
工裝材料及熱處理的11個常見問題解答
2022-06-15 15:59:22
作者:熱處理生態圈 來源:熱處理生態圈
分享至:


在工裝夾具的設計和制造、使用和修理中,常常會遇到因材料及熱處理選擇不當而發生的問題,影響到產品的質量。在處理這些問題時,往往不能單從材料及熱處理范圍內進行改進,還需要對工裝夾具結構進行更改。
問題一
用V型塊作為定位件對圓形工件進行定位時,如果需用加大的夾緊力進行徑向夾緊,采用45鋼或20Cr進行滲碳淬火,則由于定位表面與工件為線接觸,單位面積上的壓力較大,并且材料表面硬、內部軟,容易產生凹坑,從而降低了V型塊的使用壽命。
處理方法:V型塊的材料可采用碳素工具鋼T8A、T10A或合金工具鋼CrWMn、CrMn,淬火硬度為58~63HRC,這樣就可以提高V型塊的使用壽命。
問題二
對于那些形狀特殊或厚薄相差很懸殊的零件,因熱處理時冷卻速度不均勻,容易產生裂紋。如圖1所示的零件,若用碳素工具鋼制造(設計時應盡量避免),在淬火時很容易產生裂紋,甚至整圈斷裂。
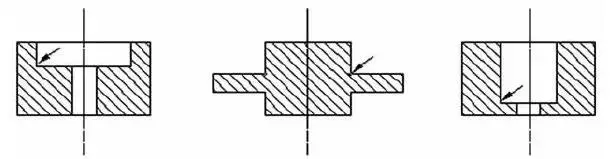
圖1 極易產生淬火裂紋的零件
(箭頭所指為易裂的部位)
處理方法:
①改尖角為圓角,避免淬火時產生應力集中,并且適當增加厚度;
②降低零件的硬度要求,采用先熱處理、后機械加工的辦法制造;
③選用淬透性好,用較緩慢冷卻也能淬硬的合金鋼來制造;
④對容易產生裂紋的部位及其附近不進行淬硬處理。
問題三
厚度不均而且帶有直角面的大型定位件(如圖2a所示的大型V型塊),如用碳素工具鋼T8A或合金工具鋼CrMn等制造,淬火時也容易產生裂紋,如圖中斷裂線所示處。
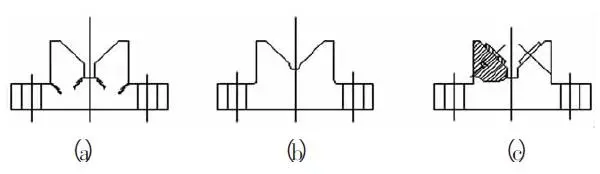
圖2 大型V形塊的相對其結構的影響
處理方法:
①將直角轉接處改成圓角過渡,如圖2b所示;
②改用組合式結構,如圖2c所示,在定位面上鑲以高硬度的墊片,這樣V型塊的主體則可以不采用高硬度材料。此處墊片用螺釘和銷子進行固定,但采用這種結構會影響V型槽面的平整性,對清理定位表面會帶來一定的麻煩;
③如果V型槽所受的夾緊力不大,則可以采用滲碳鋼(35鋼或20Cr),這樣也可以減少淬火開裂的可能性。
問題四
對于需要配鉆的銷子孔零件,若不考慮其配鉆的方向和材料硬度的關系,就會發生不能配鉆的問題。
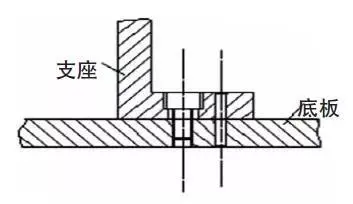
圖3 配鉆零件材料硬度的選擇
處理方法:如圖3所示兩個需要配鉆的零件,其配鉆方向為從上往下,在選擇材料硬度時應注意下部底板配鉆部位的硬度不能高,否則將不能進行配鉆。如果底板的其它部位需要高硬度,可以采用滲碳鋼進行局部滲碳來滿足這一要求。
問題五
對于需要壓套的部件,如不考慮其材料的硬度對保證位置精度及壓套方便性的影響,則不能滿足制造要求和使用要求。如圖4所示的壓套部件,襯套內孔需要有較高的硬度。當它的位置尺寸L的公差δ要求較嚴時,由于主體安裝孔需要在熱處理后進行加工,因此這一部位的硬度不能高,否則將難以用坐標鏜床進行加工。
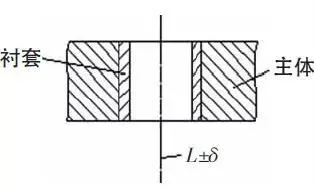
圖4 壓套部件材料硬度的選擇
處理方法:如果主體的其它部位需要有較高的硬度要求,則可用滲碳鋼來制造,并進行局部滲碳來滿足使用的要求。但在某些情況下,如果主體需要采用全部為高硬度的材料,則襯套外圓應保持低硬度,以避免“硬碰硬”的壓套方式;此時,襯套可采用滲碳鋼,其內孔進行局部滲碳以達到高硬度,而其外圓不滲碳以保持低硬度。
問題六
對于大型平板型底座,如圖5a所示,當上下平面的平面度及相互之間的平行度要求較高,需要用刮削加工來保證時,如果采用鋼料(如45鋼),則使刮削困難,而且容易自然變形,不容易保證精度要求。
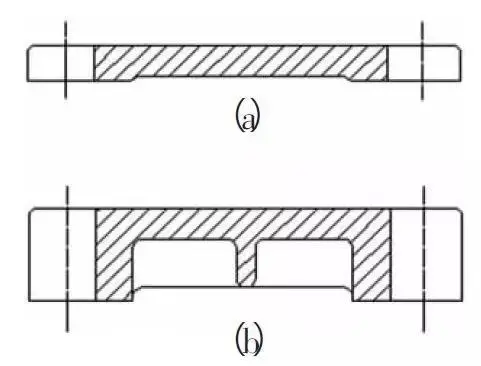
圖5 大型平板形底座的材料選擇及其相應的結構
處理方法:大型平板底座以采用鑄件(如HT21-40)較好,因此其結構形狀也應作相應更改,如圖5b所示。此處應注意,鑄件剛性的好壞,主要取決于合理的截面形式,即合理布置加強筋,而不宜單純增加其壁厚。關于鑄件的壁厚,對工裝夾具來說,通常取12~16mm即可。
問題七
尺寸較大而硬度和精度要求較高的零件,如圖6a所示兩孔很近但壁厚很不均勻的整體式鉆模板,即使采用熱處理變形較小的合金工具鋼,先進行精加工再進行熱處理,也容易產生較大的變形,破壞熱處理前精加工所獲得的精度,保證不了鉆模板的精度要求,而且用料也不經濟。但若采用硬度不高的材料如45鋼在熱處理后進行精加工,則在使用時又容易磨損。
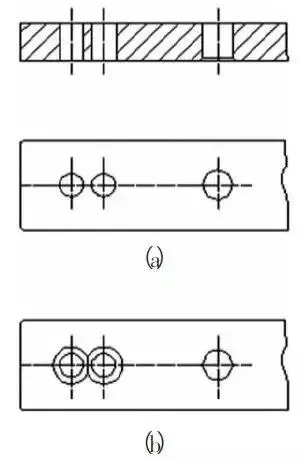
圖6 整體式鉆模板的熱處理變形及削扁鉆套的應用
處理方法:對于這種鉆模板可采用硬度不高的材料,鑲上兩個磨削扁的鉆套,如圖6b所示。因為磨削扁的鉆套的內外圓及扁平面,都可以在熱處理后再進行精加工,這樣就可以保證尺寸精度的要求。
問題八
對于使用時容易磨損的滲碳表面,在返修時往往會將滲碳層磨掉,而且滲碳表面越往里硬度越低,這樣就會影響工裝夾具的使用壽命。
處理方法:對磨損嚴重的、經常需要返修的表面,最好采用組合式結構,在容易磨損處鑲高硬度的碳素工具鋼或合金工具鋼制成的零件。
問題九
大面積的滲碳表面,因淬火后變形較大,制造過程中磨去變形量后,兩端滲碳層也就被磨去,影響使用性能。
處理方法:
①減少滲碳表面的面積,改為斷續表面,這樣可以減少變形量,并可減少所磨去的滲碳層。
②主體零件不采用滲碳材料,而在上面鑲上用高硬度的碳素工具鋼或合金工具鋼制造的零件,改成組合式結構。
問題十
采用鑄鋁作為工裝夾具主體時,對于與它進行過盈配合的零件(如定位銷、定位軸等),當受到交變載荷或較大的切削力時,由于鑄鋁的組織比較疏松,容易發生松動。
處理方法:把工裝夾具的主體材料由鑄鋁改為鑄鐵或鋼料,這樣可增加過盈配合的牢固性。
問題十一
夾緊裝置與工裝夾具上其它零件相接觸的摩擦表面,由于受力較大而沒有設置耐磨墊進行保護,因此會因磨損快而影響工裝夾具正常工作,并需要經常返修。
處理方法:在工裝夾具受力較大而磨損較嚴重的部位,應設置耐磨墊進行保護。這里耐磨墊應采用硬度較高的材料來制造,如選用T8A等材料,硬度為53~58HRC。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8148

腐蝕與“海上絲綢之路”
點擊數:6486