
螺栓連接的疲勞失效模式有哪些?
2022-12-02 14:11:17
作者:本網整理 來源:非標機械設計學習
分享至:


螺栓連接疲勞失效的場景其實很多,大到航空航天,小到自行車,都會出現這種問題,今天咱們通過一個視頻了解一下這方面的知識,很棒的專業資料:
在我們工作中遇到的螺紋緊固件主要的失效模式看分為:
①裝配擰拉斷裂;
②螺紋受剪切力擰斷;
③應力集中部位使用后斷裂;
④疲勞斷裂;
⑤延時斷裂;
⑥零件扭矩報警;
⑦螺紋滑牙。
常見失效模式的原因分析:
①裝配擰拉斷裂;

②螺紋受剪切力擰斷;
③應力集中部位使用后斷裂;
④疲勞斷裂;

⑤延時斷裂;
⑥零件扭矩報警;
⑦螺紋滑牙。
常見失效模式的原因分析
①裝配擰拉斷裂:
擰拉斷裂特征為斷裂部位明顯縮頸伸長,造成擰拉斷裂的常見原因主要是由于聯接面摩擦系數過小;擰緊或預緊時施加的扭矩過大、施加扭矩時套筒與螺紋不同軸、施加扭矩時速度過快;零件本身的性能強度不夠以及緊固面與螺紋中心線垂直度超差。
②螺紋受剪切力擰斷:
受剪切力擰斷的斷口部位一般有螺旋狀,無明顯縮頸,造成螺紋受剪切力擰斷的常見原因是由于螺紋在擰緊過程中被卡死,例如:螺紋變形、相互聯接的牙型不一致、螺紋有焊渣燈情況;螺栓擰進的斷面被頂住,如螺母為盲孔的有效螺紋深度不夠。
③應力集中部位使用后斷裂:
應力集中部位使用后斷裂常見表現在螺栓頭部及頭部與螺紋桿過度的直角部位,造成應力集中部位斷裂的常見原因為頭部與螺紋桿過度的直角部位圓角過小;螺栓冷鐓成型時在頭部的塑性流線存在缺陷。被聯接面與螺栓垂直度超差。
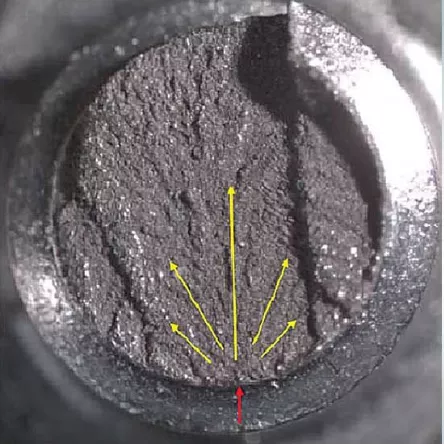
④疲勞斷裂:
在螺栓連接后使用的過程中主要的斷裂為疲勞斷裂,造成疲勞斷裂的常見原因有:預緊力不足;夾緊力衰減過大;螺栓尺寸、性能不合格;零件之間的相互配合、裝配環境、使用工況不能滿足設計要求。
⑤延時斷裂:
延時斷裂常見原因為氫脆,氫脆是在生產過程(如電鍍、焊接)中進入鋼材內部的微量氫,在內部殘余的或外加的應力作用下導致材料脆化甚至開裂。常見易發生氫脆的緊固件有:自攻釘/彈性墊圈/8級以上的經過電鍍表面處理的螺栓。
⑥零件扭矩報警:
零件扭矩報警常見發生在通過角度法控制扭矩的螺栓裝配過程中。造成緊固件扭矩報警失效模式及原因有:在裝配完成后,零件的最終扭矩,高于控制上限或低于控制下限:原因為零件的裝配扭矩控制范圍不合理,表現為設定控制范圍過小、控制范圍往上或往下偏移。
沒有預緊到預設角度,扭矩達到上限報警:原因為零件本身摩擦系數超上限、零件配合摩擦系數超上限、零件之間干涉,造成裝配扭矩急劇上升。
正常裝配,扭矩下限報警:原因為零件本身摩擦系數超下限或零件配合摩擦系數超下限,零件擰入時貼合扭矩大于初始扭矩(也即擰入力矩消耗過大),常見于鎖緊螺母的擰緊。
⑦螺紋滑牙:
螺紋連接常常出現螺紋滑牙,造成螺紋滑牙的主要原因有螺紋脫碳:常見現象為裝配時感覺扭矩加不上,螺栓拆下后,發現螺紋全部或部分被磨平,以及螺栓螺紋或者螺母孔表面硬度低;內外螺紋尺寸配合:相配合的聯接付接觸面積小,有兩種情況:一是接齒合的螺紋扣數少,二是螺紋與螺紋不在中徑以內接觸(即精度配合不好,螺栓螺紋和螺母的螺紋接觸不夠)。
同時,在裝配方法上如果裝配不對孔,強擰也會造成螺紋滑牙;螺紋摩擦系數過小:表面涂層、表面粗糙度、表面潤滑劑不合理和螺栓螺紋或者螺紋孔有異物,損壞螺紋以及螺栓跟螺母的螺距、角度變異都會導致螺紋滑牙。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8224

腐蝕與“海上絲綢之路”
點擊數:6544