
化工泵汽蝕現象發生原因和危害
2022-05-16 16:54:53
作者:設備管理與防腐 來源:設備管理與防腐
分享至:


化工泵在使用過程中經常會遇到耐腐泵的汽蝕損壞,為了更好地為用戶服務,避免因汽蝕產生對泵的使用影響,中聯泵業在此為你詳細介紹化工泵汽蝕現象發生原因和危害。
1893年,人們確認英國一臺驅逐艦螺旋槳的破壞是汽蝕(Cavitation)的結果,這是汽蝕現象首次被發現。之后,人們對螺旋槳、水輪機和水泵等水利機械的汽蝕問題進行了大量研究,隨著機器向高速方向的發展,越來越成為水力機械中至關重要的問題。

螺旋槳的汽蝕
汽蝕發生的階段和種類
汽蝕的發生可以分為以下幾個階段:
初生階段:用肉眼或者其他手段檢測出汽泡的發生;
發達階段:初生階段進一步發展,汽泡大量產生;
終結階段:由于壓力上升汽泡消失。
汽蝕分為以下幾種類型:
游離汽蝕或移動汽蝕:在流動的液體中產生汽泡,同時在液體中成長,到高壓處覆滅。
固定汽蝕或附著汽蝕:在置于流動的物體表面或流道的邊壁上形成空穴,并附著于壁面之上。
漩渦汽蝕:在漩渦中低壓部分發生空穴,在螺旋槳翼端發生的汽蝕就屬于這種汽蝕。
振動汽蝕:在振幅、高壓力脈動液體中發生的汽蝕。進行材料汽蝕破壞實驗常利用這種汽蝕。通常在水力機械中并不多見。在水力機械中往往發生移動汽蝕固定汽蝕。

汽蝕發生的過程
液體在一定的溫度下,降低壓力至該溫度下汽化壓力時,液體便產生充滿氣體的的汽泡,這是產生汽蝕的根本原因,從液體中分解出來的空氣或其他汽泡,對汽蝕的影響和蒸汽泡不同。
汽蝕時產生的汽泡,流動到高壓處時,其體積減小以至破滅。這種由于壓力上升而導致的汽泡消失在液體中的現象被稱為汽泡的覆滅。
實踐證明,汽蝕腐蝕破壞的部位,正是汽泡消失的地方,所以常常在葉輪出口和壓水室進口部位發現破壞痕跡。但是,不能忘記汽蝕的發源地是在葉輪進口處。因為一般情況下化工泵的葉輪進口是壓力最低的地方。
如果這個地方液體的壓力等于或低于在該溫度下的液體的汽化壓力,就會有蒸汽及溶解在液體的氣體從液體中大量溢出,形成許多蒸汽與氣體混合的小氣泡。
當含有大量小氣泡的液體向前經葉輪內的高壓區時,氣泡周圍的高壓液體致使氣泡急劇地縮小以至破裂。
在氣泡凝結破裂的同時,液體質點以很高的速度填充空穴,在此瞬間產生很強烈的水擊作用,并以很高的沖擊頻率打擊金屬表面,沖擊應力可達幾百至幾千個大氣壓,沖擊頻率可達每秒幾萬次,嚴重時會將壁厚擊穿。
在泵中產生氣泡和氣泡破裂使過流部件遭受到破壞的過程就是化工泵中的汽蝕過程。


汽蝕引起的破壞
化工泵汽蝕時的現象
1)產生噪聲和振動
由于泵汽蝕時,汽泡在高壓區連續產生后突然破裂,以及伴隨的強烈水擊而產生噪聲和振動,可以聽到像爆豆似的噼噼啪啪的響聲。
2)過流部件的腐蝕破壞
泵長時間在汽蝕條件下工作時,泵的過流部件的某些地方會遭到腐蝕破壞,這是因為汽泡在凝結時金屬表面受到高頻600-25000Hz的強烈沖擊,致使金屬表面出現麻點以致穿孔。
3)性能下降
化工泵汽蝕時葉輪內液體的能量受到干擾和破壞,在外特性上的表現是流量-揚程曲線、流量-軸功率曲線、流量-效率曲線下降,嚴重時會使泵中液流中斷,不能工作。
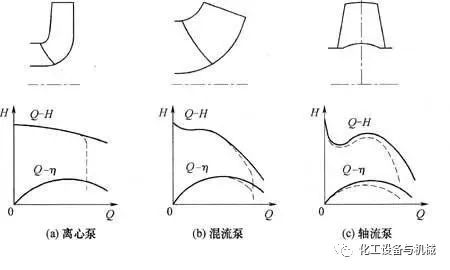
不同比轉速泵因汽蝕引起的性能曲線下降
防止發生汽蝕的措施
欲防止發生汽蝕必須提供NPSHa(有效汽蝕余量),使NPSHa>NPSHr(必須汽蝕余量),由此可以得到以下措施。
● 減小幾何吸上高度(或增加幾何倒灌高度);
● 減小吸入損失,為此可以設法增加管徑、減小管路長度、彎頭和管路附件等;
● 泵在大流量下運行時NPSHr增加,NPSHa減小,所以,在確定安裝高度時,應使NPSH(許用汽蝕余量)比NPSHc(NPSHr)大得多一些,否則應防止長時間在大流量下運行。有時因選泵不當,使泵處在大流量下運行,容易產生汽蝕,這點在選泵時應加以注意;
● 在同樣轉速和流量下,采用雙吸泵,因減小進口流速,泵不易發生汽蝕;
● 泵發生汽蝕時,應把流量調小或降速運行;
● 泵吸水池的情況對泵汽蝕有重要影響;
● 當運行流量小于最優工況點75%時,應配置小流量葉輪,如采用切割葉輪方法,會出現較大的負沖角,而使汽蝕性能變壞;
● 若泵在大流量運行,可車大葉輪進口,或把葉片進口去掉一部分;
● 減薄葉片的進邊口(或打磨修尖葉片的進邊口);
● 當泵因汽蝕產生明顯的噪聲、振動時,向泵進口補氣可使噪聲、振動得到緩解;
● 對于苛刻條件下運行的泵,為避免汽蝕破壞,可使用耐腐蝕的材料。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8148

腐蝕與“海上絲綢之路”
點擊數:6486