
【材料課堂】各種焊接技術(shù)匯總,這下終于全了
2023-09-28 13:26:35
作者:本網(wǎng)整理 來(lái)源:金屬加工
分享至:



本文導(dǎo)讀
焊接技術(shù)直接影響著設(shè)備的使用性能,大部分運(yùn)行環(huán)境較為惡劣,因此焊接對(duì)于設(shè)備的制造和使用來(lái)說(shuō)有著重要的意義,下面,為大家匯總各種焊接技術(shù)。
一、焊接介紹
焊接:通常是指金屬的焊接。是通過(guò)加熱或加壓,或兩者同時(shí)并用,使兩個(gè)分離的物體產(chǎn)生原子間結(jié)合力而連接成一體的成形方法。
分類:根據(jù)焊接過(guò)程中加熱程度和工藝特點(diǎn)的不同,焊接方法可以分為三大類。
(1)熔焊 。將工件焊接處局部加熱到熔化狀態(tài),形成熔池(通常還加入填充金屬),冷卻結(jié)晶后形成焊縫,被焊工件結(jié)合為不可分離的整體。常見(jiàn)的熔焊方法有氣焊、電弧焊、電渣焊、等離子弧焊、電子束焊、激光焊等。
(2)壓焊。在焊接過(guò)程中無(wú)論加熱與否,均需要加壓的焊接方法。常見(jiàn)的壓焊有電阻焊、摩擦焊、冷壓焊、擴(kuò)散焊、爆炸焊等。
(3)釬焊 。采用熔點(diǎn)低于被焊金屬的釬料(填充金屬)熔化之后,填充接頭間隙,并與被焊金屬相互擴(kuò)散實(shí)現(xiàn)連接。釬焊過(guò)程中被焊工件不熔化,且一般沒(méi)有塑性變形。
焊接生產(chǎn)的特點(diǎn):
(1)節(jié)省金屬材料,結(jié)構(gòu)重量輕。
(2)以小拼大、化大為小,制造重型、復(fù)雜的機(jī)器零部件,簡(jiǎn)化鑄造、鍛造及切削加工工藝,獲得最佳技術(shù)經(jīng)濟(jì)效果。
(3)焊接接頭具有良好的力學(xué)性能和密封性。
(4)能夠制造雙金屬結(jié)構(gòu),使材料的性能得到充分利用。
應(yīng)用:焊接技術(shù)在機(jī)器制造、造船工業(yè)、建筑工程、電力設(shè)備生產(chǎn)、航空及航天工業(yè)等應(yīng)用十分廣泛。
不足:焊接技術(shù)也還存在一些不足之處,如焊接結(jié)構(gòu)不可拆卸,給維修帶來(lái)不便;焊接結(jié)構(gòu)中會(huì)存在焊接應(yīng)力和變形;焊接接頭的組織性能往往不均勻,并會(huì)產(chǎn)生焊接缺陷等。
二、各種焊接技術(shù)介紹
一、電弧焊
電弧:一種強(qiáng)烈而持久的氣體放電現(xiàn)象,正負(fù)電極間具有一定的電壓,而且兩電極間的氣體介質(zhì)應(yīng)處在電離狀態(tài)。引燃焊接電弧時(shí),通常是將兩電極(一極為工件,另一極為填充金屬絲或焊條)接通電源,短暫接觸并迅速分離,兩極相互接觸時(shí)發(fā)生短路,形成電弧。這種方式稱為接觸引弧。電弧形成后,只要電源保持兩極之間一定的電位差,即可維持電弧的燃燒。
電弧特點(diǎn):電壓低、電流大、溫度高、能量密度大、移動(dòng)性好等,一般20~30V的電壓即可維持電弧的穩(wěn)定燃燒,而電弧中的電流可以從幾十安培到幾千安培以滿足不同工件的焊接要求,電弧的溫度可達(dá)5000K以上,可以熔化各種金屬。
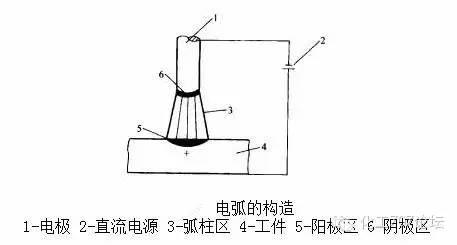
電弧組成:陰極區(qū)、陽(yáng)極區(qū)、弧柱區(qū)三部分,弧焊電源:焊接電弧所使用的電源稱為弧焊電源,通常可分為四大類:交流弧焊電源、直流弧焊電源、脈沖弧焊電源和逆變弧焊電源。
直流正接:采用直流焊機(jī)當(dāng)工件接陽(yáng)極,焊條接陰極時(shí),稱為直流正接,此時(shí)工件受熱較大,適合焊接厚大工件;直流反接:當(dāng)工件接陰極,焊條接陽(yáng)極時(shí),稱為直流反接,此時(shí)工件受熱較小,適合焊接薄小工件。采用交流焊機(jī)焊接時(shí),因兩極極性不斷交替變化,故不存在正接或反接問(wèn)題。
焊接冶金過(guò)程在電弧焊過(guò)程中,液態(tài)金屬、熔渣和氣體三者相互作用,是金屬再冶煉的過(guò)程。但由于焊接條件的特殊性,焊接化學(xué)冶金過(guò)程又有著與一般冶煉過(guò)程不同的特點(diǎn)。
首先,焊接冶金溫度高,相界大,反應(yīng)速度快,當(dāng)電弧中有空氣侵入時(shí),液態(tài)金屬會(huì)發(fā)生強(qiáng)烈的氧化、氮化反應(yīng),還有大量金屬蒸發(fā),而空氣中的水分以及工件和焊接材料中的油、銹、水在電弧高溫下分解出的氫原子可溶入液態(tài)金屬中,導(dǎo)致接頭塑性和韌度降低(氫脆),以至產(chǎn)生裂紋。
其次,焊接熔池小,冷卻快,使各種冶金反應(yīng)難以達(dá)到平衡狀態(tài),焊縫中化學(xué)成分不均勻,且熔池中氣體、氧化物等來(lái)不及浮出,容易形成氣孔、夾渣等缺陷,甚至產(chǎn)生裂紋。
為了保證焊縫的質(zhì)量,在電弧焊過(guò)程中通常會(huì)采取以下措施:
(1)在焊接過(guò)程中,對(duì)熔化金屬進(jìn)行機(jī)械保護(hù),使之與空氣隔開(kāi)。保護(hù)方式有三種:氣體保護(hù)、熔渣保護(hù)和氣-渣聯(lián)合保護(hù)。
(2)對(duì)焊接熔池進(jìn)行冶金處理,主要通過(guò)在焊接材料(焊條藥皮、焊絲、焊劑)中加入一定量的脫氧劑(主要是錳鐵和硅鐵)和一定量的合金元素,在焊接過(guò)程中排除熔池中的FeO,同時(shí)補(bǔ)償合金元素的燒損。
詳情請(qǐng)點(diǎn)擊鏈接查看:各種焊接技術(shù)知識(shí)匯總,20分鐘全搞定!
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8577

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6873