
超高速激光熔覆Stellite 6涂層的抗汽蝕及沖蝕性能
2022-05-27 13:53:01
作者: 張林,劉剛,曾東,李勇,劉福廣,張璐,謝長寧 來源:表面技術
分享至:


摘要:目的提高水利機械常用ZG06Cr13Ni4Mo 馬氏體不銹鋼的抗汽蝕、沖蝕性能。方法采用超高速激光熔覆技術在ZG06Cr13Ni4Mo 馬氏體不銹鋼基體上制備Stellite 6 涂層。用X 射線衍射儀(XRD)分析涂層物相。用掃描電子顯微鏡(SEM)及能譜(EDS)研究涂層組織結構特征。用HV-1000 型顯微硬度計測試了涂層的硬度分布。用超聲振動汽蝕試驗設備研究了涂層抗汽蝕性能。用噴射型沖蝕磨損試驗機研究了涂層的抗沖蝕性能。通過SEM 分析試樣表面的汽蝕、沖蝕形貌。結果STELLITE 6 涂層厚度約為400 μm,主要由FCC 結構的γ-Co 枝晶固溶體與Cr23C6 共晶碳化物組成。涂層致密程度較高,涂層中Co、Cr 的質量分數分別為55.6%、27.6%,完美地繼承了粉末的原始成分。Stellite 6 涂層的顯微硬度為570HV0.1,與不銹鋼基體相比提升了2.3 倍,熱影響區深度僅為70 μm。隨著超聲振動汽蝕試驗周期的延長,涂層與不銹鋼失重線性增加,沖蝕24 h 后涂層的損失量為1.1 mg,不銹鋼的損失量為8.0 mg。經過180 s 的小角度(30°)沖蝕試驗后,Stellite 6 涂層的損失量為9.1 mg,不銹鋼的損失量為13.5 mg。結論超高速激光熔覆Stellite 6涂層很好地保留了熔覆層粉末的原始成分,涂層組織結構致密、稀釋率低、熱影響區窄,高硬涂層顯著提高了水利機械常用ZG06Cr13Ni4Mo 馬氏體不銹鋼的抗汽蝕及沖蝕性能。
關鍵詞:超高速激光熔覆;Stellite 6 涂層;顯微結構;汽蝕;沖蝕
水利機械的各種不銹鋼部件在水下復雜多相流狀態下容易受到汽蝕損傷,同時水中的泥沙還會磨削固壁表面,對零部件產生汽蝕與沖蝕聯合作用的破壞,使得其使用壽命縮短,運行效率降低,從而容易導致停機維修,存在較大的安全風險和經濟損失[1]。因此,汽蝕、沖蝕成為當前水利機械急需解決的技術問題之一。在滿足結構設計、運行條件兩方面前提下,制備抗汽蝕、沖蝕性能良好的防護涂層成為防止水利機械材料破壞的關鍵所在[2]。
目前,材料表面防護技術主要有電鍍、熱噴涂、離子注入、激光熔覆等方法。其中,使用熱噴涂、電鍍方法制備的涂層與基體的結合為機械結合,結合力不高,涂層不夠致密,存在一定的孔隙率,因此涂層的抗汽蝕、沖蝕性能較差[3]。離子注入由于其改性層較薄,在泥沙沖刷和水流空化汽蝕聯合作用下很快損失掉,因此其提高材料抗汽蝕、沖蝕性能的作用有限[4]。激光熔覆與傳統表面加工工藝相比,具有能量密度高、加工精度高且可控性好、涂層與基體為冶金結合等優點。工藝恰當時,激光熔覆層的稀釋率低,可以較好地保留熔覆材料的原始成分[5]。但是,傳統激光熔覆掃描速度慢,涂層制備成本較高。掃描速率增加時,傳統激光熔覆層會出現帶狀組織、大尺寸孔隙,且晶粒生長具有明顯的取向性,涂層性能下降[5]。2017 年,德國弗勞恩霍夫激光研究所(FraunhoferILT)與德國亞琛聯合科技公司(ACunity)提出了超高速激光熔覆技術[6-7]。與傳統激光熔覆不同,高速熔覆時,送粉器將粉末均勻地送入激光光束,粉末在到達基體前已經被加熱至熔融狀態[8]。因此,超高速激光熔覆具備效率更高、涂層稀釋率更低、對基體熱輸入更小等優點[9-12]。該技術很好地解決了傳統激光熔覆技術存在的問題,是潛在的用于制備高性能抗汽蝕、沖蝕涂層的先進技術。
近年來,Stellite 6 合金以其良好的高溫性能和較好的耐蝕耐磨性能[13],常被用于制備水輪機抗汽蝕合金涂層[14]、汽輪機葉片表面的耐水蝕涂層[15]。目前,主要采用超音速火焰噴涂與傳統激光熔覆制備Stellite 6 合金涂層,尚未出現關于超高速激光熔覆Stellite 6 合金涂層的報道。因此,在大幅提升生產效率的同時,超高速激光熔覆制備的Stellite 6 涂層組織結構,以及涂層是否滿足葉片等工件的耐汽蝕性能需求目前尚不清楚。
水輪機葉片需要長期承受高壓沖擊、磨損和侵蝕,通常選用綜合性能較好的ZG06Cr13Ni4Mo 馬氏體不銹鋼作為葉片材料。基于此,本工作采用超高速激光熔覆技術,在ZG06Cr13Ni4Mo 馬氏體不銹鋼基材表面制備Stellite 6 涂層,研究了涂層微觀組織特征,以及對水利機械常用ZG06Cr13Ni4Mo 馬氏體不銹鋼的抗汽蝕、沖蝕性能的提升作用。
1 試驗
1.1 涂層制備
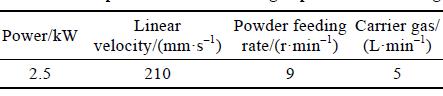
基材為ZG06Cr13Ni4Mo 馬氏體不銹鋼,熔覆前使用酒精清洗基材表面,去除油污。熔覆材料為Stellite 6(粒度15~45 μm)合金粉末,如圖1 所示,Stellite 6 粉末為球形,能夠保證較好的流動性。熔覆前將粉末置于120 ℃烘箱中烘烤30 min,去除粉末中的水分。基體與熔覆粉末成分如表1 所示。采用最大輸出功率為2.5 kW 的RFL-A2500D 半導體激光器以及自行設計的超高速激光熔覆環形同軸送粉頭(粉末利用率超過85%)開展超高速激光熔覆試驗。激光器光斑輸出為直徑2 mm 的圓形光斑。采用ZB-80F 雙桶送粉器送粉,送粉氣采用Ar 氣(純度>99.9%)。采用FANUC 六軸聯動機器人帶動熔覆頭按照設定程序移動,熔覆工藝參數如表2 所示。
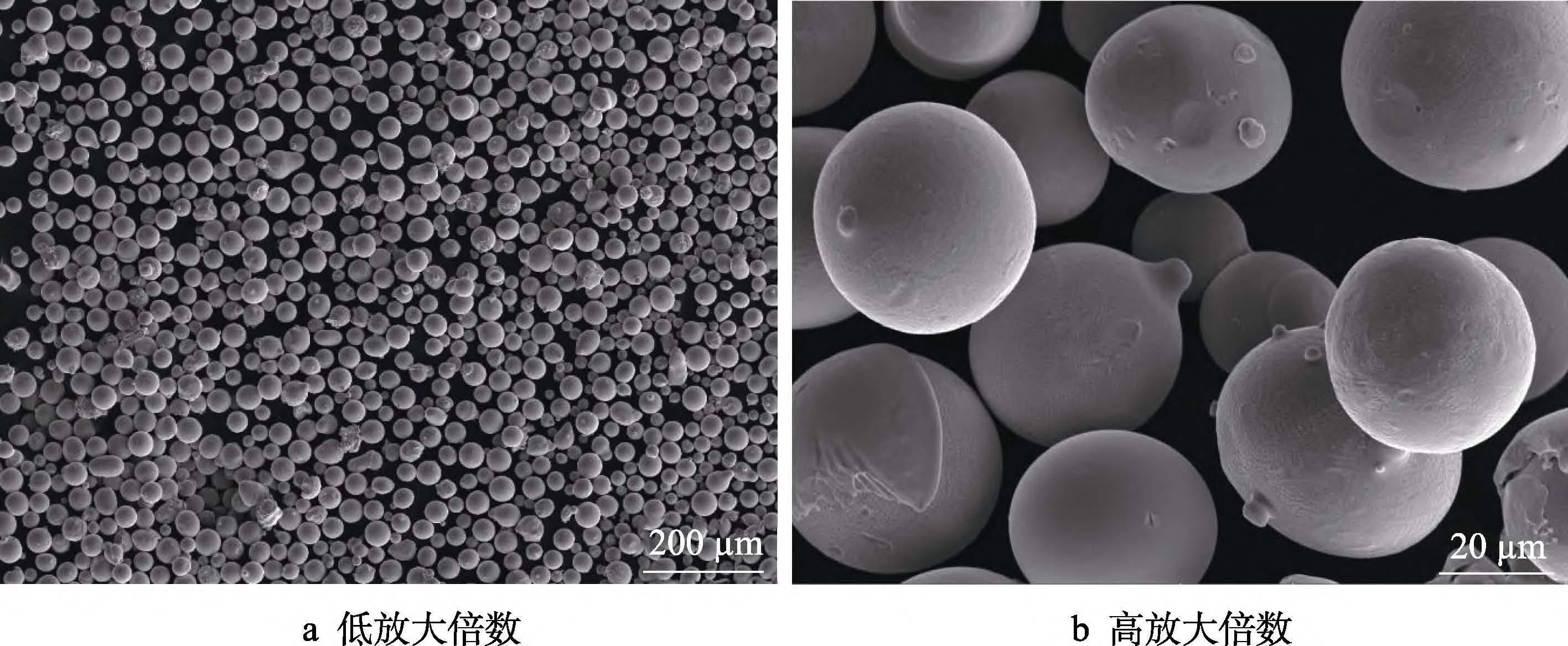
圖1 粉末形貌
表1 基體與合金粉末的成分

表 2 超高速激光熔覆工藝參數
1.2 結構表征及性能測試
將Stellite 6 的熔覆試樣切割成5 mm×5 mm×2 mm 的小塊,在酒精中超聲清洗10 min 后,放入120 ℃烘箱中烘烤20 min,冷卻至室溫后使用冷鑲膠制樣并打磨拋光。將拋光后的試樣使用王水[V(HCl)∶V(HNO3)=3∶1]腐蝕20 s,而后放入酒精中超聲清洗5 min。
采用 Bruker D8 ADVANCE A25 型X 射線衍射儀(XRD)分析涂層物相,掃描角度為10~90°,掃描速度為10 ( ° )/min。采用與S-3400 型SEM 及配套的能譜儀(EDS)表征涂層的組織形貌與成分分布。依據GB/T 4340.1—2009 測試涂層及基體的顯微維氏硬度,采用HV-1000 型顯微硬度計,沿層深方向每隔50 μm 測1 次顯微硬度,試驗載荷為0.981 N,保載時間為15 s。
采用廣州新棟力超聲電子設備有限公司生產的NP-BSD-01-20-844 型超聲波伸縮振動汽蝕試驗設備進行汽蝕試驗。試樣尺寸為?16 mm×10 mm。試驗前使用SiC 砂紙將試樣表面打磨至平滑。設備試驗功率為1.2 kW,試驗溫度為(25±3)℃,試驗所用水為去離子水。試驗在室溫下進行,試樣浸沒在水中的深度約為3 mm,每隔一段時間將汽蝕試樣取出,烘干后使用精度為0.1 mg 的分析天平稱重,繪制汽蝕失重曲線。汽蝕結束后使用日立S-3400 型掃描電子顯微鏡觀察汽蝕形貌,分析汽蝕機理。
采用自制的噴射型沖蝕磨損試驗機進行30°下的沖蝕試驗。將試樣切割成25 mm×20 mm×4 mm 的長方體,試驗前使用SiC 砂紙將試樣表面打磨至平滑。選用粒徑為150 μm 的不規則Al2O3 沙粒,沙粒流量為1 g/s,每隔30 s 將沖蝕試樣取出,放入酒精中超聲清洗5 min,烘干后使用精度為0.1 mg 的分析天平稱量,繪制沖蝕失重曲線。沖蝕結束后使用日立S-3400型掃描電子顯微鏡觀察沖蝕形貌,分析沖蝕機理。
2 結果及分析
2.1 涂層顯微組織結構
Stellite 6 涂層腐蝕后的顯微組織結構如圖2 所示。由圖2a 可知,涂層組織均勻致密,厚度約為400 μm,未出現明顯的氣孔、裂紋等缺陷,涂層質量良好。熔覆層表面沒有明顯的起伏,起伏低于10 μm,表面平整度高,這表明熔覆焊道之間的搭接效果較好。涂層與基體為冶金結合,界面結合良好(圖2b)。涂層/基體界面至涂層頂部的組織結構由以平面晶和枝狀晶為主逐漸轉變為以樹枝晶和胞狀晶為主。這是由于激光熔覆時,熔池深度方向的溫度梯度與冷卻速度差異較大,因此熔覆組織會出現較為明顯的分層現象。由快速凝固理論[16-17]可知,熔體的凝固方式及凝固后的組織形貌由形狀因子G/R 決定,凝固后的組織尺寸由冷卻速率決定。熔池凝固時,由于與基體冷金屬接觸,溫度梯度很大,界面處瞬時結晶速度很小,因而出現冶金結合層,呈現無特征的平面狀結晶。隨著結晶過程的進行,固-液逐步向熔池中部(圖2c)與頂部(圖2d)推進,溫度梯度逐漸減小而凝固速度逐漸增大,并出現較為明顯的成分過冷現象,因而出現樹枝晶與少量的胞狀晶。未凝固的液態金屬在已凝固的枝晶間重新形核并充滿整個空間,形成細小的共晶組織。
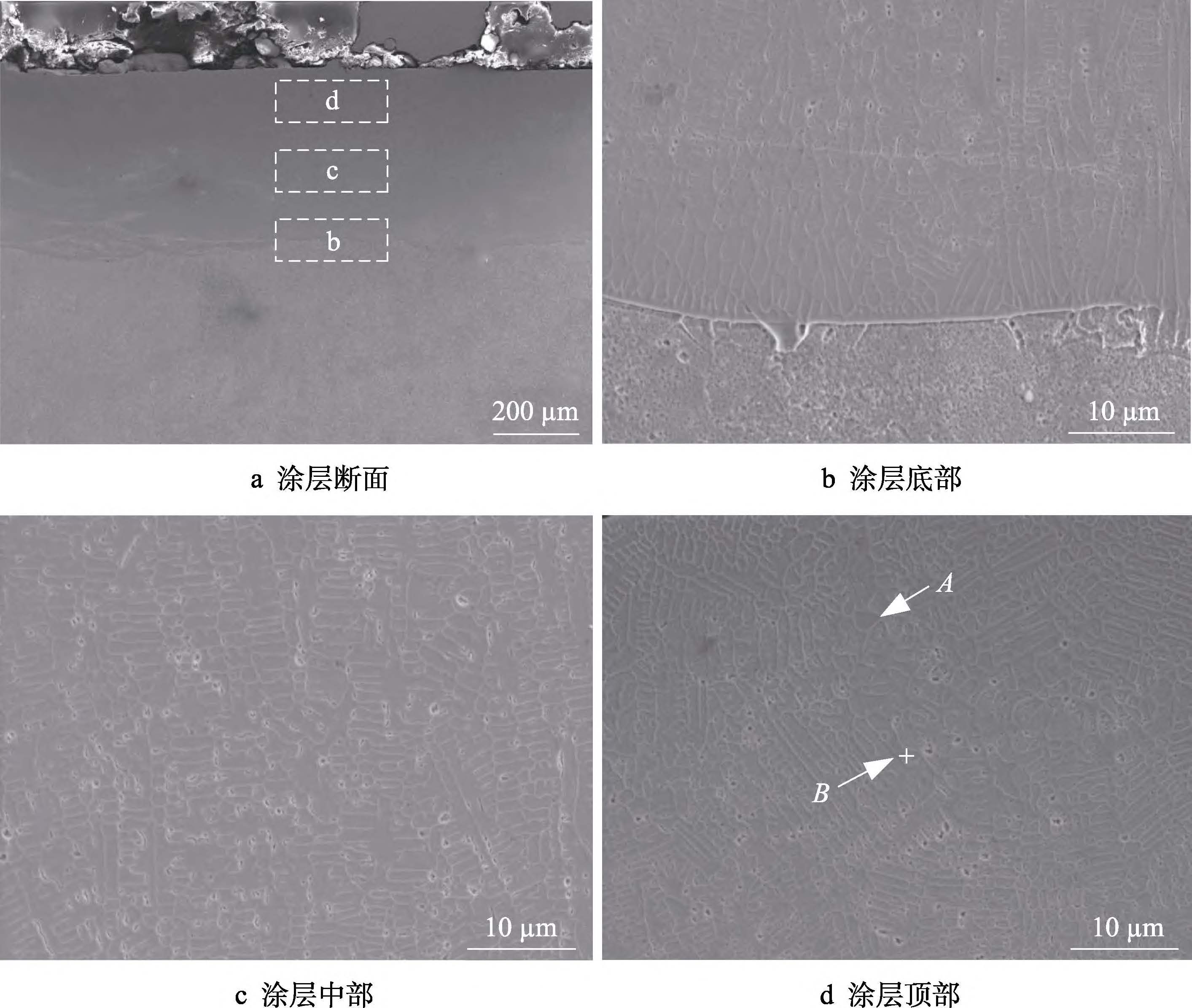
圖 2 Stellite 6 涂層不同位置的顯微組織結構
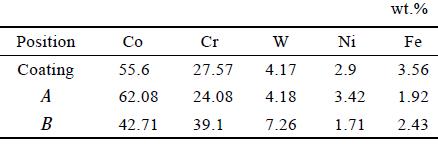
對涂層不同位置的元素分布進行EDS 分析如表3 所示,其中A 點為涂層枝晶組織,B 點為涂層共晶組織。由表3 可知,涂層中Co、Cr 的質量分數分別為55.6%、27.57%,與粉末的原始成分相比,變化量均在1.5%以內。超高速激光熔覆技術的原理決定了基體元素與涂層的互擴散能夠得到有效抑制[18],粉末的化學成分能夠比較完美地繼承到涂層。另外,涂層中的枝晶A 與共晶B 的化學成分存在明顯差異,枝晶A 中富含Co,而共晶B 與枝晶A 相比,Cr 的含量更高,這與傳統激光熔覆工藝所制備的涂層成分偏析趨勢一致[15]。
表 3 Stellite 6 涂層不同位置的主要化學成分
2.2 涂層物相分析
超高速激光熔覆Stellite 6 涂層的XRD 圖譜如圖3 所示。從圖3 中可以看出,Stellite 6 涂層主要由FCC結構的γ-Co 與Cr23C6 組成。熔池在凝固過程中,作為溶質的Fe、Cr 等合金元素溶入Co 晶格,形成置換固溶體。作為高熔點、高硬度的碳化物,Cr23C6 在熔池冷卻過程中優先在晶界和枝晶間析出,并且還能與γ-Co 固溶體發生共晶轉變,形成共晶體[19]。Cr23C6的析出特性決定了其在涂層中存在彌散分布特征,其高硬度特性能夠提升涂層硬度,起到彌散強化的作用,進而提升涂層的耐磨性能。同時,研究表明,Cr23C6 的晶界析出特性還能達到抑制涂層晶粒長大的作用[20]。
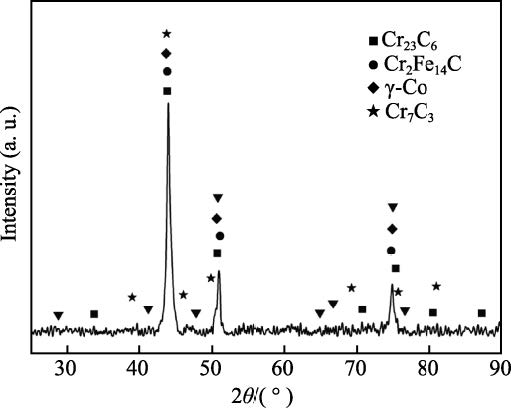
圖 3 Stellite 6 涂層的XRD 圖譜
γ-Co 固溶體發生共晶轉變,形成共晶體[19]。Cr23C6的析出特性決定了其在涂層中存在彌散分布特征,其高硬度特性能夠提升涂層硬度,起到彌散強化的作用,進而提升涂層的耐磨性能。同時,研究表明,Cr23C6 的晶界析出特性還能達到抑制涂層晶粒長大的作用[20]。
2.3 涂層硬度
圖4 為Stellite 6 涂層的顯微硬度分布圖。其中從左到右分別為涂層、熱影響區及基體的硬度分布曲線。Stellite 6 涂層的平均硬度為570HV0.1,基體的平均硬度為249HV0.1,涂層硬度約為基體硬度的2.3倍。涂層的高硬度除了與材質本身有關外,還與制備工藝息息相關。涂層在凝固過程中會析出Cr23C6 強化相,Fe、Cr 也會固溶于Co 中形成固溶強化相[21],二者會顯著提高涂層的顯微硬度。另外,基于超高速激光熔覆快速冷卻特征,Cr23C6 抑制晶粒生長而形成細晶,誘發細晶強化。
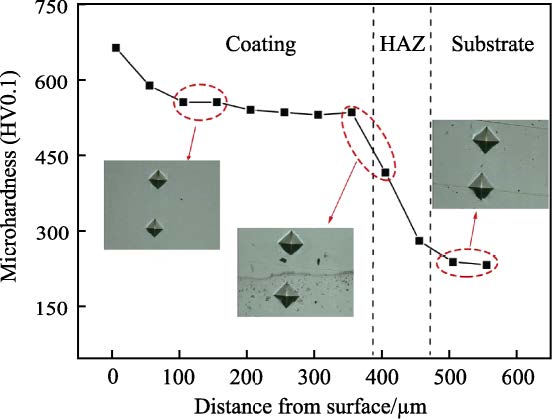
圖 4 Stellite 6 涂層的顯微硬度分布
此外,由于超高速激光熔覆顯著降低了基體的熱輸入,基體的熱影響區僅為70 μm 左右,與傳統激光熔覆200 μm[22-23]以上的熱影響區相比,超高速激光熔覆的熱輸入顯著降低,可有效防止基材性能弱化。在用于薄壁部件表面熔覆時,能夠有效控制基材的熱變形,實現薄板材料低變形熔覆。
2.4 涂層抗汽蝕性能
經過24 h 的超聲振動汽蝕試驗后,不銹鋼基體與Stellite 6 涂層的累計汽蝕失重曲線如圖5 所示。其中,不銹鋼的累計損失量達到8.0 mg,Stellite 6 涂層的累計損失量為1.1 mg,Stellite 6 涂層的累計損失量僅為基體的13%。高速激光熔覆在基體制備Stellite 6涂層后,工件抗汽蝕能力提升7 倍以上。對比圖中2條曲線可知,隨著汽蝕時間的延長,不銹鋼與涂層的失重均線性增加,不同的是Stellite 6 涂層的失重速率為不銹鋼的1/7。
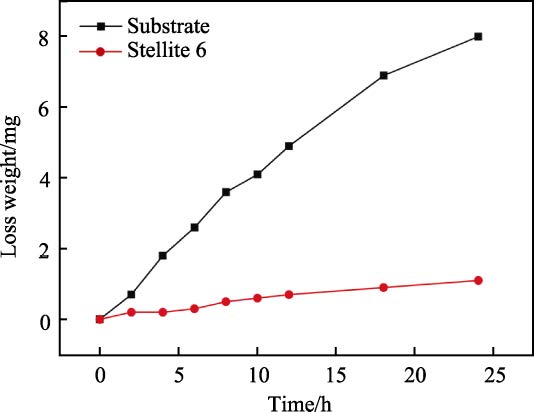
圖5 基體與Stellite 6 涂層的累計汽蝕失重
經歷 24 h 汽蝕試驗后,除了邊緣區域外,基體表面大部分區域都產生了明顯的汽蝕損傷,如圖6 所示。其中,中心區域的汽蝕損傷最嚴重,出現了明顯的汽蝕坑。其主要原因為沖擊力在試樣中心最大,向四周輻射遞減。由圖6c 和圖6d 可知,基體中心汽蝕區域呈現出明顯的蜂窩狀汽蝕形貌,同時汽蝕坑呈現出較為明顯的塑性斷裂特征。基體ZG06Cr13Ni4Mo為低碳馬氏體不銹鋼,其室溫組織主要由高硬度的板條馬氏體與較軟的鐵素體等組成。由于馬氏體硬度較高,抵抗沖擊的能力較強,空泡潰滅產生的沖擊力不易造成剝落,而鐵素體硬度低,在沖擊力的作用下容易剝落[24]。因此,不銹鋼表面產生明顯的浮凸形貌。另外,由于力學性能區別較大,在空泡潰滅產生的沖擊作用下馬氏體與鐵素體在界面處易產生應力集中[25-26]。當應力大于材料的屈服強度時微裂紋形成,微裂紋的擴展與合并形成汽蝕孔洞。
經歷 24 h 的汽蝕后,Stellite 6 涂層表面主要發生了塑性變形,在低倍下觀察不到明顯的汽蝕痕跡,在高倍下可以看到稀疏而彌散分布的微小汽蝕坑(圖7c),表現出優良的抗汽蝕性能。通過圖4 可知,Stellite6 涂層硬度約為基體硬度的2.3 倍,硬度的提升有助于Stellite 6 涂層提高抗汽蝕性能。同時,相較于ZG06Cr13Ni4Mo 馬氏體不銹鋼,Stellite 6 涂層的顯微組織主要為高硬度的Cr23C6 相彌散分布在γ-Co 中形成的共晶體,并呈現致密的定向凝固枝晶特征,其在空泡潰滅時產生的能量沖擊下物相不易剝落[27]。對于 Stellite 6 涂層,經歷24 h 的汽蝕后,其表面在低倍下觀察不到明顯的汽蝕痕跡,在高倍下可以看到稀疏、彌散分布的微小汽蝕坑(圖7c),表現出優良的抗汽蝕性能。由前述討論可知,Stellite 6 涂層均勻致密,無孔隙、裂紋等缺陷,有效地避免汽蝕過程中缺陷引起的應力集中,有助于涂層抗汽蝕性能的發揮。由圖3 可看出,涂層主要由γ-Co 與Cr23C6等碳化物組成。γ-Co 較軟,在空泡潰滅所產生的沖擊作用下首先發生塑性變形,隨后塑性變形在Cr23C6等碳化物邊界累積。因此,在汽蝕過程中,γ-Co 與Cr23C6 等碳化物的界面處會產生較高的應力集中,當應力超過其強度后,裂紋萌生、擴展引起碳化物剝落[28-29],形成如圖7 所示的汽蝕坑。研究表明[30],汽蝕能夠誘發馬氏體相變,促使γ-Co(FCC)向ε-Co(HCP)轉變,而相變能降低應力集中。此外,由于密排六方晶型結構容易產生孿晶,所以ε-Co 的出現不但能夠有效耗散汽蝕過程中的沖擊能,而且孿晶還可以將晶粒分成若干小片,限制了位錯的自由程,對Stellite 6涂層有較為明顯的強化作用[31]。同時,相變過程中引起的體積膨脹,可在材料表面產生壓應力層,阻止微裂紋的形核和擴展[32]。
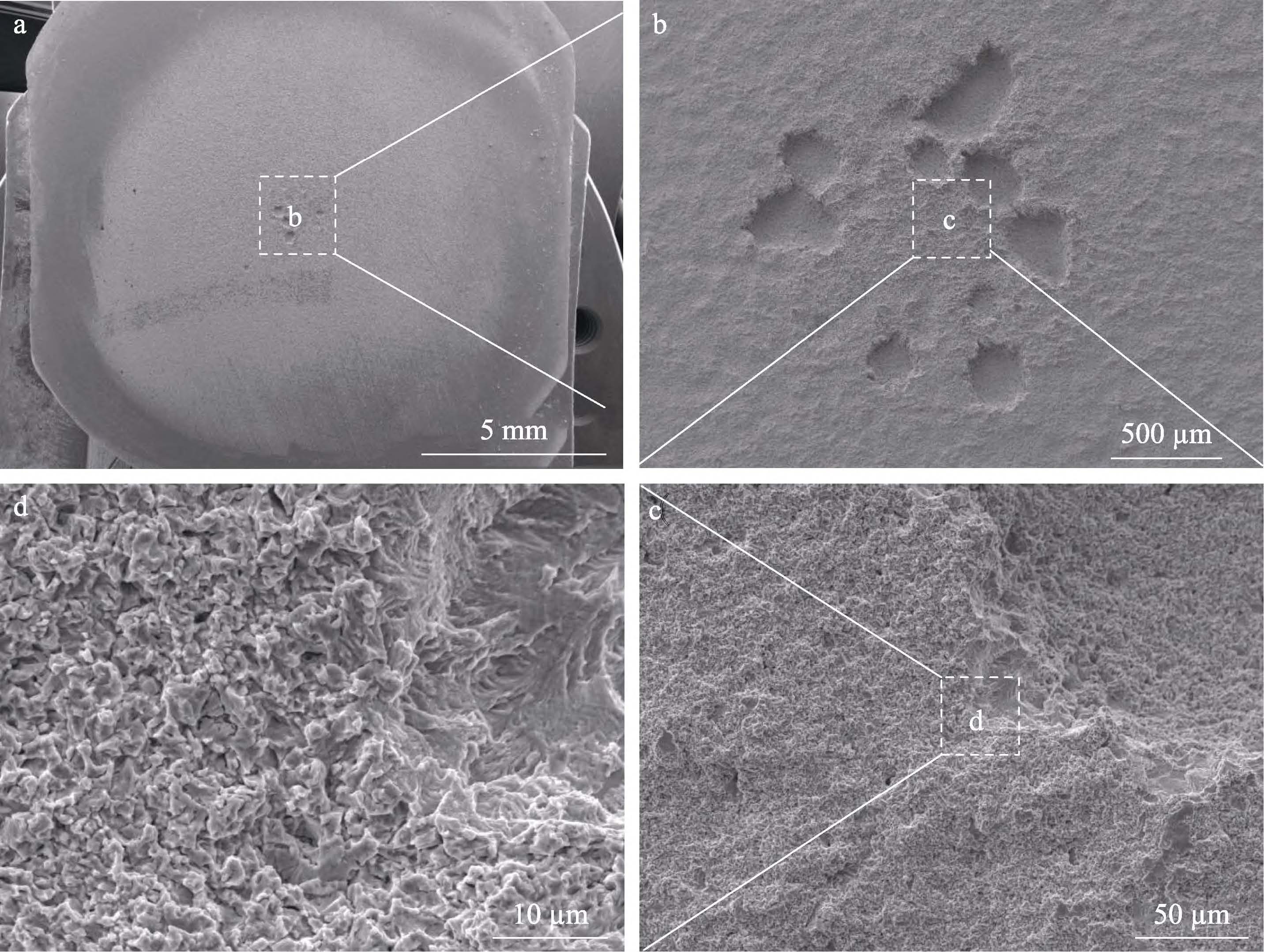
圖 6 ZG06Cr13Ni4Mo 馬氏體不銹鋼基體汽蝕24 h 后的表面形貌

圖 7 Stellite 6 涂層汽蝕24 h 后的表面形貌
由圖 4 可以看出,Stellite 6 涂層的平均硬度為570HV0.1,基體的平均硬度為249HV0.1,涂層硬度約為基體硬度的2.3 倍。此外,由于γ-Co 為奧氏體相,層錯能較低,擁有較多的滑移系且位錯的滑移與傳播都比較容易。因此,在汽蝕的沖擊作用下易發生塑性變形,產生大量的形變位錯,隨著變形的累積,位錯纏結與塞積等現象不斷加劇,位錯運動困難,從而導致變形阻力增大,涂層硬度增加[29,31]。同時,隨著汽蝕的進行,高硬的ε-Co 相體積分數增加,也會提升涂層硬度。在三者的共同作用下,汽蝕過程中Stellite 6 涂層的硬度遠高于不銹鋼基體。因此,Stellite6 涂層擁有更優異的抗汽蝕能力。
2.5 涂層抗沖蝕性能
30°沖蝕角度下,ZG06Cr13Ni4Mo 馬氏體不銹鋼與Stellite 6 涂層的累計失重曲線如圖8 所示。由圖8可以看出,在30°沖蝕角度下,經過180 s 的沖蝕后,基體的沖蝕損失量為13.5 mg,Stellite 6 涂層的沖蝕損失量為9.1 mg,Stellite 6 涂層的沖蝕損失量為基體的67%,表明在30°的小角度沖蝕條件下,Stellite 6涂層擁有更好的抗沖蝕性能。

圖8 基體與Stellite 6 涂層的累計失重(30°沖蝕角度)

圖9 沖蝕后試樣的表面形貌
30°沖蝕角度下,不銹鋼基體與Stellite 6 涂層的表面形貌如圖9 所示。可以看出,基體與Stellite 6涂層的沖蝕形貌相似,二者的沖蝕表面都呈現出波浪狀的褶皺并與沖蝕介質的流動方向一致。高硬的Al2O3 砂粒可看作剛性粒子,在30°下以足夠的動能撞擊試樣表面,使材料表面發生微切削,形成犁溝,此時材料受到擠壓將在犁溝兩側翻轉隆起,隨著Al2O3 的不斷沖擊,材料表面形成了明顯的犁溝切削特征。此時,基體與Stellite 6 涂層的磨損主要以切削模型為主,與Finnie 提出的微切削理論模型相符合[33-34]。對于金屬等韌性材料,微切削是主要沖蝕機制,并且在小角度沖蝕時,材料的硬度是決定材料抗沖蝕性能的主要因素[35-36]。Stellite 6 涂層硬度約為基體硬度的2.3 倍,能夠抵抗Al2O3 沙粒的切入,減緩其對涂層表面的擠壓與切削。此外,Stellite 6 涂層中彌散分布的Cr23C6等高硬碳化物有效阻止了Al2O3 對涂層的擠壓與切削,提高了涂層的抗沖蝕性能。同時,Stellite 6 涂層組織結構均勻致密,涂層中不存在孔隙、微裂紋等缺陷,減緩了裂紋的萌生與擴展。因此,Stellite 6 涂層的致密結構、高硬特性及Cr23C6 彌散強化作用,決定了其耐沖蝕能力顯著高于馬氏體不銹鋼基體。
3 結論
1)采用超高速激光熔覆在ZG06Cr13Ni4Mo 馬氏體不銹鋼基體上制備了厚度約為400 μm 的Stellite6 涂層,涂層致密且與基體呈冶金結合,涂層主要由FCC 結構的γ-Co 枝晶固溶體以及Cr23C6 碳化物組成。
2)采用超高速激光熔覆Stellite 6 涂層的平均硬度值約為570HV0.1,與不銹鋼相比提升了2.3 倍。同時,本文參數下超高速激光熔覆Stellite 6 涂層的熱影響區約為70 μm。
3)隨超聲振動汽蝕時間的延長,Stellite 6 涂層與不銹鋼失重均線性增加,但Stellite 6 涂層的失重增加率僅為不銹鋼的13%。
4)30°沖蝕試驗后,Stellite 6 涂層的沖蝕損失量為不銹鋼基體的67%,Stellite 6 涂層表現出比基體更佳的抗沖蝕性能。
參考文獻:
[1]張小彬, 劉常升, 陳歲元, 等. 不銹鋼表面激光熔覆抗空蝕涂層技術研究進展[J]. 材料導報, 2007, 21(10):87-89.ZHANG Xiao-bin, LIU Chang-sheng, CHEN Sui-yuan, et al. Reserch Progress in Anti-Cavitation Laser Cladding Technique for Surface of Stainless Steel[J]. Materials Review, 2007, 21(10):87-89.
[2]王再友, 龍霓東, 朱金華. 抗空蝕材料研究應用進展[J]. 材料開發與應用, 2001, 16(6):34-38.WANG Zai-you, LONG Ni-dong, ZHU Jin-hua. Review on Material Resistant to Cavitation Erosion and Its Application[J]. Development and Application of Materials, 2001, 16(6):34-38.
[3]婁建新, 劉丹, 張旋, 等. 熱噴涂FeCrBSiNbW涂層結構演變及空蝕性能[J]. 中國表面工程, 2014, 27(5):74-79.LOU Jian-xin, LIU Dan, ZHANG Xuan, et al. Microstructure Evolution and Cavitation Erosion of the FeCrBSiNbW Coatings Prepared by Arc Spraying Process[J]. China Surface Engineering, 2014, 27(5):74-79.
[4]吳建華, 柴恭純. 離子注入技術在水輪機材料空蝕改性中的應用[J]. 水利水運科學研究, 1994(3):279-283.WU Jian-hua, CHAI Gong-chun. Effects of Ion Implantation on Surface Modification of Cavitation Damage for Turbine Materials[J]. Journal of Nanjing Hydraulic Research Institute, 1994(3):279-283.
[5]LIU Jian, LI Jia, CHENG Xu, et al. Effect of Dilution and Macrosegregation on Corrosion Resistance of Laser Clad AerMet100 Steel Coating on 300M Steel Substrate[J]. Surface and Coatings Technology, 2017, 325:352-359.
[6]LOU Li-yan, ZHANG Yu, JIA Yun-jie, et al. High Speed Laser Cladded Ti-Cu-NiCoCrAlTaY Burn Resistant Coating and Its Oxidation Behavior[J]. Surface and Coatings Technology, 2020, 392:125697.
[7]SCHOPPHOVEN T, GASSER A, WISSENBACH K, et al. Investigations on Ultra-High-Speed Laser Material Deposition as Alternative for Hard Chrome Plating and Thermal Spraying[J]. Journal of Laser Applications, 2016, 28(2):022501.
[8]董會, 韓燕, 付安慶, 等. 快速激光熔覆Ni/不銹鋼堆焊層組織及耐蝕性能研究[J]. 表面技術, 2019, 48(5):21-27.DONG Hui, HAN Yan, FU An-qing, et al. Microstructure and Corrosion Resistance of Ni/Stainless Steel Surfacing Layer Deposited via High-Speed Laser Cladding[J]. Surface Technology, 2019, 48(5):21-27.
[9]婁麗艷, 李成新, 張煜, 等. 低功率超高速激光熔覆FeCr合金薄涂層微觀結構與表面形貌演化[J]. 燕山大學學報, 2020, 44(2):116-124.LOU Li-yan, LI Cheng-xin, ZHANG Yu, et al. Microstructure and Surface Morphology Evolution of FeCr Alloy Thin Coatings Deposited by Ultra-High Speed Laser Cladding with Low Laser Power[J]. Journal of Yanshan University, 2020, 44(2):116-124.
[10]XU Qing-long, ZHANG Yu, LIU Sen-hui, et al. High- Temperature Oxidation Behavior of CuAlNiCrFe High- Entropy Alloy Bond Coats Deposited Using High-Speed Laser Cladding Process[J]. Surface and Coatings Technology, 2020, 398:126093.
[11]李俐群, 申發明, 周遠東, 等. 超高速激光熔覆與常規激光熔覆431不銹鋼涂層微觀組織和耐蝕性的對比[J]. 中國激光, 2019, 46(10):1002010.LI Li-qun, SHEN Fa-ming, ZHOU Yuan-dong, et al. Comparison of Microstructure and Corrosion Resistance of 431 Stainless Steel Coatings Prepared by Extreme High-Speed Laser Cladding and Conventional Laser Cladding[J]. Chinese Journal of Lasers, 2019, 46(10):1002010.
[12]李朝暉, 李美艷, 韓彬, 等. 高壓柱塞高速激光熔覆鎳基合金涂層組織和耐磨性[J]. 表面技術, 2020, 49(10):45-54.LI Zhao-hui, LI Mei-yan, HAN Bin, et al. High-Pressure Plunger High-Speed Laser Cladding Nickel-Based Alloy Coating Structure and Wear Resistance[J]. Surface Technology, 2020, 49(10):45-54.
[13]李麗, 孫峰, 張堯成. 固溶處理對激光熔覆Stellite 6合金涂層性能的影響[J]. 表面技術, 2017, 46(1):78-81.LI Li, SUN Feng, ZHANG Yao-cheng. Effect of Solution Treatment on the Performance of Laser Cladding of Stellite 6 Alloy Coating[J]. Surface Technology, 2017, 46(1):78-81.
[14]許宏偉, 虞鴻江, 趙明, 等. 水輪機抗汽蝕合金涂層性能評價[J]. 腐蝕與防護, 2018, 39(8):613-617.XU Hong-wei, YU Hong-jiang, ZHAO Ming, et al. Evaluation of Properties of Anti-Cavitation Alloy Coatings on Hydraulic Turbine[J]. Corrosion & Protection, 2018, 39(8):613-617.
[15]任超, 李鑄國, 疏達, 等. 17-4PH不銹鋼表面激光熔覆Stellite 6涂層組織及耐水蝕性能[J]. 中國激光, 2017, 44(4):0402010.REN Chao, LI Zhu-guo, SHU Da, et al. Microstructure and Water Erosion Resistance Property of Stellite 6 Coating by Laser Cladding on 17-4PH Stainless Steel Surface[J]. Chinese Journal of Lasers, 2017, 44(4):0402010.
[16]李明喜, 何宜柱, 孫國雄. Co基合金激光熔覆層組織及近表面結晶方向[J]. 東南大學學報(自然科學版), 2002, 32(6):932-935.LI Ming-xi, HE Yi-zhu, SUN Guo-xiong. Microstructure and Crystallization Direction of Laser Cladding Co-Based Alloy[J]. Journal of Southeast Univwrsity (Natural Science Edition), 2002, 32(6):932-935.
[17]張曉東, 董世運, 徐濱士, 等. St6鈷基合金激光熔覆層顯微組織及沖擊磨料磨損性能[J]. 應用激光, 2011, 31(1):82-85.ZHANG Xiao-dong, DONG Shi-yun, XU Bin-shi, et al. Microstructure and Impact Abrasive Wear Resistance of the St6 Cobalt-Based Alloy Laser Cladding Layer[J]. Applied Laser, 2011, 31(1):82-85.
[18]WANG Hong-yu, ZUO Dun-wen, SUN Yu-li, et al. Microstructure of Nanometer Al2O3 Dispersion Strengthened Ni- Based High-Temperature Protective Coatings by Laser Cladding[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(3):586-591.
[19]斯松華, 袁小敏, 何宜柱. 激光熔覆鈷基合金涂層的組織結構[J]. 激光雜志, 2002, 23(4):58-59.SI Song-hua, YUAN Xiao-min, HE Yi-zhu. Microstructure of Laser Cladding Co- Based Alloy Coating[J]. Laser Journal, 2002, 23(4):58-59.
[20]覃懷鵬, 陳海濤, 郎宇平, 等. 非金屬夾雜物對439M鐵素體不銹鋼耐點蝕性能的影響[J]. 熱加工工藝, 2016, 45(10):89-92, 96.QIN Huai-peng, CHEN Hai-tao, LANG Yu-ping, et al. Effects of Non-Metallic Inclusions on Pitting Corrosion Resistance of 439M Ferritic Stainless Steel[J]. Hot Working Technology, 2016, 45(10):89-92, 96.
[21]ZHANG Hui, HE Yi-zhu, PAN Ye, et al. Synthesis and Characterization of NiCoFeCrAl3 High Entropy Alloy Coating by Laser Cladding[J]. Advanced Materials Research, 2010, 97-101:1408-1411.
[22]LIU Hong-xi, ZHANG Xiao-wei, JIANG Ye-hua, et al. Microstructure and High Temperature Oxidation Resistance of In-Situ Synthesized TiN/Ti3Al Intermetallic Composite Coatings on Ti6Al4V Alloy by Laser Cladding Process[J]. Journal of Alloys and Compounds, 2016, 670:268-274.
[23]LIU Z, CHAN K C, LIU L, et al. Bioactive Calcium Titanate Coatings on a Zr-Based Bulk Metallic Glass by Laser Cladding[J]. Materials Letters, 2012, 82:67-70.
[24]DI V CUPPARI M G, SOUZA R M, SINATORA A. Effect of Hard Second Phase on Cavitation Erosion of Fe-Cr-Ni- C Alloys[J]. Wear, 2005, 258(1-4):596-603.
[25]柳偉, 鄭玉貴, 劉常升, 等. Cr-Mn-N奧氏體-鐵素體不銹鋼的空蝕行為[J]. 金屬學報, 2003, 39(1):85-88.LIU Wei, ZHENG Yu-gui, LIU Chang-sheng, et al. Cavitation Erosion Behavior of Cr-Mn-N Austenite-Ferrite Stainless Steel[J]. Acta Metallrugica Sinica, 2003, 39(1):85-88.
[26]張小彬, 劉常升, 朱杰, 等. 大型水輪機葉片馬氏體不銹鋼的超聲空蝕行為[J]. 東北大學學報, 2006, 27(12):1335-1338.ZHANG Xiao-bin, LIU Chang-sheng, ZHU Jie, et al. Cavitation Erosion Behavior of Martensitic Stainless Steel for Hydraulic Turbine Blades[J]. Journal of Northeastern University, 2006, 27(12):1335-1338.
[27]鄂猛, 胡紅祥, 國旭明, 等. 鈷基和鎳基涂層的微觀組織及空蝕性能[J]. 材料熱處理學報, 2018, 39(1):90-96.E Meng, HU Hong-xiang, GUO Xu-ming, et al. Microstructure and Cavitation Erosion Resistance of Cobalt-Based and Nickel-Based Coatings[J]. Transactions of Materials and Heat Treatment, 2018, 39(1):90-96.
[28]張小彬, 臧辰峰, 陳歲元, 等. CrNiMo不銹鋼激光熔覆NiCrSiB涂層空蝕行為[J]. 中國有色金屬學報, 2008, 18(6):1064-1069.ZHANG Xiao-bin, ZANG Chen-feng, CHEN Sui-yuan, et al. Cavitation Erosion Behaviour of NiCrSiB Coatings on CrNiMo Stainless Steel by Laser Cladding[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(6):1064-1069.
[29]雷玉成, 李濤, 秦敏明, 等. 304不銹鋼TIG熔覆鈷合金涂層的耐空蝕性能[J]. 焊接學報, 2011, 32(7):9-12.LEI Yu-cheng, LI Tao, QIN Min-ming, et al. Cavitation Erosion Resistance of Co Alloy Coating on 304 Stainless Steel by TIG Cladding[J]. Transactions of the China Welding Institution, 2011, 32(7):9-12.
[30]WOODFORD D A. Cavitation-Erosion-Induced Phase Transformations in Alloys[J]. Metallurgical Transactions, 1972, 3(5):1137-1145.
[31]秦承鵬, 鄭玉貴. 17-4PH不銹鋼表面激光熔覆鈷基合金涂層的空蝕行為研究[J]. 腐蝕科學與防護技術, 2011, 23(3):209-213.QIN Cheng-peng, ZHENG Yu-gui. Cavitation Erosion Behavior of a Laser Clad Co-Based Alloy on 17-4PH Stainless Steel[J]. Corrosion Science and Protection Technology, 2011, 23(3):209-213.
[32]國旭明, 鄭玉貴, 姚治銘. CrMnB堆焊合金抗空蝕和沖刷磨損性能的研究[J]. 金屬學報, 2002, 38(9):936-940.GUO Xu-ming, ZHENG Yu-gui, YAO Zhi-ming. Cavitation Erosion and Erosive Wear Resistance of CrMnB Overlayers[J]. Acta Metallrugica Sinica, 2002, 38(9):936-940.
[33]FINNIE I. Some Observations on the Erosion of Ductile Metals[J]. Wear, 1972, 19(1):81-90.
[34]FINNIE I, MCFADDEN D H. On the Velocity Dependence of the Erosion of Ductile Metals by Solid Particles at Low Angles of Incidence[J]. Wear, 1978, 48(1):181-190.
[35]潘牧, 羅志平. 材料的沖蝕問題[J]. 材料科學與工程, 1999, 17(3):92-96.PAN Mu, LUO Zhi-ping. Erosion of Materials[J]. Materials Science and Engineering, 1999, 17(3):92-96.
[36]姜心, 張來斌, 樊建春, 等. 沖蝕角度對40CrNi2Mo材料沖蝕磨損性能的影響[J]. 潤滑與密封, 2012, 37(6):24-26.JIANG Xin, ZHANG Lai-bin, FAN Jian-chun, et al. Effect of Impact Angle on Erosive Resistance of 40CrNi2Mo[J]. Lubrication Engineering, 2012, 37(6):24-26.
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
-
標簽: 超高速激光熔覆, Stellite 6涂層, 顯微結構, 汽蝕, 沖蝕
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8148

腐蝕與“海上絲綢之路”
點擊數:6486