
空調設備防腐的10個關鍵技術
2022-04-12 11:38:30
作者:蜂窩暖通 來源:蜂窩暖通
分享至:


關鍵技術1 噴砂除銹
機械除銹中,常用噴砂除銹法,噴砂除銹是采用壓縮空氣為動力,以形成高速噴射束將噴料(銅礦砂、石英砂、金剛砂、鐵砂、海南砂)高速噴射到需要處理的工件表面,使工件表面的外表面的外表或形狀發生變化。
由于磨料對工件表面的沖擊和切削作用,使工件的表面獲得一定的清潔度和不同的粗糙度,使工件表面的機械性能得到改善,因此提高了工件的抗疲勞性,增加了它和涂層之間的附著力,延長了涂膜的耐久性,也有利于涂料的流平和裝飾。
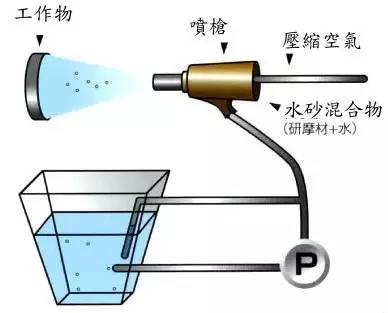
液體噴砂機

吸入式干噴砂機
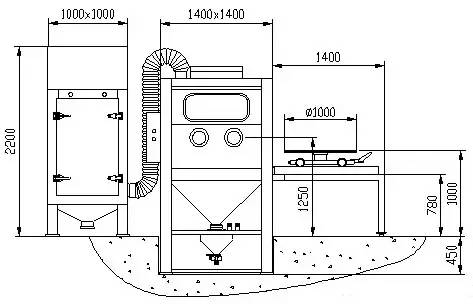
壓入式干噴砂機
關鍵技術2 酸洗除銹
(1)酸洗除銹常用的酸有無機酸(硫酸、鹽酸、硝酸、磷酸等)和有機酸(醋酸、檸檬酸等)兩大類。無機酸作用力強,除銹速度快,但控制不好,會造成對金屬的過度腐蝕,酸洗中產生大量氫氣會導致金屬性能變脆,同時析出的氫氣會形成酸霧,影響人體健康。
(2)酸洗場地應痛風良好。在酸洗過程中,操作人員必須穿戴耐酸手套、圍裙和教蓋,嚴防酸液飛濺傷害人體,造成事故。
(3)在酸洗前,應對管材或管件(工件)進行清理,除去污物。如果管材表面有油脂,應先用堿水除油或做脫脂處理。
(4)酸洗時先將水注入硫酸槽中,再將硫酸一細流慢慢注入水中(注意不可先加硫酸后加水),并不斷攪拌。當加熱到適當溫度后,將被酸洗物緩慢輕輕地放入酸洗槽中。
到預計的酸洗時間后,立即取出并放入中和槽內(中和槽盛稀堿液,一般用NaOH或Na2CO3)中和。然后再將其放入熱水槽中用熱水洗滌,使其完全呈中性后取出并及時干燥。
(5)酸洗、中和、熱水洗滌、干燥、干燥和刷涂料等操作應該連續進行,以免重新銹蝕。
(6)為了防止腐蝕和氫脆,酸洗操作的溫度和時間,應根據工件表面銹蝕去除情況,在規定時間內進行調節。酸洗液的成分應定期分析并及時補充新液。酸洗施工時,酸洗液的配比及工藝條件可參考圖標選用。
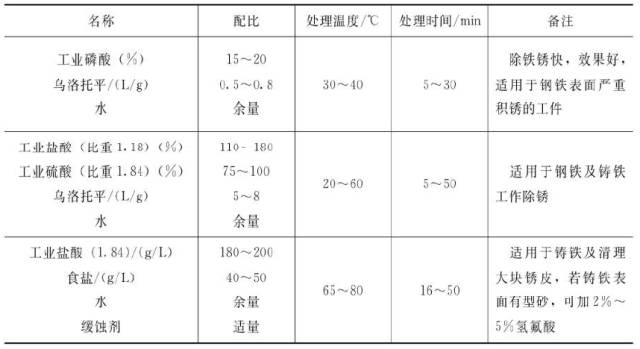
酸洗液的配比及工藝條件
(7)為了減輕酸洗液對金屬的溶解,可以加入約20%的緩蝕劑,如烏洛托平或若丁。
關鍵技術3 鈍化處理

經酸洗后的金屬表面,必須進行中和鈍化處理。根據被處理管道和管件形狀、體積大小,環境溫度、濕度以及酸洗辦法的不同,可選用以下方法。
●中和鈍化一步法:附著于金屬表面的酸液應立即用熱水沖洗,當用pH試紙檢查金屬表面呈中性時,隨即進行鈍化處理。
●中和鈍化二步法:附著于金屬表面的酸液應立即用水沖洗,繼之用5%碳酸鈉水溶液進行中和處理,然后用水洗去堿液,最后進行鈍化處理。
經過中和處理后的金屬表面,應在用溫水沖洗干凈,在空氣流通的地方晾干或用壓縮空氣吹干后,立即噴、刷涂料,不可久置。
關鍵技術4 風管除銹

(1)風管制作完成后,應進行表面的處理工作,即清楚風管表面上灰塵、鐵銹、焊渣、油污和水分等物。
(2)用在有腐蝕化工環境中的風管,其表面處理工作就是把金屬表面的各種雜物完全清除干凈。清理后的風管,表面顏色一致呈灰白色,這樣才能增加油漆圖層的附著力。
(3)一般在大氣環境中的風管,要求鋼板表面出去浮銹,允許緊密的氧化皮存在,有利于油漆圖層的附著力。
關鍵技術5 基層處理

(1)除銹、清掃、磨砂紙。用鋼絲刷、砂布,尖頭錘、銼刀及扁鏟等將金屬表面的銹皮氧化層、焊渣、毛刺及其他污物鏟刮干凈,再用砂布(2號)普遍打磨一遍,露出金屬原色,然后用粽掃帚清掃干凈。遇有油污、瀝青等物,應用汽油或煤油、松香水、苯類容積清洗處理干凈。也可用電動、風動除銹工具除銹。
(2)刷防銹漆。用設計要求的防銹漆滿刷一遍。如原已刷過防銹漆,應檢查其有無損壞及有無銹斑。凡有損壞及銹斑處,應將元防銹漆層鏟除,用鋼絲刷和砂布徹底打磨干凈后,再補刷防銹漆一遍。
涂刷方法是油刷上下鋪油(開油),橫豎交叉地將油刷勻,再把刷跡埋平。注意每次刷油“應少蘸油,蘸多次油”。
(3)局部刮膩子。待防銹漆干透后,將金屬面的砂眼、缺棱、凹坑、拼縫間隙等處用石膏膩子刮抹平整。
(4)磨光、膩子干透后,用砂布(1號)打磨平整(先用開刀將灰疙瘩鏟平整),然后用潮濕的布料擦凈表面。
關鍵技術6 涂刷油漆要求
(1)所用的油漆牌號必須符合設計要求或施工質量驗收規范的規定,并有產品出廠合格證。并在有效試用期內,沒有變質。
(2)油漆涂刷前,應檢查管道或設備的表面處理是否符合要求。涂刷前,管道或設備表面必須徹底干燥。
(3)涂刷油漆一般要求環境溫度不能低于5℃,相對濕度不大于85%,以免影響涂刷質量。
(4)薄鋼板風管的防腐工作宜在風管制作前預先在鋼板上涂刷防銹底漆,以提高涂刷的質量,減少漏涂現象。并且使風管咬口縫內均布油漆,可延長風管的使用壽命,而且下料后的多余邊角料短期內不會銹蝕,能回收利用。
(5)干燥較慢涂料的涂刷。
●涂敷。就是將涂料大致地涂布在被涂物的表面上,使涂料分開。
●抹平。就是用漆刷講涂料縱、橫反復地抹平至均勻。
●修飾。就是用漆刷按一定的方向輕輕地涂刷,消除刷痕及堆積現象。
在進行涂敷和抹平時,應盡量使漆刷垂直,用漆刷的腹部涂刷。在進行修飾時,則應將漆刷放平寫,用漆刷的前端輕輕地涂刷。
關鍵技術7 涂刷油漆

1 涂刷第一遍油漆
(1)分別選用帶色鉛油或帶色調和漆、磁漆涂刷,但此遍漆應適當摻加配套
的稀釋劑或涂料,以達到蓋底、不流淌、不顯刷跡。冬季施工宜適當加些催干劑、涂刷時厚度應一致,不要漏刷。
(2)復補膩子。如果涉及要求有此工序,則干縮裂縫或殘缺不足處,再用帶色膩子局部補一次,復補膩子與第一遍漆色相同。
(3)磨光。如設計有此工序(屬中高級油漆),宜用1號以下細砂布打磨,用力應輕而勻,注意不要磨穿漆膜。
2 涂刷第二遍油漆
(1)當普通油漆味最后一層面漆時,應用原裝油漆涂刷,但不宜摻催干劑。
(2)磨光。設計要求有此工序(中、高級油漆)時,同上。
(3)潮布擦凈。將干凈潮布反復在已磨光的油漆面上揩開鏡,注意擦布上的細小纖維不要被沾上。
關鍵技術8 刷涂操作注意事項

(1)使用漆刷時,一般應采用直握方法,用手將漆刷握緊,主要以腕力操作刷漆。
(2)涂漆時,刷漆應蘸少許的涂料,刷毛浸入漆的部分,應為毛長的1/2到1/3。蘸漆后,要將漆刷在漆桶內的邊上輕抹一下,除去多余的漆料,以防產生流墜或者低落。
(3)對干燥較快的涂料,應從被涂物的一邊按一定的順序快速、連續地刷平和修飾,不宜反復刷涂。
(4)對干燥較慢的涂料,應按涂敷、抹平和修飾三道工序進行操作。
(5)刷涂的順序。一般應按自上而下,從左到右,先里后外,先斜后直,先難后易的原則,最后用漆刷輕輕地抹理邊緣和棱角,使漆膜均勻。致密、光亮和平滑。
(6)刷涂的走向。刷涂垂直表面時,最后一道,應由上向下進行;刷涂水平表面時,最后一道應按光線照射的方向進行。
關鍵技術9 噴涂施工參數要求
(1)噴槍嘴與被噴物表面的距離,一般應控制在300~380mm為宜。
(2)較大的物體噴幅寬度以300~500mm為宜,較小的物件以100~300mm為宜,一般以300mm左右為宜。
(3)噴槍與物面的噴射角度為30°~80°。
(4)噴幅的搭接應為噴幅寬度的1/6~1/4,視噴幅的寬度而定。
(5)噴槍運行速度為60~100cm/s.
關鍵技術10 噴涂法防腐施工

噴涂法施工多用于要求較高的油漆施工。噴涂裝置使用前,贏首先檢查高壓系統各固定螺母,以及管路接頭是否擰緊,如有松動現象,則應擰緊。
(1)當在室內風管表面上噴漆時,應事先將非噴涂部位用廢紙等物品遮攔好,以免被污染。風管與噴槍應先清洗干凈,經試噴正常后才能正式施工。
(2)用于噴涂的油漆,使用時必須摻加相應的稀釋劑或者相應的稀料,摻量以能順利噴出成霧狀為準(一般為漆重的1倍左右)。一個工作物面層或一項工程上所用的噴漆量宜一次配夠。通常,涂料需經過濾后才能使用,否則容易堵塞噴嘴。一般應過0.125mm孔徑清除雜質。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7953

腐蝕與“海上絲綢之路”
點擊數:6341