



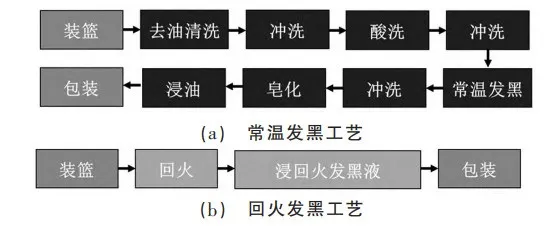
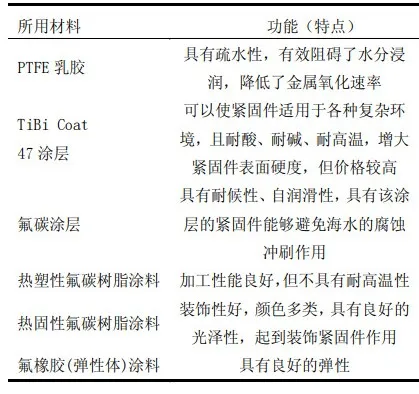
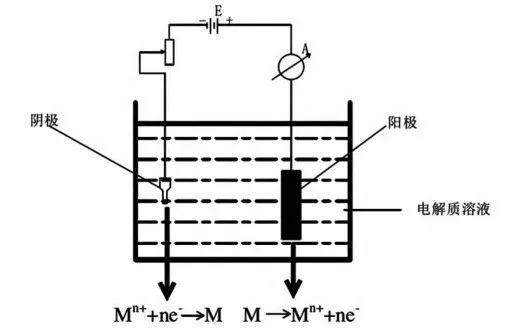
螺栓、螺釘、螺母和螺柱等金屬零件統稱為緊固件,能夠緊密連接各個機械部件以保證設施正常應用。因此,緊固件廣泛應用于船舶、汽車、農業和建筑等各 類產業,甚至在軍事、核電站、航空航天設備上發揮至關重要的作用。機械部件之間的連接效果極大程度上取決于緊固件的力學性能與耐久性能,因此,重要的 機械設施對于緊固件的性能要求更高。而良好的耐久性能是機械設施可靠使用的基本保證。 碳鋼、合金鋼、不銹鋼、硼鋼為制作緊固件的主要材料,其含碳量相較于生鐵更低,具有更為良好的耐腐蝕性能。然而,由于鋼材絕大部分成分為鐵金屬單質,于自然環境中仍不可避免產生氧化反應,生成更為穩定的氧化物形態,即疏松多孔的鐵銹。而含有大量腐蝕性介質(如酸、強氧化性離子等)的復雜環境下,則會進一步加速緊固件的受腐蝕速度,對于機械使用可靠性造成極大的負面影響。因此,科研人員常通過預處理緊固件表面以阻礙氧氣與鋼材接觸,提高其耐久性,避免緊固件受到腐蝕而導致機械部件之間的連接失效。 常用的表面預處理技術主要分為發黑、發藍、有機涂層和鍍金屬層等,各類技術所用材料、工藝及優缺點有所差異。為進一步推動緊固件表面預處理技術發展,提高各類機械設施的穩定使用,下面對現有緊固件預處理技術工藝進行總結,分析其優缺點及應用現狀,為緊固件防腐蝕技術奠定理論基礎。 50% off 發黑、發藍工藝 常溫發黑技術是通過將緊固件裝籃,反復去油清洗、酸清洗后,染黑后涂油并烘干;高溫發藍即高溫堿煮技術,將緊固件浸漬于含有硝酸鹽或亞硝酸鹽等強氧化性介質中,鐵單質在強氧化的作用下,先轉化成亞鐵酸鹽和高鐵酸鹽,而后進一步反應生成致密的Fe3O4薄膜。這兩種表面預處理工藝起源較早,已具有成熟的生產工藝技術,操作簡易,然而所采用的亞鐵鹽具有極大的毒性,危害工作人員的健康,且預處理后所產生的廢液難以處理,對環境危害也較大。 圖1 回火發黑與常溫發黑工藝比較 盡管采用發黑發藍工藝能夠使緊固件表面產生致密的氧化鐵薄膜,但對于高強度緊固件,氧化鐵薄膜的硬度及厚度仍有所欠缺,因此,采用涂層或鍍金工藝使緊固件表面附著高強度薄膜成為緊固件防腐的另一有效途徑。 涂層工藝 涂層工藝是指采用噴涂或浸涂等技術使緊固件表面覆蓋一層致密耐蝕材料。耐蝕材料可分為有機材料及無機材料。有機材料通常為高聚合物,其表面具有疏水、疏油的作用,能夠有效避免緊固件在復雜環境中受到氧氣、水分滲至基底金屬。而無機材料主要為鋅、鋁合金類材料,惰性金屬極為穩定,在環境中不易發生銹蝕,且堅硬程度良好,能夠滿足高強度緊固件的要求。 由表1可知,采用的有機材料為聚氨酯面漆、PTFE乳膠、TiBi Coat 47涂層和有機氟等,這些材料能夠按照緊固件所處的具體環境設計功能。 朱江等指出,PTFE乳膠粒子具有良好的疏水性,能夠阻礙水分子腐蝕緊固件的運輸途徑。 WILLIAM認為, 聚氨酯面漆具有良好的耐候能力,在暴曬環境下能夠保持良好的黏結性,提高了處于暴曬環境下的機械設施使用耐久性。 李世洪指出,采用氟碳樹脂和樹脂黏結劑所制作成的TiBi Coat 47涂層,將含有該涂層的緊固件至于任何環境下均能起到很好的防腐蝕作用,且具有良好的抗損、潤滑功能,但其成本較高,未能廣泛應用于緊固件表面防腐。 東曉林等表明,由氟碳樹脂所制成的氟碳涂層具有極好的耐候功能,且具有自潤滑性,甚至能夠保證緊固件于海洋環境下避免受到海水的腐蝕。因此,有機涂層技術能夠基于緊固件所處環境,研發所具有抵抗惡劣因素的具體功能,具有良好的發展前景。 涂層技術采用的無機材料有鋅合金、鋁合金等。合金類涂層能夠防腐的主要原因在于其表面致密,難以被氧化。此外,合金涂層還具有形成原電池效應,阻礙緊固件電化學腐蝕。 于雷等指出,銅鋅合金、鋅鋁合金能夠使水分呈弱堿性,并能夠使金屬形成微電池狀態,降低了金屬被電化學腐蝕的可能性。然而也有研究指出,對于緊固件這類重要的連接部件,應當采用相容性較好的合金材料,且需采用電位差較小的兩種合金材料,避免產生過高的電位差造成腐蝕。而需要注意的是,緊固件涂層工藝質量需通過觀察其表面,確定表面無裂痕、破損,是否具有良好的光澤、平滑性等。 鍍金工藝 鍍金工藝可主要為電化學鍍金,又可分為直流鍍金與脈沖鍍金。如圖2所示,其工藝為將緊固件置于電解液中,通過人為輸入電流,使電解液中的金屬離子轉化為單質固體形態,覆蓋于緊固件表面。而相較于直流鍍金,脈沖鍍金處理后緊固件表面所生成的合金膜孔隙率更低,并消除了氫脆效應,降低了合金膜的內部應力,使緊固件具有更為優良的耐腐蝕性能。 圖2 電鍍沉積機理 常用的電鍍材料為鋅、鉻等。相較于電鍍鋅,電鍍鉻成本更高,但由于鉻的硬度、耐磨性較好,常將該工藝應用于高強度緊固件的表面預處理。同時,電鍍工藝主要影響因素為電鍍液濃度、溫度、電流密度等。 何昭民對現有直流鍍鉻工藝進行優化后表明,CrO3最佳濃度為250 g/L、溫度58 ℃、陰極電流密度需保持在30 A/dm2,所預處理后緊固件耐蝕性能良好。此外有學者指出,鍍純鋅層難以滿足高強度緊固件的防腐蝕需要,通過采用鋅基合金的方法能夠從材料上優化電鍍鋅工藝效果,其中鋅鎳合金成為發展主流。 值得注意的是,若緊固件表面的金屬鍍層出現破損,表層金屬可能產生電極保護過度的現象導致有氫析出,緊固件韌性降低,導致機械部件連接失效,即氫脆現象,因此需采取一定的措施避免該現象,如增加金屬膜厚度、除油、酸洗等。 與發黑/發藍技術相似,電鍍技術所采用的電解質溶液消耗完后,產生的電鍍污泥成分復雜,含有大量的重金屬離子,若隨意排放極易造成環境污染、損害人體健康等危害。因此,需采取固化、熱處理、生物堆肥等方法進一步凈化后才得以減輕其危害。 由上所述,雖然電鍍工藝已較為成熟,但仍能從材料、工藝上進行優化,避免緊固件發生氫脆現象,獲取更為良好的耐腐蝕效果。此外,電鍍污泥極易對環境、人體健康造成危害,采用有效的措施處理電鍍污泥是電鍍工藝進一步發展的必經之路。 50% off 總結與展望 由上可知,發黑/發藍工藝已極為成熟,但 由于所產生的氧化鐵膜硬度較低,限制了其應用于高強度緊固件;涂層工藝能夠針對緊固件所處環境,使緊固件在復雜環境中具有相應的防腐蝕功能,具有良好的發展前景;鍍金工藝也已較為成熟,但易產生氫脆效應,仍就有較大的改進空間。 成熟的緊固件防腐技術已成為各類機械設施正常使用的重要保證,然而現有防的腐工藝仍需進一步改善。未來各類防腐工藝應從以下三點予以研究: 發黑/發藍工藝由于具有成本較低、無需額外材料等優點,可用于處理普通緊固件,未來應通過簡化工藝步驟,進一步降低成本。 能夠進行功能設計的有機涂層工藝具有良好的發展前景,因此應針對各類復雜環境中的緊固件所需要的功能,開發能夠適應該環境的功能涂層材料。 進一步改進鍍金工藝以避免緊固件產生氫脆現象,已成為該工藝發展的必經之路。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”