有報道。本文主要針對1800 MPa級超高強熱成形鋼與低合金高強鋼CR340LA進行異種材料對接激光焊接,研究1800 MPa級熱成形鋼的激光拼焊性能及焊后拼焊板熱沖壓成形性能,以期為1800 MPa級熱成形鋼激光拼焊板的實際生產應用提供實驗理論參考與數據儲備。
1 實驗材料與方法
1.1 實驗材料
實驗用兩種母材為鞍鋼生產冷軋AC1800HS熱成形鋼和CR340LA低合金高強鋼,厚度均為1.5 mm,其化學成分如表1所示,主要是通過添加一定含量的Nb、Ti、V等微合金元素,在鋼中形成細小的碳化物析出粒子,使鋼產生析出強化,同時,結合微合金元素的細化晶粒作用,以獲得較高強度級別的材料[15?16].兩母材的微觀組織形貌如圖1所示,均為鐵素體與珠光體混合組織,但各材料的組織成分比例有所不同,AC1800HS熱成形鋼珠光體含量較多,晶粒較為細小和球化。AC1800HS和CR340LA冷軋態力學性能相近,二者抗拉強度和伸長率分別為562和548 MPa、25.52%和26.60%.
試驗用激光設備為鞍鋼所有的光纖激光器,其設備型號為IPG YLR-6000,激光器最大功率為6000 W,激光波長1070 nm.激光頭固定在KUKA30HA 6六軸倒掛機器人上,通過控制機器人運動速度調節焊接速度,焊接過程中采用工業Ar氣保護,氣體流量為24 L·min?1,其焊接示意圖如圖2所示。
表1 激光焊接母材化學成分(質量分數)
Table 1 Chemical composition of the base material %
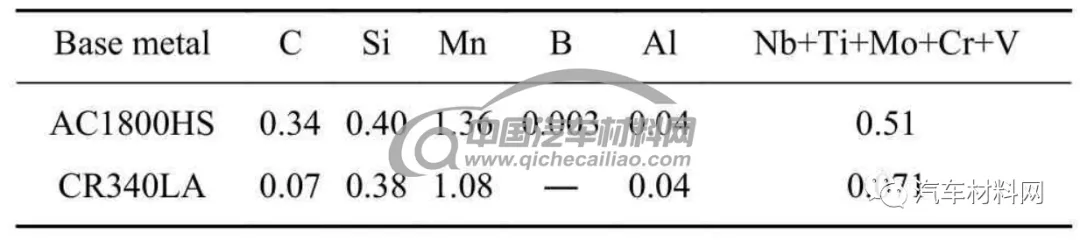
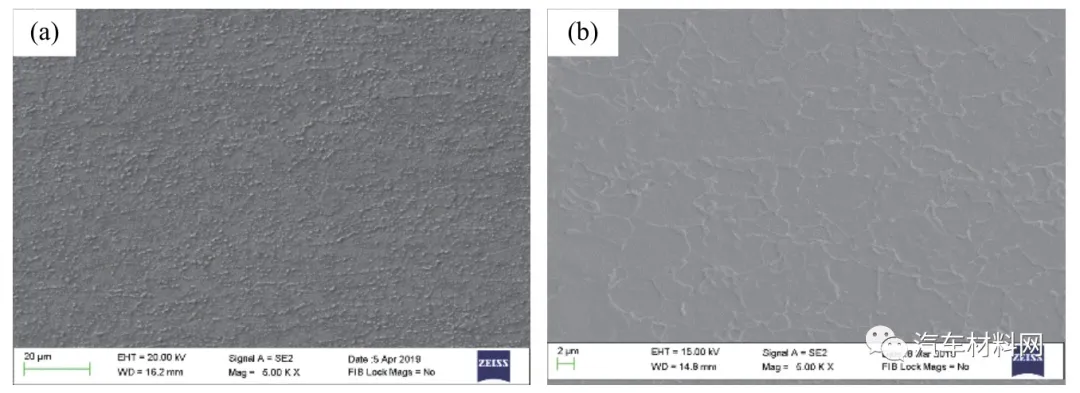
圖1 母材的基本組織形貌。(a)AC1800HS;(b)CR340LA
Fig.1 Microstructure of the base material: (a) AC1800HS; (b) CR340LA
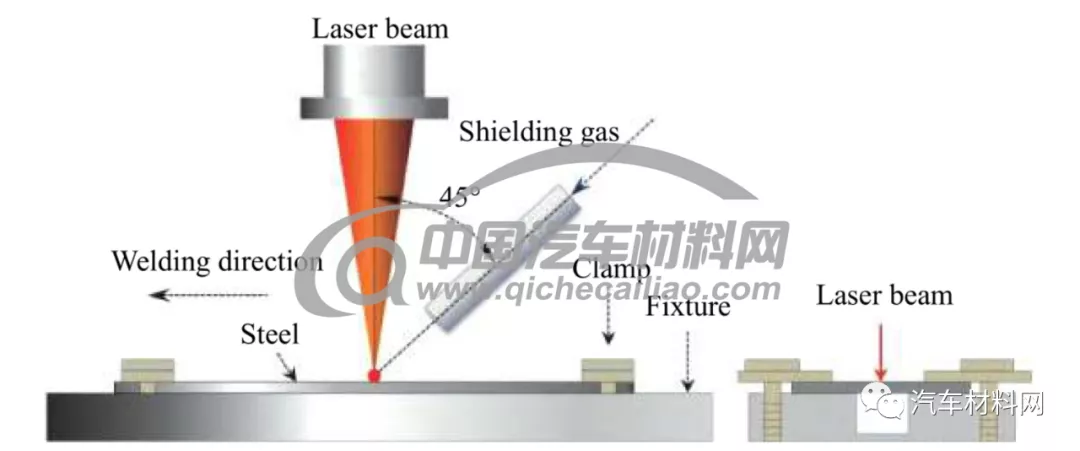
圖2 激光焊接示意圖
Fig.2 Schematic diagram of the laser welding
1.2 實驗方法
將上述厚度均為1.5 mm的AC1800HS熱成形鋼和CR340LA低合金高強鋼鋼板切割成190 mm×340 mm規格板料,并按表2所示的三種焊接工藝沿兩種板料340 mm側進行異材對接激光焊接實驗,每種工藝焊接2塊備用試樣。焊后進行熱沖壓成形實驗,實驗模具及熱成形后U型構件如圖3所示;熱沖壓成形工藝為:將拼焊板料置于930 ℃的馬弗爐中,加熱奧氏體化5 min,并迅速移至模具內,進行熱沖壓成形及保壓淬火。
表2 激光焊接工藝
Table 2 Laser welding processes

實驗后,從原拼焊板的中部切取焊縫金相試樣及焊縫拉伸試樣;從U型件的頂部切取焊縫金相試樣及母材拉伸樣,并按照圖4所示的取樣方法在U型件的不同位置切取焊縫拉伸試樣。金相試樣大小為10 mm×10 mm,經機械研磨拋光后,采用體積分數為4%的硝酸酒精溶液進行腐蝕,利用光學顯微鏡觀察焊接接頭宏觀形貌和焊縫組織精細結構。利用FM-300 型顯微硬度儀對原拼焊板焊縫進行硬度測試。拉伸試樣尺寸如圖5所示,拉伸試樣在MTS810電子萬能試驗機上按照標準GB/T228.1—2010進行拉伸,拉伸速率為2 mm·min?1.
2 實驗結果分析與討論
2.1 焊縫宏觀形貌分析
激光焊接后,首先對焊接接頭宏觀表面進行基本焊縫成形缺陷觀測,如圖6(a)~(c),可以看出3種工藝下,焊縫均飽滿、連續,未出現氣孔、焊瘤、未焊透和過焊等基本焊接缺陷,以及明顯的錯位和差厚;焊接接頭寬度為1.65~1.89 mm.進一步對焊縫的微觀組織進行觀察和研究,如圖6(d)~(f),激光焊接后接頭各部位存在明顯的組織差異,焊接接頭組成主要可分為母材區(BM)、熱影響區(HAZ)和焊縫區(FZ);AC1800HS側熱影響區寬度明顯大于CR340LA側熱影響區,并且CR340LA側熱影響區存在明顯的粗晶粒過渡區;這主要是兩母材的化學成分存在差異導致各相變點有所不同,在焊接熱循環過程中接頭各部位所受熱量不同從而導致各區域組織形貌和區域寬度存在差異。
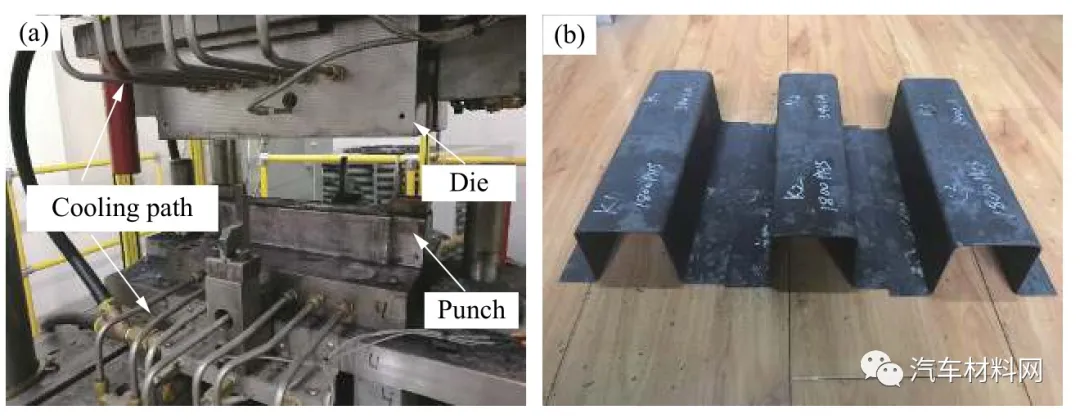
圖3 熱沖壓成形模具(a)及U型拼焊板構件(b)
Fig.3 Hot stamping forming die (a) and U-shaped tailor welded blank component (b)
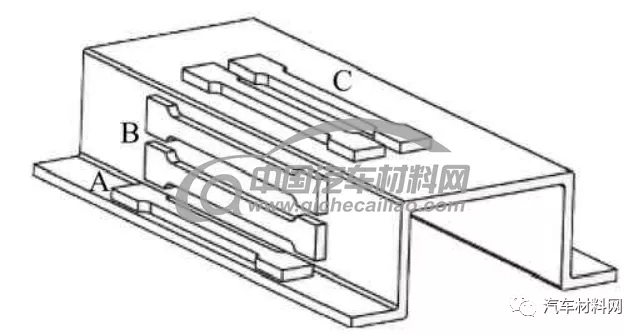
圖4 U型件拉伸試樣取樣圖
Fig.4 Sample diagram of the tensile specimens for the U-shaped parts
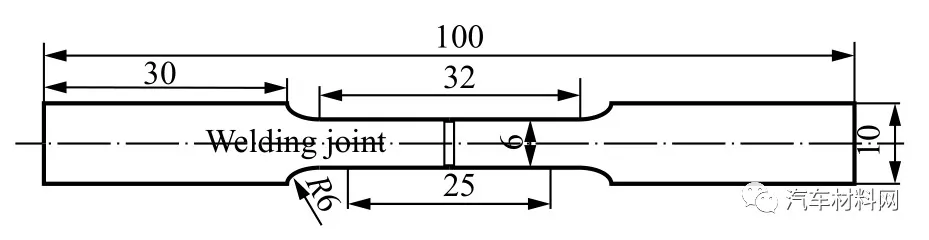
圖5 拉伸試樣尺寸(單位:mm)
Fig.5 Size of the tensile specimen (unit:mm)
2.2 焊接接頭組織演變規律
圖7為3種工藝下,接頭各部位的精細組織形貌,從圖7(a)~(c)可以看出,各工藝下焊縫區均為馬氏體組織;在焊接過程中,激光束熱量集中,致使焊縫區峰值溫度達到母材的熔點溫度,迅速使兩邊母材邊緣融化并相互融合,并且焊接熱量向其兩側母材擴散;焊縫區具有較快加熱速度和冷卻速度[17],在快速冷卻過程中形成了馬氏體組織。圖7(d)~(i)為不同工藝下接頭的AC1800HS側和CR340LA側熱影響區中心部位,其組織總體而言為鐵素體、馬氏體和少量珠光體以及粒狀貝氏體,與母材種類與焊接工藝有關。圖7(d)~(f)為AC1800HS側HAZ區微觀組織,由于此區域獲得溫度較高,跨度較大,約在720~930 ℃間,AC1800HS母材部分奧氏體化,在隨后冷卻過程,靠近焊縫處熱影響區形成鐵素體和馬氏體,而在靠近母材一側還存在珠光體組織。圖7(g)~(i)為CR340LA側熱影響區微觀組織,其與AC1800HS側HAZ區相似,為馬氏體和鐵素體,且含少量的粒狀貝氏體,隨著焊接熱輸入量的降低,組織中馬氏體含量明顯下降,粒狀貝氏體含量增多。焊接接頭兩側熱影響區組織的不同,主要是由于兩側母材化學成分差異所造成,AC1800HS為熱沖壓成形鋼,所含合金元素較多,高溫奧氏體相對穩定,在焊接冷卻過程中,板料淬透性和淬硬性較好,將形成大量的馬氏體,而CR340LA其含碳量和合金元素相對較少,獲得馬氏體的臨界冷卻速度較大,在焊接冷卻過程中,容易形成珠光體和貝氏體組織。
2.3 焊接接頭顯微硬度分析
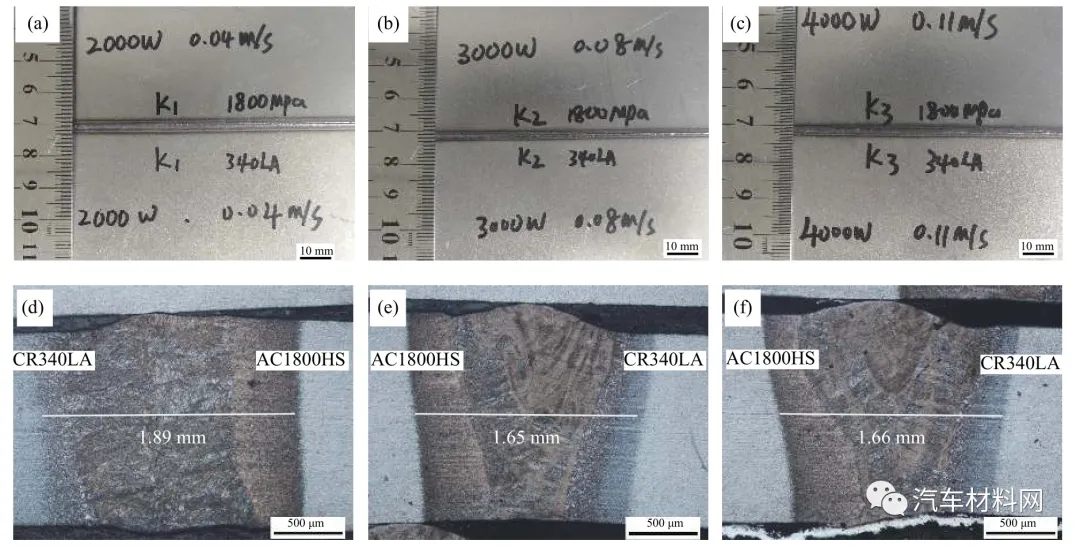
圖6 各工藝下焊接接頭宏觀形貌。(a,d)K1接頭;(b,e)K2接頭;(c,f)K3接頭
Fig.6 Macromorphology of the welded joints under various processes: (a,d) K1 joint; (b,e) K2 joint; (c,f) K3 joint
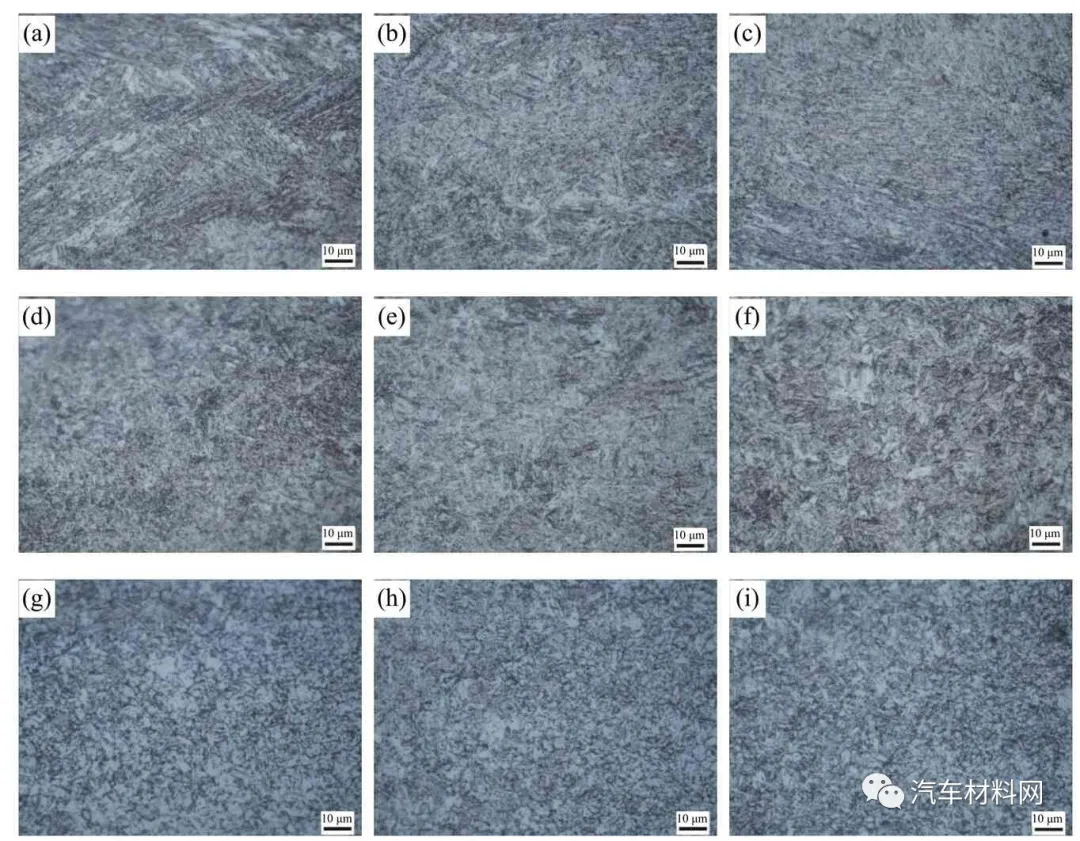
圖7 組織檢驗結果。(a)K1焊縫區;(b)K2焊縫區;(c)K3焊縫區;(d)K1 AC1800HS側熱影響區;(e)K2 AC1800HS側熱影響區;(f)K3 AC1800HS側熱影響區;(g)K1 CR340LA側熱影響區;(h)K2 CR340LA側熱影響區;(i)K3 CR340LA側熱影響區
Fig.7 Microstructure examination results: (a) FZ of K1; (b) FZ of K2; (c) FZ of K3; (d) HAZ of the AC1800HS side of K1; (e) HAZ of the AC1800HS side of K2; (f) HAZ of the AC1800HS side of K3; (g) HAZ of the CR340LA side of K1; (h) HAZ of the CR340LA side of K2; (i) HAZ of the CR340LA side of K3
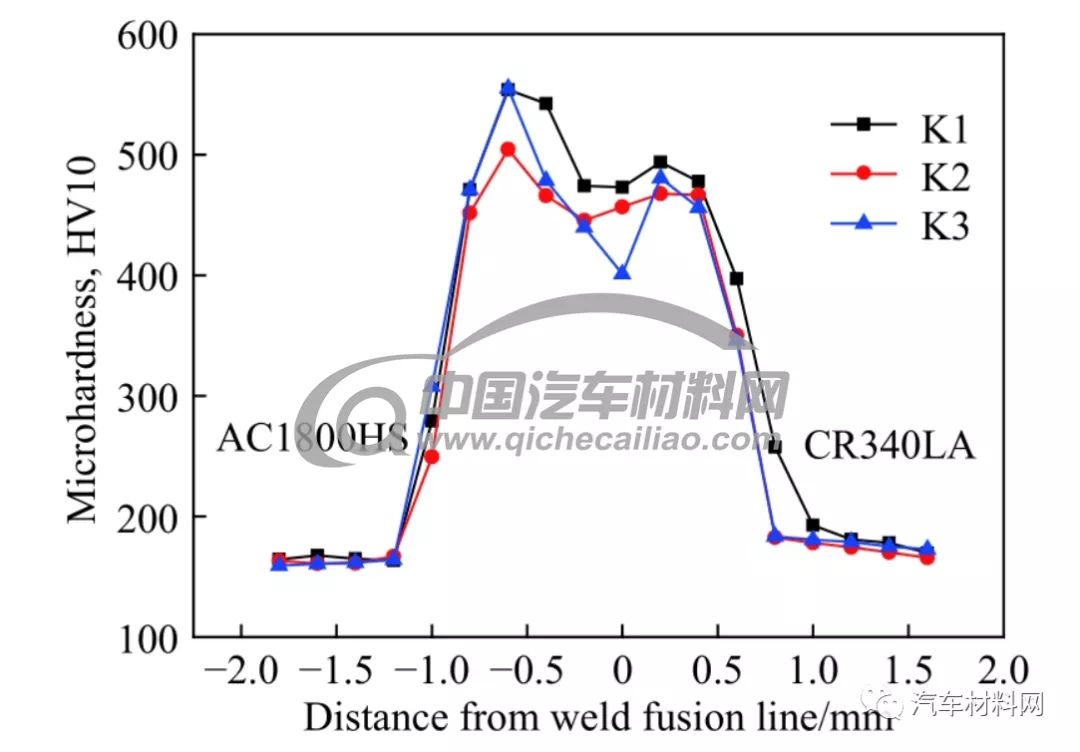
圖8 接頭顯微硬度
Fig.8 Microhardness of the welded joints
激光拼焊原板焊接接頭硬度分布如圖8,3種焊接工藝下,接頭硬度分布呈現相似規律。AC1800HS、CR340LA硬度分別約為HV10 163和HV10 176,由母材至焊縫區,硬度呈現陡然增加趨勢,在兩側熱影響區未發現明顯的軟化現象;AC1800HS側焊縫區硬度明顯高于CR340LA側焊縫區,其平均硬度相差90,分析認為兩母材的化學成分有所不同,造成材料的淬硬性和淬透性存在差異,最終導致激光焊接后的冷卻過程中兩母材接頭各部位的組織精細結構存在差異。CR340LA合金成分中C、Mn及其他微量合金元素較少,致使淬火后馬氏體含碳量較低,板條寬度較大,因此馬氏體硬度相對較小。研究還發現,焊接接頭硬度在焊縫熔合線附近出現波谷,其原因主要為以下3點:第一,焊縫熔合線處為凝固過程中最后冷卻的位置,焊縫中心位置凝固時將形成等軸晶粒,等軸晶粒組織的內應力小,硬度會降低;第二,在焊接熱循環過程中,焊縫熔合線處峰值溫度高,冷卻速度相對較慢,最后冷卻過程中C、Mn 元素在焊縫中心配分較少,造成含碳量降低,馬氏體硬度會降低;第三,焊接過程中,激光束對兩母材邊緣迅速進行加熱消融,邊緣材料中合金元素存在少量的銷蝕,因此馬氏體硬度也會有所降低。
2.4 焊接接頭力學性能分析
各焊接工藝的應力應變曲線及相關綜合力學性能對比如表3和圖9所示。研究發現激光焊接后,3種焊接工藝下激光拼焊原板試樣的伸長率、抗拉強度、屈服強度均低于兩母材(相對于CR340LA,分別低5.36%~7.52%、35~50 MPa和59~71 MPa),各性能下降幅度分別約為28.3%、9.1%和16.9%以下;這主要是焊接過程中存在合金元素的燒損,焊后元素再分配,以及在拉伸過程中,試樣的整體變形不均勻和材料性能分布不均勻而導致的。兩種母材的微觀組織和綜合力學性能相差不大,但合金成分差別較大,在焊接熱循環作用,接頭合金元素發生變化,冷卻后,焊縫區的強度、硬度較大,試樣在拉伸過程中,試樣變形將集中在兩側的母材部位,而試樣中間的焊接接頭處變形很小,加大了整個式樣的變形不均勻性;最終導致式樣斷裂于較弱母材CR340LA的較薄弱處。相比較而言,由于K3焊接熱輸入量相對較低,其綜合力學性能最好,由焊縫所造成的性能損失最小,伸長率和抗拉強度損失僅為母材的20.2%和9.1%.
表3 AC1800HS與CR340LA焊接接頭力學性能
Table 3 Mechanical properties of the welded joint between AC1800HS and CR340LA
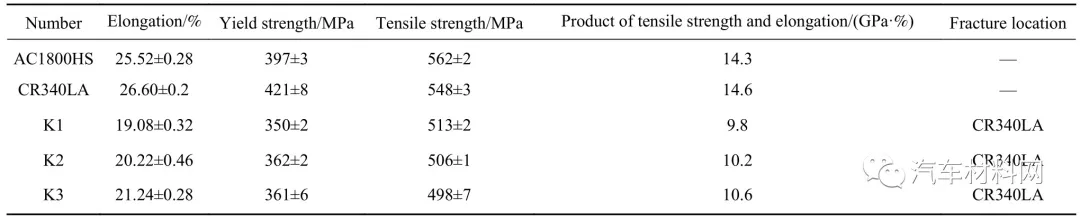
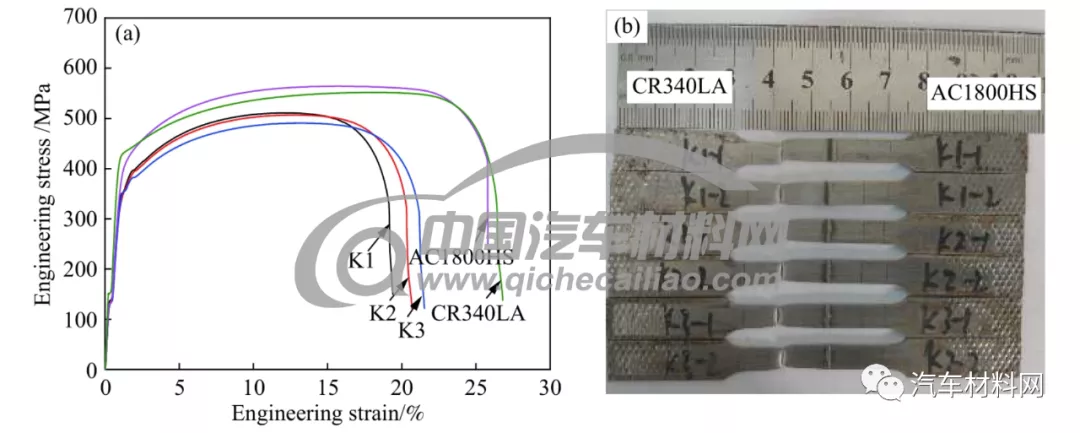
圖9 激光拼焊原板應力應變曲線(a)及拉伸試樣斷裂位置(b)
Fig.9 Stress-strain curve (a) and fracture location (b) of the tensile specimens of the laser tailor-welded blanks
進一步研究發現,焊接接頭的斷裂部位均發生在母材CR340LA側,距離焊縫中心約12 mm處,且焊縫存在隆起現象,如圖9(b);分析認為,這主要是焊縫區粗大的馬氏體強度高,接頭所產生的變形很小,拉伸過程中,母材CR340LA側的強度較低,焊縫將向較高強度母材AC1800HS一側偏移所造成的。
2.5 拼焊板熱沖壓成形性能分析
從3種激光焊接拼焊板中選取綜合力學性能最好的K3拼焊原板進行實際的U型構件熱沖壓成形實驗,圖10和表4為U型構件各部位應力應變曲線及力學性能對比。其中“2”號樣為熱成形后AC1800HS,“3”號樣為熱成形后CR340LA,“KA”、“KB”、“KC”分別為U型件頂部、側部、底部試樣。研究發現,母材CR340LA經過930 ℃保溫5 min,并模內保壓淬火后,其強度依然較低,這主要是與鋼的合金成分有關,連續冷卻過程中,CR340LA的馬氏體臨界轉變速率較高,熱沖壓成形后,未發生馬氏體轉變,乃至仍為珠光體和鐵素體,如圖11(a)。AC1800HS母材及焊縫熱沖壓成形后,其組織為全馬氏體,如圖11(b)和(c),AC1800HS強度達到1890 MPa,達到1800 MPa級熱沖壓成形鋼的使用要求。
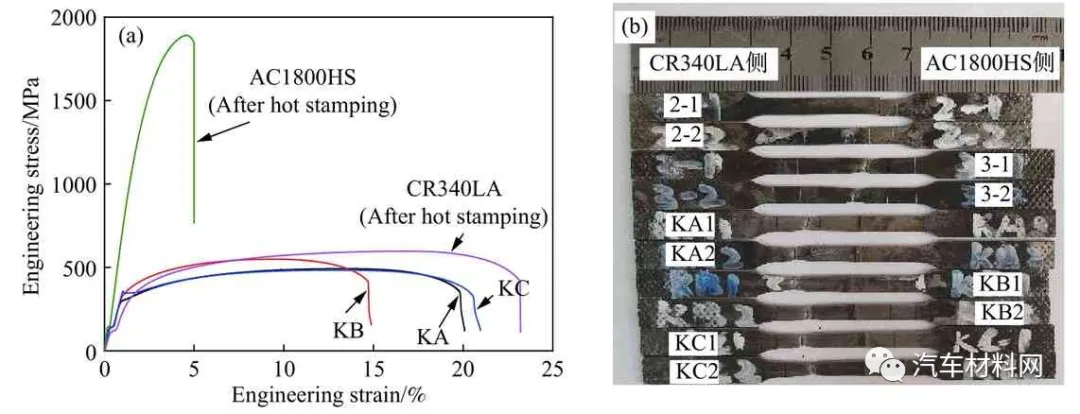
圖10 熱成形后U型件應力應變曲線(a)及拉伸試樣斷裂位置(b)
Fig.10 Stress-strain curve (a) and fracture location (b) of the tensile specimens of the U-shaped components
表4 U型件各部位力學性能
Table 4 Mechanical properties of the various parts of the U-shaped components
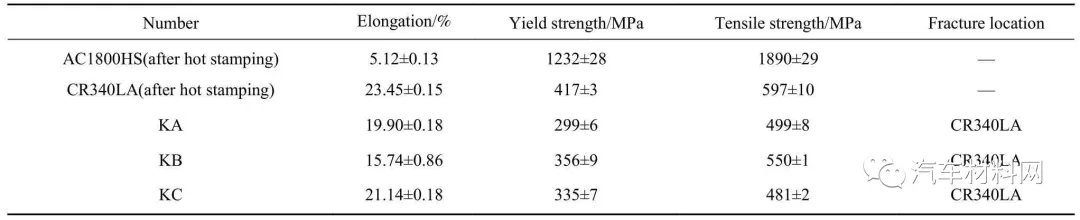
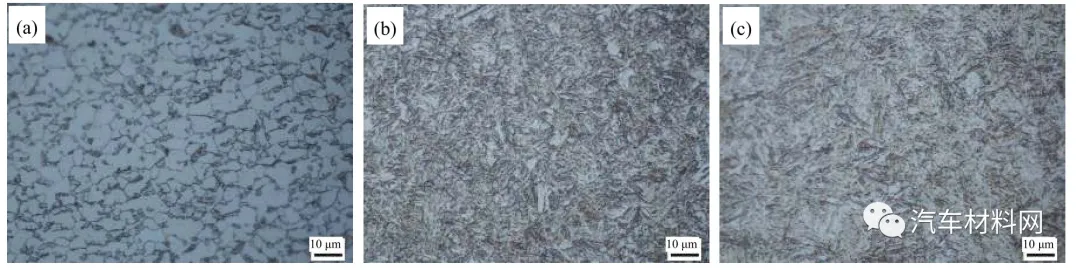
圖11 熱沖壓成形后母材及焊縫微觀組織。(a)CR340LA;(b)焊縫;(c)AC1800HS
Fig.11 Microstructure of the base metal and fusion zone after hot stamping: (a) CR340LA; (b) fusion zone; (c) AC1800HS
激光拼焊板U型件各部位力學性能有所不同,但各部位焊縫試樣斷裂位置均位于母材CR340LA,并且最終焊縫試樣斷裂處的強度明顯低于母材CR340LA.分析認為,斷裂位置均位于母材CR340LA主要是由于熱沖壓成形后1800 MPa熱成鋼與CR340LA母材強度差別較大,在拉伸過程中,強度較弱的母材CR340LA首先產生變形,由于焊縫的強度較高,在繼續拉伸過程中,焊縫未達到屈服,CR340LA就已經產生縮頸,最終斷裂。而斷裂處強度明顯低于母材CR340LA可能與試樣的整體變形不均勻、材料性能分布不均勻以及熱沖壓成形過程中不同部位冷卻速率存在些許差異有關。可見,激光拼焊板滿足異種材料焊接要求;在受力過程中,焊縫將向高強度母材側偏移,并在弱強度母材側產生應力集中[18].淬火后焊縫處將保持較高的強度,拉伸試樣將在低強度母材側縮頸并斷裂,焊縫并不會產生斷裂,滿足1800 MPa級熱成形鋼異種材料激光拼焊板的設計和使用要求,能更好的應用于汽車輕量化制造。
3 結論
(1)激光拼焊后,焊接接頭寬度為1.65~1.89 mm,其組織較為復雜,焊縫為全馬氏體,熱影響區主要為鐵素體和馬氏體多相混合組織,由于母材的不同,熱影響區組織成分會產生明顯的差異。
(2)激光拼焊原板焊縫拉伸試樣均斷裂于母材CR340LA側,距離焊縫中心約12 mm處,且焊縫存在隆起現象;3種激光拼焊原板的綜合力學性能均低于兩母材,相比較而言,K3綜合力學性能最好,由焊縫所造成的綜合性能損失最小,伸長率和抗拉強度損失僅為母材的20.2%和9.1%.
(3)激光拼焊板在熱沖壓成形后,拉伸過程中焊縫將向高強度母材一側進行偏移,并在弱強度母材側產生應力集中。淬火后焊縫處將保持較高的強度,拉伸試樣將在低強度母材側縮頸并斷裂。
(4)激光拼焊原板顯微硬度結果顯示,由母材經熱影響區至焊縫,硬度值出現陡然增加走勢,在焊縫熔合線附近出現波谷,未出現明顯的焊縫軟化區。
參 考 文 獻
[1]Li G Y, Li H, Ma M T, et al.Advanced hot stamping technology and development of ultra-high strength plastic automotive components (I)。Forg Stamp, 2017(8): 18(李光瀛, 李紅, 馬鳴圖, 等。先進熱沖壓處理技術與超高強塑性汽車構件開發(上)。鍛造與沖壓, 2017(8):18)
[2]Kang Y L.Modern Automobile Sheet Technology and Forming Theory.Beijing: Metallurgical Industry Press, 2009(康永林。現代汽車板工藝及成形理論與技術。北京: 冶金工業出版社, 2009)
[3]Ma M T, Yi H L, Lu H Z, et al.On the lightweighting of automobile.Eng Sci, 2009, 11(9): 20(馬鳴圖, 易紅亮, 路洪洲, 等。論汽車輕量化。中國工程科學,2009, 11(9):20)
[4]Hu P, Ying L, He B.Hot Stamping Advanced Manufacturing Technology of Lightweight Car Body.Beijing: Science Press, 2017
[5]Hao L, Zhu G M, Wen Y H, et al.Study on hot stamping process of 38MnB5 ultra high strength boron steel.J Cent South Univ Nat Sci Ed, 2018, 49(4): 817(郝亮, 朱國明, 聞玉輝, 等。超高強度硼鋼38MnB5的熱沖壓工藝研究。中南大學學報: 自然科學版, 2018, 49(4):817)
[6]Merklein M, Johannes M, Lechner M, et al.A review on tailored blanks—production, applications and evaluation.J Mater Process Technol, 2014, 214(2): 151
[7]Wu X.Advanced high-strength steel tailor welded blanks (AHSSTWBs) // Tailor Welded Blanks for Advanced Manufacturing.Cambridge: Woodhead Publishing, 2011: 118
[8]Merklein M, Wieland M, Lechner M, et al.Hot stamping of boron steel sheets with tailored properties: a review.J Mater Process Technol, 2016, 228: 11
[9]Tang B T, Yuan Z J, Cheng G, et al.Experimental verification of tailor welded joining partners for hot stamping and analytical modeling of TWBs rheological constitutive in austenitic state.Mater Sci Eng A, 2013, 585: 304
[10]Song L F, Ma M T, Zhang Y S, et al.New boron steel development and process research of hot stamping.Eng Sci, 2014,16(1): 71(宋磊峰, 馬鳴圖, 張宜生, 等。熱沖壓成形新型B鋼開發與工藝研究。中國工程科學, 2014, 16(1):71)
[11]Tang B T, Yuan Z J, Zhang B Y, et al.Characterization of hot stamping and quenching of laser tailor welded blanks of HSLA steel B340LA and boron steel B1500HS.Trans Mater Heat Treat,2013, 34(2): 62(唐炳濤, 原政軍, 張保儀, 等。高強鋼B340LA與B1500HS鋼激光拼焊板熱沖壓淬火性能。材料熱處理學報, 2013, 34(2):62)
[12]Ma X D, Guan Y P.Theoretical prediction and experimental investigation on formability of tailor-welded blanks.Trans Nonferrous Met Soc China, 2016, 26(1): 228
[13]Zadpoor A A, Sinke J.Weld metal ductility and its influence on formability of tailor welded blanks // Failure Mechanisms of Advanced Welding Processes.Cambridge: Woodhead Publishing,2010: 258
[14]Zhao G W, Zheng J P.Study on the heat treatment procedures for the laser welded joints of 1500 MPa hot forming steel strips.Wuhan Iron Steel Corp Technol, 2017, 55(4): 31(趙廣威, 鄭江鵬。1500MPa熱成形鋼鋼帶激光焊焊后熱處理工藝研究。武鋼技術, 2017, 55(4):31)
[15]Wen Y H, Zhu G M, Dai S Y, et al.Effect of Ti on microstructure and strengthening behavior in press hardening steels.J Cent South Univ, 2017, 24(10): 2215
[16]Wen Y H, Zhu G M, Hao L, et al.Microstructure and mechanical properties of Nb-Ti micro-alloy hot stamping steels.Chin J Eng,2017, 39(6): 859(聞玉輝, 朱國明, 郝亮, 等。Nb-Ti微合金化熱沖壓成形用鋼的微觀組織與力學性能。工程科學學報, 2017, 39(6):859)
[17]Wang H S, Wang X N, Zhang M, et al.Effect of heat input on microstructure and properties of microalloyed C-Mn steel full penetration welded joint using laser welding.Chin J Lasers, 2016,43(1): 0103003-1(王海生, 王曉南, 張敏, 等。激光焊接熱輸入對微合金C-Mn 鋼全熔透焊接接頭組織性能的影響。中國激光, 2016, 43(1):0103003-1)
[18]Suresh V V N S, Regalla S P, Gupta A K.Combined effect of thickness ratio and selective heating on weld line movement in stamped tailor-welded blanks.Mater Manuf Processes, 2017, 32(12): 1363
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7490

腐蝕與“海上絲綢之路”
點擊數:5988