
一文了解表面處理工藝
2022-07-05 13:39:06
作者: 材易通 來源: 材易通
分享至:


1、表面處理概念
利用現代物理、化學、金屬學和熱處理等學科的邊緣性新技術來改變零件表面的狀況和性質,以達到預定性能要求的工藝方法,稱為表面處理。



2、表面處理技術的分類(按工藝特點)
①表面改性技術(金屬、非金屬)
通過物理、化學等方法,改變材料表面的形貌、相組成、微觀結構、缺陷狀態、應力狀態。材料表面化學組成不變。
②表面合金化技術(金屬)
通過物理方法,使添加材料進入基體,形成合金化層。
③表面轉化膜技術(金屬)
通過化學方法,使添加材料與基體發生化學反應,形成轉化膜。
④表面涂(鍍)層技術(金屬、非金屬)
通過物理、化學方法,使添加材料在基體表面形成鍍、涂層。基材不參與涂層的形成。
3、常見的表面處理方法
3.1 表面改性技術
通過物理、化學等方法,改變材料表面的形貌、相組成、微觀結構、缺陷狀態、應力狀態。材料表面化學組成不變。
01 表面淬火
表面淬火是指在不改變鋼的化學成分及組織情況下,利用快速加熱將表層奧氏體化后進行快速冷卻(淬火),使表面硬化的一種熱處理方法。
02 噴砂
噴砂處理是利用高速噴射出的砂粒或鐵粒,對工件表面進行撞擊,以提高零件的部分力學性能和改變表面狀態的工藝方法。
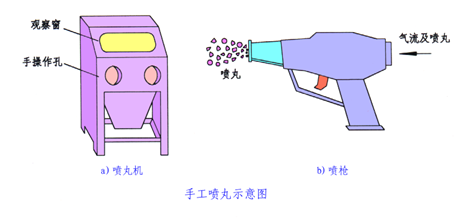
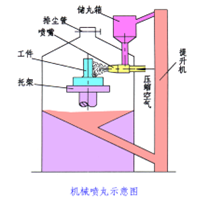
噴砂與噴丸處理,工藝相似,主要差別在沙粒直徑上。該工藝主要應用于提高零件機械強度以及耐磨性、抗疲勞和耐蝕性等,還可用于表面消光、去氧化皮和消除鑄、鍛、焊件的殘余應力等。

03 滾壓
滾壓是在常溫上用硬質滾柱或滾輪施壓于旋轉的工件表面上,并沿母線方向移動,使工件表面塑性變形、硬化,以獲得準確、光潔和強化的表面,或特定花紋的處理工藝。


04 拉絲
在外力作用下使金屬強行通過模具,金屬橫截面積被壓縮,并獲得所要求的橫截面積形狀和尺寸的技術加工方法稱為金屬拉絲工藝。使其改變形狀、尺寸的工具稱為拉絲模。拉絲可根據裝飾需要,制成直紋、亂紋、波紋、螺紋等幾種。

直紋 亂紋

波紋 螺紋
直紋拉絲
是指在金屬表面用機械磨擦的方法加工出直線紋路。
亂紋拉絲
是在高速運轉的銅絲刷下,使金屬板前后左右移動磨擦所獲得的一種無規則、無明顯紋路的亞光絲紋。這種加工對金屬板的表面要求較高。
波紋
一般在刷光機或擦紋機上制取。利用上組磨輥的軸向運動,在金屬板表面磨刷,得出波浪式紋路。
螺紋
是用一臺在軸上裝有圓形毛氈的小電機,將其固定在桌面上,與桌子邊沿成60度左右的角度,另外做一個裝有固定金屬板的拖板,在拖板上貼一條邊沿齊直的聚酯薄膜用來限制螺紋進度。利用毛氈的旋轉與拖板的直線移動,在金屬板表面旋擦出寬度一致的螺紋紋路。
05 拋光
拋光是對零件表面進行修飾的一種光整加工方法,一般只能得到光滑表面,不能提高甚至不能保持原有的加工精度,隨預加工狀況不同,拋光后的Ra值可達1.6~0.008 mm ,按照實現原理的不同,可分為機械拋光和化學拋光。

1)輪式拋光
用高速旋轉的柔性拋光輪和極細的磨料對工件表面進行滾壓和微量切削實現拋光。拋光輪用多層帆布、毛氈或皮革疊制而成,用于較大零件的拋光。

2)滾筒拋光和振動拋光
將工件、磨料和拋光液裝入滾筒或振動箱內,滾筒緩慢滾動或振動箱振動,使工件與工件,工件與磨料相互摩擦,加上拋光液的化學作用,除去工件表面的油污、銹層,磨去凸峰,從而獲得光滑的表面。用于細小而量大零件的拋光,后者比前者生產率高,拋光效果更好。

3)化學拋光
將金屬零件浸入特制的化學溶液中,利用金屬表面凸起部位比凹洼部位溶解速度快的現象,實現零件表面的拋光。


4)生物拋光
生物拋光是一種用纖維素酶改善纖維素纖維制品表面的整理工藝,以達到持久的抗起毛起球并增加織物的光潔度和柔軟度。生物拋光是去除從紗表面伸出來的細微纖維,這些微纖被去除了就不會起毛起球,色澤也更光亮,表面茸毛減少使得布面更光潔。

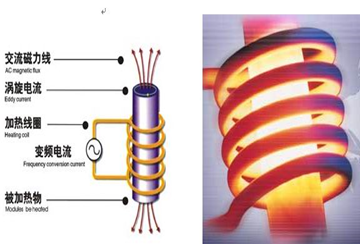
06 激光表面強化
激光表面強化是用聚焦的激光束射向鋼件表面,在極短時間內將工件表層極薄的材料加熱到相變溫度或熔點以上的溫度,又在極短時間內冷卻使工件表面淬硬強化。激光表面強化可分為激光相變強化處理、激光表面合金化處理和激光熔覆處理等。
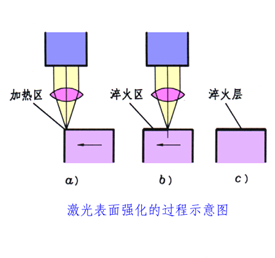
激光表面強化的熱影響區小,變形小,操作方便,主要用于局部強化的零件,如沖裁模、曲軸、凸輪、凸輪軸、花鍵軸、精密儀器導軌、高速鋼刀具、齒輪及內燃機缸套等。
3.2 表面合金化技術
通過物理方法,使添加材料進入基體,形成合金化層。該技術的典型工藝,就是金屬的滲碳、滲氮處理。通常是將金屬與滲劑同放置于密閉的腔體內,采用加熱、真空等措施,活化金屬表面,經分解、吸收、擴散過程等作用使碳、氮進入金屬基體。


3.3 表面轉化膜技術
通過化學方法,使添加材料與基體發生化學反應,形成轉化膜。
01 鋼鐵的發黑與磷化處理
發黑:是金屬熱處理的一種常用手段,原理是使金屬表面產生一層氧化膜,以隔絕空氣,達到防銹目的。外觀要求不高時可以采用發黑處理,鋼制件的表面發黑處理,也有被稱之為發藍的。發藍處理是一種化學表面處理,其主要作用是在工件表面形成一層致密的氧化膜,防止工件腐蝕上銹,提高工件的耐磨性,它只是一種表面處理,不會對內部組織產生任何的影響,它不是熱處理,和淬火有根本的區別。

磷化:是一種化學與電化學反應形成磷酸鹽化學轉化膜的過程,所形成的磷酸鹽轉化膜稱之為磷化膜。磷化的目的主要是:給基體金屬提供保護,在一定程度上防止金屬被腐蝕;用于涂漆前打底,提高漆膜層的附著力與防腐蝕能力;在金屬冷加工工藝中起減摩潤滑使用。磷化是常用的前處理技術,原理上應屬于化學轉換膜處理,主要應用于鋼鐵表面磷化,有色金屬(如鋁、鋅)件也可應用磷化。工件(鋼鐵或鋁、鋅件)浸入磷化液(某些酸式磷酸鹽為主的溶液),在表面沉積形成一層不溶于水的結晶型磷酸鹽轉換膜的過程,稱之為磷化。
02 不銹鋼著色
隨著不銹鋼的應用普及,不銹鋼著色工藝需求逐步得到重視,目前不銹鋼不僅可以著黑色,還可以得到藍色、綠色、褐色、橙色等顏色。
1)黑色:
不銹鋼著黑色主要應用于光學小光場合,著色方法有鉻酸浴熔融法、鉻酸鹽化學氧化法、硫化法。

2)彩色:
不銹鋼表面去除氧化膜厚,采用鉻酸-硫酸等溶液處理,可以得到不同的顏色,膜的顏色隨厚度變化而變化,同時與材料的成分和表面處理方法有一定關系。
常用不銹鋼中,奧氏體不銹鋼最適合著色處理;而鐵素體由于著色溶液有腐蝕傾向,得到的色彩不如前者鮮艷;馬氏體耐腐蝕性能更差,僅能得到灰黑或黑色的表面。

鈍化處理:
鈍化實際上就是替代防銹油的一種現代工藝,它的原理是利用鈍化液的氧化性物質促使金屬表面活潑的金屬離子轉變成鈍化態,不易被氧化的狀態,而達到金屬防銹的效果,金屬與氧化性質作用時,會在金屬表面形成一種非常薄的,致密的,覆蓋性能良好的,牢固地吸附在金屬表面上的鈍化膜。這層膜就叫做鈍化膜。

鈍化的優點:
1.藥液穩定不揮發,可重復使用,與防銹油相比節約成本40%以上。與傳統的物理封閉法相比,鈍化處理后具有絕對不增加工件厚度和顏色的特點。
2.處理后的工件表面無油膩,干凈清爽。由于鈍化的過程屬于無反應狀態進行,鈍化劑可反復添加使用,因壽命更長,成本更經濟。
3.形成的鈍化膜更結實,不易被破壞和清除,性能更穩定,耐蝕性提高8—50倍。鈍化促使金屬表面形成的氧分子結構鈍化膜,膜層致密,性能穩定,并且在空氣中同時具有自行修復作用,因此與傳統的防銹油相比,更穩定,更具耐蝕性。
03 銅及銅合金著色
銅的著色主要應用在裝飾品與美術品上,比如古代的青銅制品。
綠色(碳酸銅)
黑色(硫化銅或氧化銅)
藍色(堿性銅氨絡合物)
紅色(氧化亞銅)
04 鋁合金的氧化與著色處理
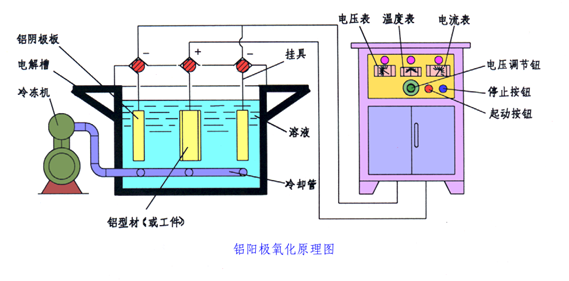
鋁合金的硬質陽極氧化:
鋁合金經硬質陽極氧化處理,表面可形成厚度30~50μm和硬度約500HV左右的膜層,具有優異抗蝕和耐磨性能。鋁合金硬質陽極氧化處理后的應用范圍十分廣泛,涉及紡織、自行車、照相機、氣動元件、手術器械、光學儀器等各行業,適用于缸套、活塞、齒輪、葉輪、導軌、軸承、模具工程構件。

鋁合金氧化膜著色
鋁合金陽極氧化膜具有多孔性和化學活性,很容易進行著色處理,根據顯色體存在位置不同,可分為:
a化學浸漬著色
b電解整體著色
c電解著色
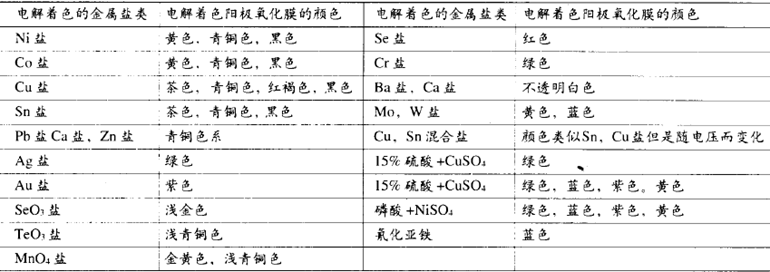
彩色鋁合金在生活中的應用



免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8148

腐蝕與“海上絲綢之路”
點擊數:6486