



論文封面
引用格式
研究背景
7系高強(qiáng)鋁合金由于密度小、高比強(qiáng)度、良好的耐腐蝕性和焊接性等優(yōu)良性能,已成為實(shí)現(xiàn)輕量化的理想材料之一。基于7系鋁合金存在的焊接難點(diǎn),激光焊接技術(shù)的應(yīng)用使得焊接接頭性能有所改善,但是其焊縫中依然存在氣孔缺陷。采用擺動(dòng)激光焊接,既能充分利用激光焊接的優(yōu)點(diǎn),又能減少常規(guī)激光焊接中存在的缺點(diǎn)。鑒于高強(qiáng)鋁合金焊接接頭內(nèi)部組織結(jié)構(gòu)的變化以及腐蝕環(huán)境的影響,結(jié)構(gòu)件極有可能發(fā)生晶間腐蝕或應(yīng)力腐蝕,所以研究高強(qiáng)鋁合金焊接接頭處的腐蝕行為具有重要意義。目前,大部分學(xué)者主要研究擺動(dòng)模式對接頭力學(xué)性能的影響,而本研究不僅探討了不同擺動(dòng)模式對7005鋁合金激光焊焊接件力學(xué)性能的影響,還研究了擺動(dòng)模式對腐蝕性能的影響。同時(shí)歸納總結(jié)了擺動(dòng)模式對接頭性能的影響機(jī)制,對高強(qiáng)鋁合金焊接具有重要指導(dǎo)意義和理論價(jià)值。
文章亮點(diǎn)
采用擺動(dòng)激光焊焊接7系高強(qiáng)鋁合金,闡明了擺動(dòng)模式對焊縫力學(xué)性能和腐蝕行為的影響作用,揭示了擺動(dòng)模式對接頭性能的影響機(jī)制。
圖文解析
采用擺動(dòng)激光焊焊接7005-T6鋁合金,獲得不同模式下成型良好的焊縫。圖1所示為焊接示意圖及擺動(dòng)路徑。圖2所示為焊縫宏觀成型。從圖2中可以看出,無擺動(dòng)時(shí)由于激光作用范圍窄,能量集中,同時(shí)存在裝配間隙,導(dǎo)致鋁合金實(shí)際連接面積極大減小。更換為擺動(dòng)激光時(shí),不僅擴(kuò)大激光作用區(qū)域,還降低了裝配難度。其中無窮模式下焊縫正反面魚鱗紋呈現(xiàn)均勻,焊縫與母材之間過渡平滑,說明在該模式下能量可均勻分布,從而有利于焊縫成型。
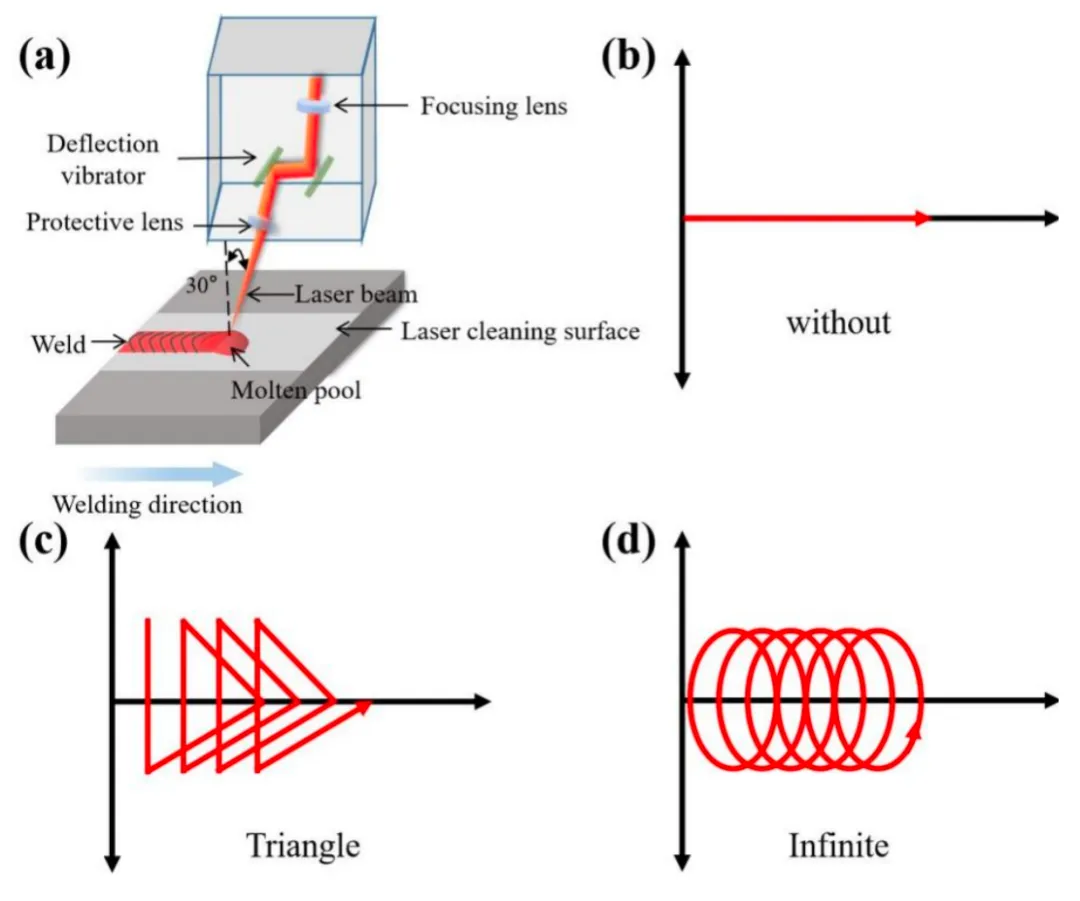
圖1 擺動(dòng)激光焊接示意圖及焊接路徑:(a) 擺動(dòng)激光焊示意圖;(b) 無擺動(dòng)模式路徑;(c) 三角模式路徑;(d) “∞”模式路徑
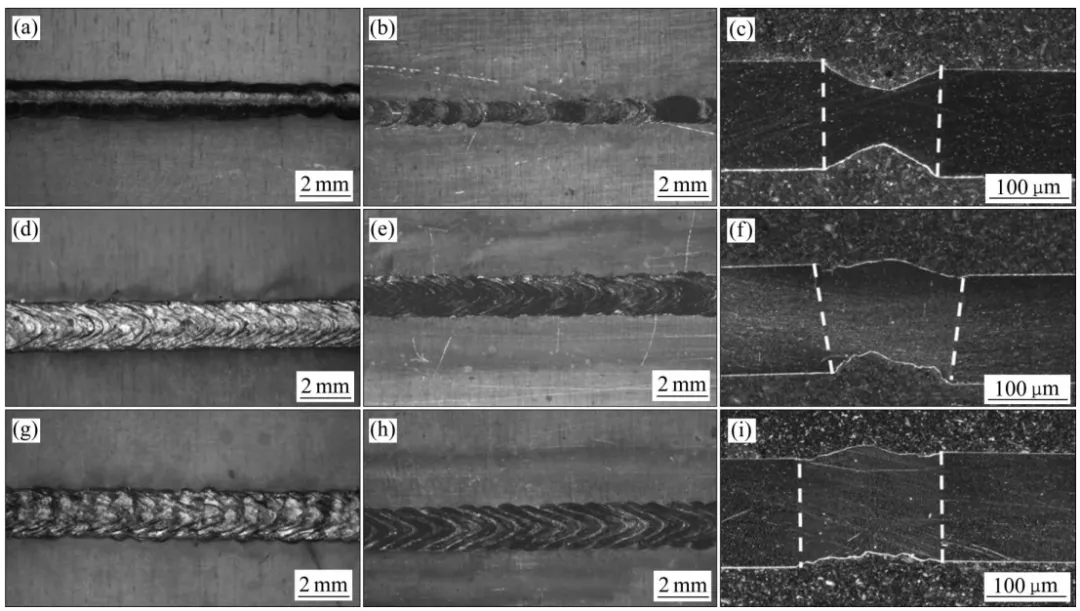
圖2 不同擺動(dòng)模式焊縫正反面及橫截面形貌:(a) (b) (c) 為無擺動(dòng)模式的前、后、橫截面;(d) (e) (f) 為三角擺動(dòng)模式的前、后、橫截面;(g) (h) (i) 為“∞”擺動(dòng)模式的前、后、橫截面
圖3所示為靠近熔合區(qū)焊縫的光學(xué)顯微形貌及焊縫縱剖面的氣孔形貌。三種模式接頭組織構(gòu)成一致,焊縫區(qū)為等軸枝晶,熔合線附近的焊縫區(qū)為柱狀晶組織,無擺動(dòng)接頭柱狀晶和等軸晶比較粗大。相比而言,激光擺動(dòng)時(shí)焊縫晶粒細(xì)化,且柱狀晶區(qū)域?qū)挾葴p少,如圖3(a)~(c)所示。激光擺動(dòng)焊接時(shí)較大的成分過冷以及激光束對熔池的攪拌和對流效應(yīng)抑制了柱狀晶的連續(xù)生長,使熔池內(nèi)初生的柱狀晶斷裂,斷裂的柱狀晶不僅可以提供更多的形核位點(diǎn),而且減小了柱狀晶區(qū)域?qū)挾取5靡嬗诩す馐鴮θ鄢氐臄嚢瑁悄J胶蜔o窮模式焊縫縱剖面的氣孔缺陷少于無擺動(dòng)模式,同時(shí)無窮模式氣孔的尺寸小于三角模式,如圖3(d)~(l)所示。
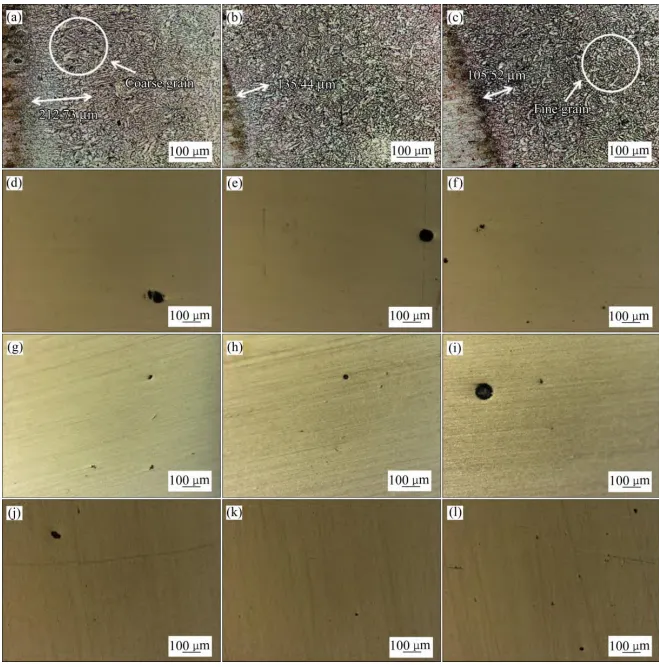
圖3不同擺動(dòng)模式下焊縫光學(xué)顯微形貌及焊縫縱截面氣孔形貌:(a) 無擺動(dòng)模式焊縫的光學(xué)顯微形貌;(b) 三角模式焊縫的光學(xué)顯微形貌;(c) “∞”模式焊縫的光學(xué)顯微形貌;(d) (e) (f) 無擺動(dòng)模式焊縫的氣孔形貌;(g) (h) (i) 三角模式焊縫的氣孔形貌;(j) (k) (l) “∞”模式焊縫的氣孔形貌
圖4所示為不同擺動(dòng)模式下焊縫處的EBSD測試結(jié)果。從圖4(a)~(c)中可以看出,擺動(dòng)的引入明顯改變焊縫處晶粒形態(tài),無窮模式晶粒更趨于細(xì)小等軸晶狀態(tài)。從圖4(d)~(f)中可以看出,無窮模式的平均晶粒尺寸最小,為31.4426 μm,表明光束擺動(dòng)可以細(xì)化焊縫處晶粒,無窮模式效果好于三角模式。增加擺動(dòng)不僅可以降低熔池峰值溫度,減少熱輸入,而且還能增加熔體流動(dòng)性,促使枝晶尖端破碎,從而為等軸晶形核提供更多形核位點(diǎn),達(dá)到細(xì)化晶粒的目的,從而提高力學(xué)性能。擺動(dòng)模式不僅可以細(xì)化焊縫處晶粒,還可以降低焊縫處位錯(cuò)密度,如圖4(g)~(i)所示。其中無窮模式最低,這是因?yàn)闊o窮模式下,雙向循環(huán)擺動(dòng)促使熱量分配均勻、熔池?cái)噭?dòng)效果更明顯、熔池峰值溫度低于無擺動(dòng)模式,這三個(gè)特點(diǎn),均使得無窮模式位錯(cuò)密度最低。從圖4(j)~(l)中可以看出,增加擺動(dòng)可以降低織構(gòu)指數(shù),其中無窮模式的織構(gòu)指數(shù)低于三角模式的織構(gòu)指數(shù),使得晶粒更趨于等軸晶,能夠提高焊縫的塑性變形能力。

圖4 不同擺動(dòng)模式下焊縫的反極圖、晶粒尺寸統(tǒng)計(jì)圖、KAM圖和極圖:(a) (d) (g) (j) 無擺動(dòng);(b) (e) (h) (k) 三角;(c) (f) (i) (l) “∞”
圖5所示為不同擺動(dòng)模式下焊接接頭的硬度分布。從曲線整體來看,三種模式下焊接接頭的硬度分布均以焊縫為中心呈對稱分布,焊縫處硬度值最低(約120HV),其次為熱影響區(qū)(約150HV),母材處硬度最高(約180HV)。結(jié)果表明,無擺動(dòng)模式焊縫硬度值最低,無窮模式最高。這個(gè)結(jié)果說明增加擺動(dòng)有利于細(xì)化焊縫晶粒,達(dá)到細(xì)晶強(qiáng)化,從而提高焊接接頭力學(xué)性能的目的。
圖6所示為不同擺動(dòng)模式焊接接頭的抗拉強(qiáng)度及伸長率。觀察試樣斷裂位置,發(fā)現(xiàn)斷裂位置均在焊縫靠近熔合區(qū)附近,原因可能如下:第一,焊縫區(qū)的硬度低于熱影響區(qū)和母材,使之成為最容易斷裂的位置;第二,熔合區(qū)附近的組織為指向焊縫中心的粗大柱狀晶,焊縫區(qū)為等軸樹枝晶,其組織不均以及柱狀晶組織均不利于塑性變形,導(dǎo)致斷裂發(fā)生。從圖6中可以看出,無擺動(dòng)模式、三角模式及無窮模式焊接接頭的抗拉強(qiáng)度分別為 334.9 MPa、 350.8 MPa、 370.8 MPa, 伸 長 率 分 別 為 1.2%、1.3%、2%。無窮模式接頭具有較高抗拉強(qiáng)度的原因可能如下:1) 晶粒細(xì)化產(chǎn)生更多晶界,可阻止裂紋擴(kuò)展,提高力學(xué)性能;2) 該模式下接頭的有效連接面積優(yōu)于其他兩種模式,如圖2所示;3) 無窮模式下焊縫氣孔較其他兩種模式小。氣孔的存在會(huì)顯著降低力學(xué)性能。結(jié)合焊接接頭宏觀形貌結(jié)果,無窮模式接頭過渡平滑可以有效避免因尖銳或凹陷處的應(yīng)力集中而產(chǎn)生的裂紋源。這也可能是無窮模式接頭抗拉強(qiáng)度高于其他兩者的原因。
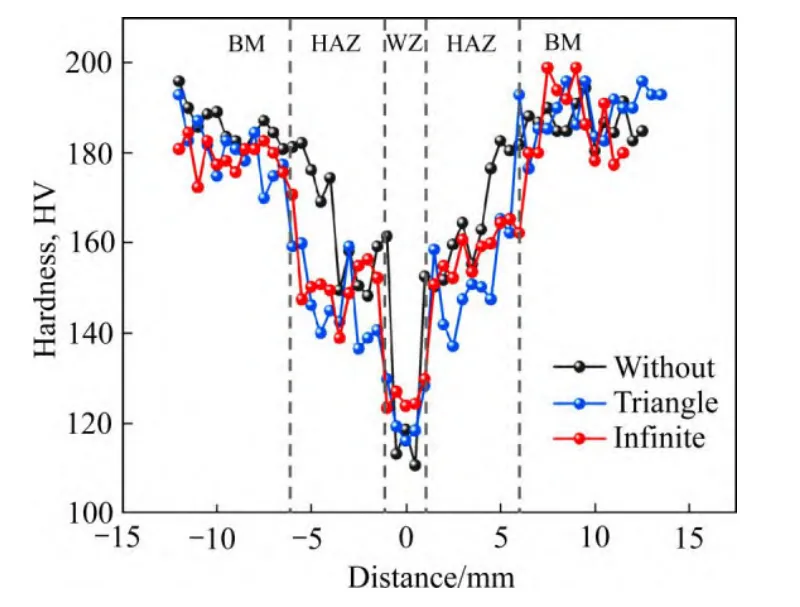
圖5 不同擺動(dòng)模式下焊接接頭硬度分布
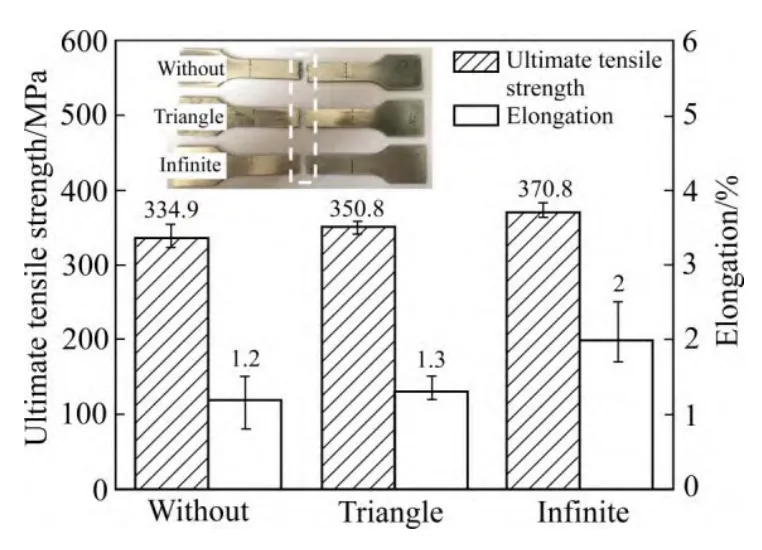
圖6 不同擺動(dòng)模式下焊接接頭抗拉強(qiáng)度及伸長率
圖7所示為室溫下不同擺動(dòng)模式下焊縫區(qū)域在3.5% NaCl溶液中的Tafel圖和Nyquist圖。從圖7(a)中可以看出,無擺動(dòng)模式下的腐蝕電壓最低,腐蝕傾向最大,擺動(dòng)的引入可以減小腐蝕傾向,提高焊縫的耐蝕性。由于表面缺陷會(huì)對腐蝕過程有影響,所以腐蝕電流密度和腐蝕電壓結(jié)果略有差異。圖7(b)表明改變擺動(dòng)模式可以增加電荷轉(zhuǎn)移電阻,從而提高焊縫的耐蝕性,其中無窮模式的電荷轉(zhuǎn)移電阻最大,耐蝕性較好。組織均勻性和化學(xué)成分均勻性程度會(huì)影響焊縫區(qū)域的腐蝕行為。擺動(dòng)模式下焊縫的耐蝕性高于無擺動(dòng)模式是因?yàn)榧す馐袷幐行У乜刂屏撕缚p中合金元素的分布,減輕了宏觀偏析。
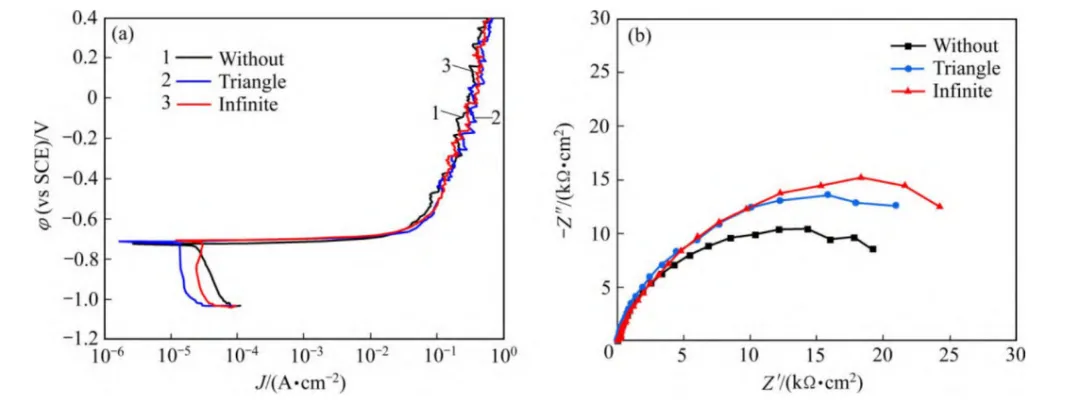
圖7 不同擺動(dòng)模式下焊縫處的Tafel圖和Nyquist圖:(a) Tafel圖;(b) Nyquist圖
圖8所示為焊縫各時(shí)間段失重情況,擺動(dòng)的引入可以顯著降低失重,提高焊縫的耐蝕性,其中無窮模式下焊縫失重最少。截至24 h之前,無擺動(dòng)模式下的焊縫腐蝕速率明顯高于三角擺動(dòng)模式和無窮擺動(dòng)模式。造成這個(gè)結(jié)果的原因可能是擺動(dòng)的引入可以增加熔池存在的時(shí)間,增加強(qiáng)化元素的燒損,從而導(dǎo)致晶界析出相的尺寸和數(shù)量的減少。晶界析出相的不連續(xù)性可以減緩晶界腐蝕通道的形成,從而降低腐蝕速率。
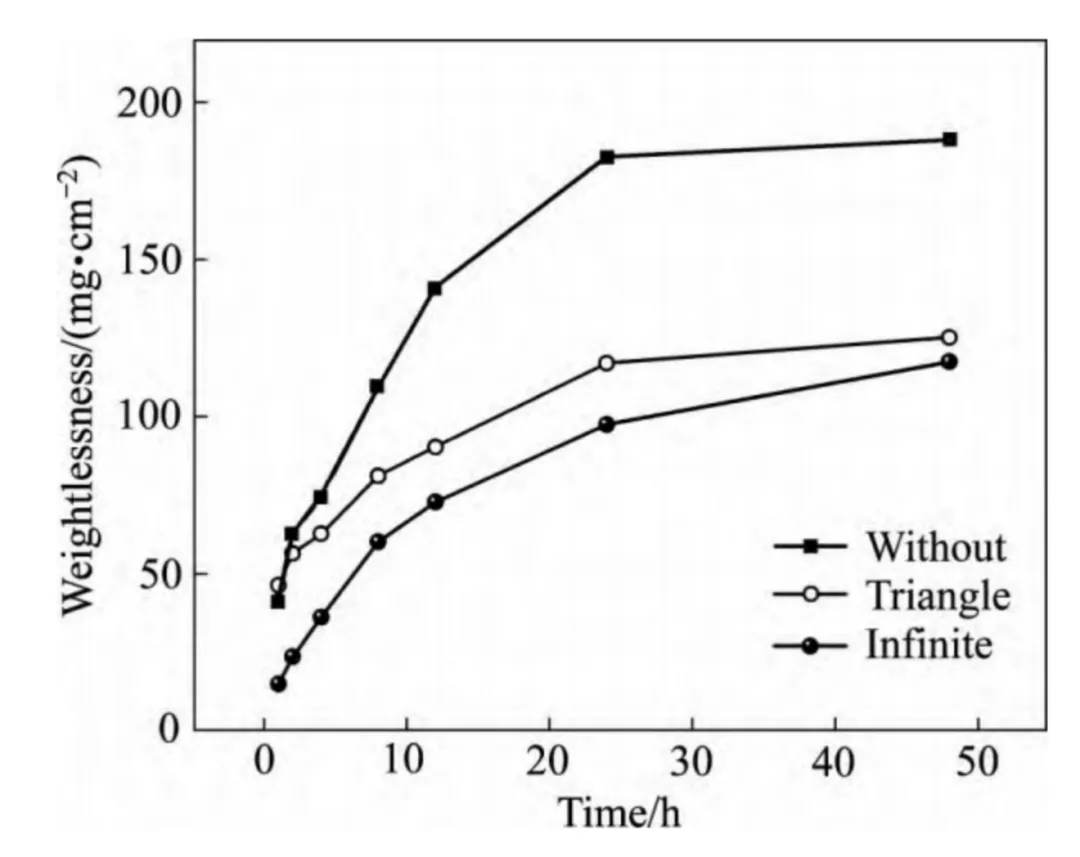
圖8 不同擺動(dòng)模式下焊縫各時(shí)間段失重曲線
圖9所示為焊縫析出相TEM圖。從圖9(a)中可以觀察到晶界上有連續(xù)析出相分布,可以歸因于凝固過程的偏析。強(qiáng)化元素Zn、Mg、Cu的高度富集使得晶界形成 S 相,同時(shí)發(fā)現(xiàn)少量 MgSi相,如圖9(a)中紅色虛線區(qū)域。經(jīng)過晶面間距測量及衍射斑點(diǎn)標(biāo)定,可以確定物相為Mg2Si相,如圖9(b)和(c)所示。元素偏析不僅導(dǎo)致晶界處S相的形成,與快速冷卻的結(jié)合也限制了晶內(nèi)強(qiáng)化相的再析出,如圖9(d)所示的無窮模式試樣中黃色虛線區(qū)域。因此,焊縫中存在晶界及周圍的粗大硬脆相區(qū)和強(qiáng)化相較少的軟晶粒內(nèi)部。晶界附近的硬相與軟晶粒內(nèi)部塑性不相容,晶間硬相容易通過微孔洞成核和最后的連接而產(chǎn)生裂紋,最終導(dǎo)致試樣斷裂。對比無擺動(dòng)模式和無窮模式晶界析出相的分布情況可知,無窮模式下硬相區(qū)域較少,故其微孔洞形核區(qū)域較少,結(jié)合激光束擺動(dòng)可以降低其氣孔缺陷,且細(xì)化晶粒,所以無窮模式下的焊縫力學(xué)性能高于無擺動(dòng)模式。晶內(nèi)強(qiáng)化相再析出受到限制時(shí),會(huì)使三角模式下焊縫內(nèi)遍布晶內(nèi)和晶界的位錯(cuò)更容易開動(dòng),從而減弱位錯(cuò)的強(qiáng)化效果,使得位錯(cuò)密度和硬度結(jié)果有所差異。
探究擺動(dòng)的引入對力學(xué)性能影響的同時(shí),不能忽略對腐蝕行為的研究。從電化學(xué)腐蝕和剝落腐蝕的結(jié)果可以看出,無窮模式接頭的耐蝕性最好。造成這個(gè)結(jié)果的原因可能是無窮模式下,熔池存在時(shí)間增加,元素?zé)龘p增加可減少析出相的形成;熔池?cái)嚢韪觿×遥沟梦龀鱿嘌鼐Ы绺訌浬⒎植迹鐖D9(d)所示。焊縫的晶間腐蝕是由于在晶界或晶界附近析出了一些第二相顆粒。這些晶界析出物作為鋁基體的陽極或陰極,導(dǎo)致晶界或沿晶的無析出帶發(fā)生嚴(yán)重的腐蝕。晶界處 Mg2Si相電位(−1.01 V)略低于 S 相(−1.00 V),容易最先發(fā)生溶解,其次S相電位低于鋁基體(−0.85 V),可作為陽極進(jìn)行溶解,并且Al2CuMg相的腐蝕速率遠(yuǎn)高于純鋁。這主要是由于S相中的Mg元素容易溶解,而腐蝕后沉積的Cu元素可以使顆粒的電極電位升高,從而加速M(fèi)g的溶解。Mg溶解后電位正移,變?yōu)殛帢O,Al基體作為陽極溶解。粗大S相是點(diǎn)蝕的優(yōu)先位點(diǎn),連續(xù)的 S 相更容易形成腐蝕通道,加快腐蝕進(jìn)行,不利于耐蝕性的提高。結(jié)合力學(xué)性能和腐蝕行為的結(jié)果,引入擺動(dòng)有利于提高焊縫的力學(xué)性能和耐蝕性,從而達(dá)到輕量化的目的。
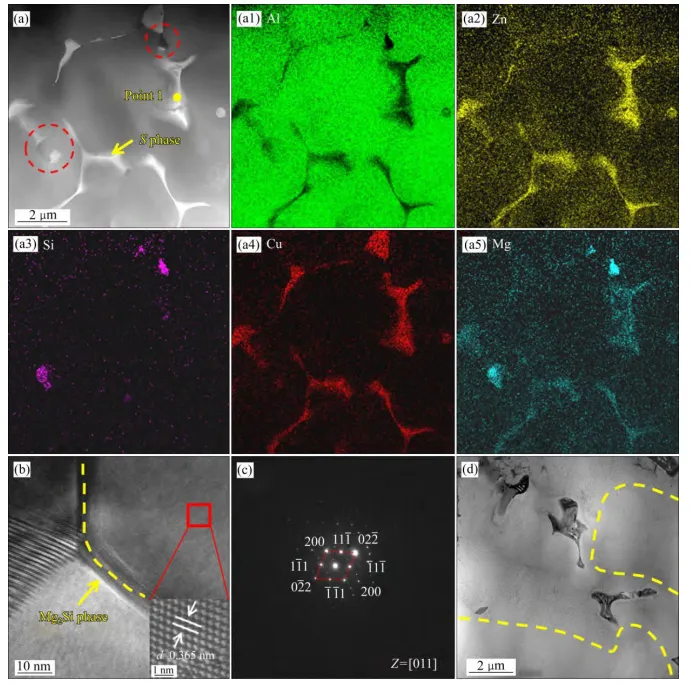
圖9 焊縫析出相TEM圖:(a) 無擺動(dòng)模式焊縫析出相的TEM-HAADF圖和TEM-EDS圖;(b) Mg2Si相HRTEM分析;(c) Mg2Si對應(yīng)的選擇性電子衍射;(d) “∞”模式的晶界析出相形貌
研究結(jié)論
(1)擺動(dòng)的引入可以改善焊縫成型,增加焊縫有效連接面積,減少氣孔缺陷,同時(shí)降低柱狀晶區(qū)域?qū)挾龋瑴p少組織不均勻性。
(2) 光束擺動(dòng)增加熔池?cái)嚢瑁粌H能減少柱狀晶尺寸,而且還能細(xì)化焊縫晶粒,提高接頭的硬度和抗拉強(qiáng)度,其中無窮模式性能較好。
(3) 擺動(dòng)模式下熔池存在時(shí)間增加,結(jié)合強(qiáng)化元素?zé)龘p現(xiàn)象,無窮模式下焊縫晶界析出相尺寸減小且更加彌散分布,減緩腐蝕通道的形成,有利于減小腐蝕傾向和降低剝落腐蝕失重,能夠提高焊縫的耐蝕性。
團(tuán)隊(duì)介紹

極端環(huán)境材料團(tuán)隊(duì)簡介: 團(tuán)隊(duì)負(fù)責(zé)人,崔洪芝,教授、博士、博導(dǎo),中國海洋大學(xué)材料學(xué)院院長。本科、碩士、博士分別畢業(yè)于山東大學(xué)、中國石油大學(xué),曾在美國Northwestern University做高級研究學(xué)者。目前擔(dān)任海洋材料與防護(hù)技術(shù)教育部工程研究中心主任、海洋裝備特種材料山東省工程研究中心負(fù)責(zé)人;兼任中國兵器特聘首席科學(xué)家、山東省硅酸鹽學(xué)會(huì)理事長、山東省材料學(xué)會(huì)副理事長等。主要研究方向?yàn)闃O端環(huán)境耐蝕耐磨耐熱材料設(shè)計(jì),高能束表面強(qiáng)化、焊接、增材制造等研究。先后承擔(dān)完成國家基金重點(diǎn)、國家863計(jì)劃、國際合作重點(diǎn)、山東省重大創(chuàng)新工程項(xiàng)目,以及其余縱、橫向項(xiàng)目50余項(xiàng)。以第一和通訊作者在Acta Materialia、Corrosion Science、J. Mater. Sci. Technol.、Nano Energy等發(fā)表SCI論文300余篇,他引10000余次,授權(quán)發(fā)明專利100余件,軟件著作權(quán)5項(xiàng),出版專著3部。作為第一完成人,2019年獲得國家技術(shù)發(fā)明二等獎(jiǎng),2008年獲得國家科技進(jìn)步二等獎(jiǎng),2022年獲得青島市科學(xué)技術(shù)最高獎(jiǎng),其余省部級獎(jiǎng)勵(lì)10項(xiàng),技術(shù)成果廣泛應(yīng)用于海工、能源、交通、工程機(jī)械、軍工等領(lǐng)域。入選“新世紀(jì)百千萬人才工程”國家級人選,享受國務(wù)院政府特殊津貼專家,山東省泰山學(xué)者攀登計(jì)劃專家等,榮獲全國杰出專業(yè)技術(shù)人才、全國三八紅旗手等稱號(hào)。2023年、2021年入選中國工程院院士有效候選人。

解雪云,碩士研究生,在崔洪芝教授的指導(dǎo)下進(jìn)行研究,研究方向?yàn)殇X合金焊接。
閱讀原文

免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時(shí)間聯(lián)系本網(wǎng)刪除。

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”