垃圾焚燒發電在減容和轉化經濟效益方面的優勢顯著,已成為國內外垃圾處理的最主要方式。目前,我國垃圾焚燒發電能力和裝機量居世界第一。國內建成和運行的垃圾焚燒電站越來越多,國家對垃圾處理的補貼也逐年降低,垃圾焚燒電站的經濟效益逐漸顯現,而其原本的垃圾處理功能已相對弱化。
提高垃圾焚燒電站鍋爐的主蒸汽參數可提升垃圾電站的發電效率。垃圾焚燒電站鍋爐高參數化后,最直接的影響就是金屬腐蝕的熱力學傾向顯著增加,鍋爐管道內壁對水汽運行工況的敏感度也相應提高,腐蝕反應加速,同時鍋爐管道外壁腐蝕也加劇。這是由于主蒸汽壓力的提高使管道受熱面處于高拉應力的工作環境中,因此腐蝕裂紋生長加快,受熱面的工作壽命縮短;同時,隨著主蒸汽壓力的提高,工質的飽和度升高,管道壁溫隨之升高,最終導致管道外壁腐蝕速率加快。張曉斌等[1]檢測發現垃圾焚燒電站鍋爐管道內壁局部區域腐蝕速率最高可達3 mm/a,管道內壁腐蝕減薄使泄漏和爆管事故增加。
對于垃圾焚燒鍋爐高參數化后管壁腐蝕加速,技術人員難于從現有的幾種防腐蝕技術和手段中進行選擇。為此,作者介紹了高參數垃圾鍋爐基材和主流涂層防護技術,構建了一套科學有效的評價體系與方法,以幫助相關科技人員合理地選擇滿足自身需求的涂層防護方法與技術。
1. 管道基體材料與涂層防護
1.1 基體材料
適合高參數垃圾焚燒電站鍋爐管道的管材有5種,分別為20G、12Cr1MoVG、15CrMoG、TP347H、TP310S,其性能和成本見表1。耐壁溫指的是材料在長期服役條件下所能承受的最高管壁溫度[2]。
鍋爐水冷壁的材料用量比過熱器大得多,因此鍋爐管道的主要成本取決于水冷壁材料,故在滿足服役性能條件下應多選用低成本的基體材料。20G在常溫、中高溫的范圍內有很高的強度,且焊接性能良好,可以滿足壁溫在450 ℃以下工況的需求。對于其在高煙溫條件下的腐蝕,可通過受熱面加涂層的方法進行防護,這也正是國內水冷壁基體材料絕大多數使用20G的主要原因。一般中、低溫過熱器管壁溫度小于500 ℃,腐蝕相對較輕,故可選用20G或15CrMoG。高溫過熱器壁溫均大于500 ℃,腐蝕速率較快,一般選用耐高溫腐蝕性較好的15CrMoG或12Cr1MoVG。這兩種低合金鋼性能接近,但后者的高溫性能更好。此外,過熱器材料還可選用TP310S和TP347H。這兩種不銹鋼具有良好的耐高溫腐蝕性能,但TP310S在煙溫接近800 ℃時開始軟化,其耐磨耐蝕性能也隨之下降,TP347H的高溫性能相對好一些[3]。
1.2 涂層防護技術
在高溫防護方面,能夠真正應用于垃圾鍋爐水冷壁和過熱器表面的涂層防護技術比較有限。熱噴涂技術盡管發源較早,但該技術制備的涂層與基體的結合強度偏低,且涂層孔隙率偏高,因此對垃圾鍋爐管的防護效果不盡如人意。相對來說,超聲速火焰噴涂(HVOF)技術在防護效果方面有較好表現。但該方法粉末沉積率低,制備成本偏高,且涂層服役壽命在5 a以下,導致其發展空間受限。激光熔覆是近年來發展迅速的一項表面技術,與堆焊技術相比,其對母材的熱影響小,且能夠有效改善管材焊接變形的問題,但存在設備投入高、工藝復雜等缺點,這使得該技術至今仍應用較少。此外,高溫陶瓷涂層技術在近年來得到快速發展,特別是熱固化陶瓷涂層技術。高溫陶瓷涂層由于具有可現場施工和投資成本低等優勢,受到一些中、小型企業的青睞,但陶瓷與金屬之間熱物理性能差異較大,多數涂層在使用1~2 a后就出現斑駁型脫落,需重新刷涂,這導致運行費用增加,因此該技術的應用也很有限[4]。
目前,Inconel625合金堆焊和低溫熔焊是垃圾焚燒發電鍋爐主要使用的涂層防護技術。堆焊涂層的壽命能達到10 a以上,是目前公認壽命最高的涂層。該技術應用成熟且廣泛,但存在稀釋率高、成本高及生產效率低等短板。低溫熔焊多指感應熔焊。自2018年我國成功開發了用于垃圾電站鍋爐管道的感應熔焊技術以來,該技術大有后來居上之勢。雖然感應熔焊涂層厚度僅約0.5 mm,但與厚度約2.5 mm的堆焊相比,其服役壽命接近,制備成本降低了40%,生產效率是堆焊的5~10倍。因此感應熔焊技術受到業界的普遍歡迎,發展前景廣闊[5]。2019年,針對高參數垃圾鍋爐的發展,在感應熔焊技術的基礎上,我國又成功開發了復合感應熔焊技術。該技術是在鎳基自熔合金重熔層表面通過超聲速等離子噴涂再噴涂一層NiCr-Cr2C3/YSZ/Al2O3+TiO2金屬陶瓷面層,對鍋爐管道起到了雙層防護的效果[6-7]。復合感應熔焊涂層的防護壽命基本與堆焊層相當,在中參數下壽命可達到10 a,在高參數下壽命超過8 a[8]。
2. 基于層次分析法的模糊綜合評價模型
垃圾焚燒鍋爐管道的涂層防護技術較多,每種技術都具有各自的優勢,同時又存在一定的弱點或短板。因此,選擇適用于垃圾焚燒鍋爐管道的防護技術有一定的難度。為此,有必要構建一種科學有效評價現有多種腐蝕防護技術的方法,幫助相關科技人員合理選擇涂層防護技術。目前,大多數用于涂層防護技術評價的參數均很難精準量化,只能根據經驗或統計結果定性地確定其相對的優劣程度。即使少數可量化參數如換熱性和熱膨脹性,也不完全由導熱系數或熱膨脹系數決定,而是與涂層厚度和工藝方法等多種因素密切相關。鑒于此,作者采用基于層次分析法(AHP)的模糊綜合評價方法對各種涂層防護技術的性能進行科學的綜合評價。
該方法是一種將模糊綜合評價和層次分析法相結合的評價方法,也是一種定性與定量相結合的評價技術。它通過模糊綜合評價對多種涂層組合進行綜合評價,在確定權重分配時采用層次分析法來對指標進行賦權。其優點是用定量化的方法盡量消除指標的不確定性,最大限度地提高評價的準確性。模糊綜合評價的核心就是建立數學模型,數學模型主要由四個要素組成:因素集、評價對象集、評語集、權重集。
2.1 建立因素集
垃圾焚燒鍋爐管道腐蝕防護方法評價的因素集就是評價指標的集合。首先,選定2個體現涂層材料熱物理性能的主要參數:熱膨脹性、換熱性;其次,選定3個表示涂層基本性能的主要參數:結合強度、孔隙率、稀釋率;最終,選定3個表示涂層應用性能的主要參數:防護壽命、經濟性和生產效率。建立因素集U={u1,u2,…,ui,…,un}={熱膨脹性,換熱性,結合強度,孔隙率,稀釋率,防護壽命,經濟性,生產效率},因素集構成了評價框架。
2.1.1 涂層材料熱物性能的主要參數
2.1.1.1 熱膨脹性
在涂層設計時,熱膨脹性是首要考慮的要素。材料的熱膨脹性主要由熱膨脹系數決定,同時與涂層厚度及工藝方法有關。在涂層制備的冷卻過程中,若涂層與管材基體的熱膨脹系數差異很大,涂層會產生較大的熱應變,使界面結合處存在殘余拉應力,涂層與基體的結合強度降低。研究表明[3],熱應力由熱膨脹系數失配和溫度梯度引起,會促使裂紋在界面處萌生擴展,最終導致涂層開裂或翹曲剝落。
從表2可以看出,垃圾焚燒鍋爐管材與涂層間的熱膨脹系數差別較小,因而在服役過程中,在高溫受熱時涂層的裂紋傾向較小。
2.1.1.2 換熱性
換熱性是衡量鍋爐管道涂層物理性能的重要指標,由導熱系數和涂層厚度兩個參數綜合決定。在設計涂層體系時,應盡量使涂層的導熱系數與管材基體接近。涂層的導熱系數過小,會影響受熱面的換熱性,從而影響垃圾電站的發電效率;涂層的導熱系數與基體相差較大,容易產生殘余拉應力,從而產生裂紋,嚴重降低了涂層的防護壽命。另一方面,在服役過程中,涂層中的熱應力隨高溫鍋爐內溫度循環而周期性變化,涂層容易產生疲勞裂紋影響其服役壽命。垃圾電站鍋爐常用管材與涂層的導熱系數與厚度見表2[4]。厚度對于換熱性的影響遠小于導熱系數,同一類材料在1 mm厚度范圍內的換熱性相差非常有限。
2.1.2 涂層基本性能的主要參數
2.1.2.1 結合強度
涂層與基體的結合界面是理化特性發生突變的二維空間,腐蝕氣體極易通過孔隙滲入到結合界面處,使管壁腐蝕減薄,或因熱膨脹系數相差較大,疲勞裂紋擴展使涂層剝離失效。因此,需要對高溫防腐蝕涂層的結合強度進行嚴格評價。據統計[9],堆焊涂層的結合強度為200~250 MPa,復合感應熔焊涂層的結合強度為90~110 MPa,感應熔焊涂層的結合強度為100~150 MPa, HVOF涂層的結合強度為50~70 MPa,熱固化反應納米陶瓷涂層的結合強度為60~80 MPa。
2.1.2.2 孔隙率
垃圾焚燒電站鍋爐產生的高溫腐蝕氣體會通過涂層的孔隙滲透到管壁表面,涂層的隔離效果取決于其孔隙率,而噴涂工藝和材料是影響孔隙率的決定性因素。所有涂層都有孔隙,有害的是其中的貫穿孔隙。據文獻統計[9],堆焊涂層的孔隙率小于0.5%,復合感應熔焊涂層的孔隙率為0.8%~1.5%,感應熔焊涂層的孔隙率為0.5%~1.0%, HVOF涂層的孔隙率<1%,熱固化反應納米陶瓷涂層的孔隙率小于1%。
2.1.2.3 稀釋率
稀釋率決定了涂層的質量,稀釋率越低意味著涂層合金成分被基材沖淡的程度越小。以堆焊為例,在同樣滿足使用要求的前提下,堆焊層數越少,就越能節省堆焊材料。一般來說,熔覆速度的提高和稀釋率的降低是相互矛盾的兩個方面,二者相互制約。能否協調熔覆速度與稀釋率之間的矛盾關系,意味著是否能實現高效、高質的堆焊工藝。堆焊的工藝特性決定了其所制備涂層的稀釋率比其他方法都要高。據文獻[10]統計,堆焊涂層的稀釋率為8%~15%,復合感應熔焊與感應熔焊涂層的稀釋率小于5%,激光熔覆涂層的稀釋率為3%~7%, HVOF與高溫陶瓷涂層的稀釋率很小,可忽略不計。
2.1.3 涂層應用性能的主要參數
2.1.3.1 服役壽命
一般鍋爐運行壽命為28~30 a,按等壽命原則,在鍋爐服役期內管道更換次數在3次以內比較合算。若涂層壽命低于8 a,管道更換將超過3次,耗費的人力、物力偏多,經濟性偏低;若涂層壽命高于10 a,管道更換次數可以降低,但以目前的技術來說,管道需耗費更高的防護成本,綜合衡量并不劃算,所以8~10 a的服役壽命比較合理。根據文獻[11]統計,堆焊涂層的服役壽命多數大于10 a,復合感應熔焊涂層的服役壽命為9~10 a,感應熔焊涂層的服役壽命為7~8 a, HVOF涂層的服役壽命小于5 a,熱固化反應納米陶瓷涂層的服役壽命小于2 a。
2.1.3.2 經濟性
經濟性首先是涂層制備的成本,5種常用涂層的制備成本從高到低的排序為:堆焊涂層、復合感應熔焊涂層、感應熔焊涂層、HVOF涂層、高溫陶瓷涂層。其次,經濟性還要考慮涂層的維護和運行成本,運行成本還需結合局部管道更換的難易程度、非計劃停機時間等因素進行綜合評判。高參數鍋爐比中參數鍋爐腐蝕更嚴重,因此在設備運營和維護方面的費用肯定會有所增加[12]。
2.1.3.3 生產效率
相對來說,堆焊涂層的生產效率最低。堆焊涂層存在稀釋率問題,所以必須要堆焊兩層以上,從而造成生產效率低;感應熔焊涂層是在火焰噴涂的基礎上,增加了一道重熔的工序,所以生產效率較低;復合感應熔焊涂層是在感應熔焊之后又增加一道超聲速等離子噴涂的工序。因此,5種常用涂層的生產效率從低到高的排序為:堆焊涂層、復合感應熔焊涂層、感應熔焊涂層、HVOF涂層、高溫陶瓷涂層。
2.2 建立評語集與對象集
評語是指評價等級,即根據各評價指標對涂層性能影響程度的評定,共分為5個等級,確定評語集V={好,較好,中等,較差,差},給評語集各等級賦值形成量化指標,賦值后的評語向量γ=(5 4 3 2 1)T。
對象集指評價對象的集合,即各種基材與涂層的組合。把基材與涂層防護技術的組合分為13種,對象集O={20G+堆焊、20G+感應熔焊、20G+復合感應熔焊、20G+HVOF、20G+熱固化陶瓷、15CrMo+堆焊、15CrMo+復合感應熔焊、15CrMo+感應熔焊、12Cr1MoVG+堆焊、12Cr1MoVG+復合感應熔焊、12Cr1MoVG+感應熔焊、12Cr1MoVG+HVOF、310S或TP347H}。
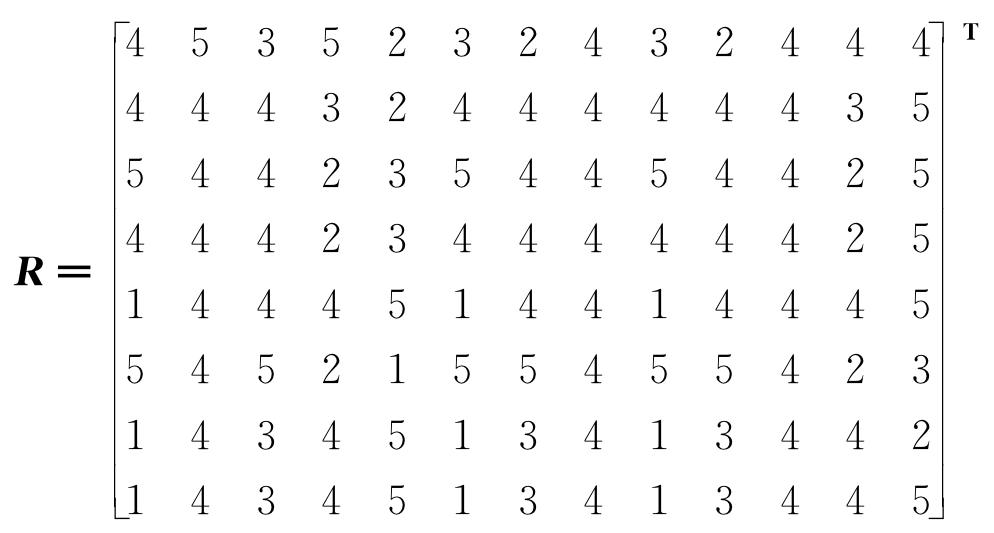
采用向行業內專家問卷調研的方式,統計得出評價指標與評價對象的評語向量等級,如表3所示。其中,5為好、4為較好、3為中等、2為較差、1為差。
將表3中的評語向量等級值轉化為模糊綜合評價的矩陣R,見式(1)。
2.3 層次分析法確定指標權重
評價指標構成了垃圾焚燒發電鍋爐管道對涂層防護性能綜合評價的因素集,而八項評價指標對于鍋爐高溫防腐蝕性能的影響程度并非完全平等,需依據重要性采用權重系數法對指標之間的差別進行限定。權重系數是依據每個參數在8個參數總量中的重要程度給予的比例系數。權重系數根據不同用戶需求或設計要求可有所不同,對各評價因子在總體評價中的作用進行區別對待。
本研究結合較為典型的兩種用戶需求,選擇高性價比和經濟型兩種防護方案。高性價比方案主要以涂層基本性能為核心,以應用性能為重點,以熱物性為約束條件的設計方案。該方案比較注重涂層的綜合性能,強調性價比,既注重涂層質量,又兼顧經濟效益。因此,該方案適用于大多數大、中型企業。經濟型方案主要以經濟性為核心,以涂層基本性能與應用性能為約束條件,以熱物性為邊界條件的設計原則,經濟型方案也可稱為低成本方案。該方案在保證鍋爐安全防護的前提下,比較注重企業效益。因此,該方案適用于大多數中、小型企業。
權重的確定是模糊綜合評價的重要基礎,它體現著每一指標的重要程度。本研究通過層次分析法針對這兩種方案分別確定各個評價指標的權重系數。通過專家打分形成判斷矩陣,由此計算指標之間的相對權重。
2.3.1 構造判斷矩陣
采用向行業內具有多年實踐經驗的專家廣泛問卷調研和咨詢的方式,經過精心設計、分類統計,最終形成具有權威性的專家打分統計表。通過專家打分,根據層次分析法的“1~9”評判標度對8個指標進行兩兩比較,可得到判斷矩陣。“1~9”評判標度含義如表4所示。
對于所列的8個評價指標,進行兩指標間相互比較,根據兩種防護方案的不同需求,其比較值也有所差別。
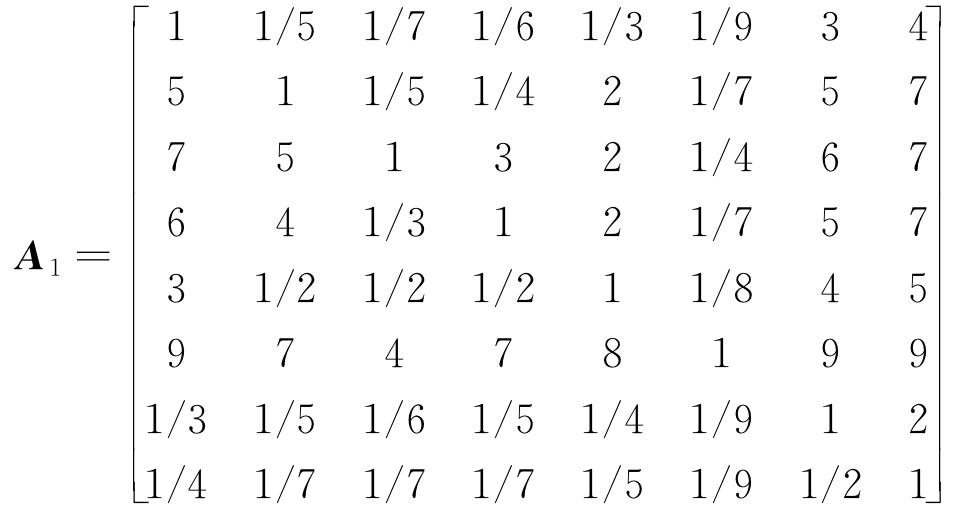
針對高性價比方案中用戶的需求,對各指標進行兩兩對比,得到表5。
表5中的數據構成了一個8行8列的判斷矩陣A1,見式(2)。矩陣中的元素aij數值表示第i行指標較第j列指標的重要程度。
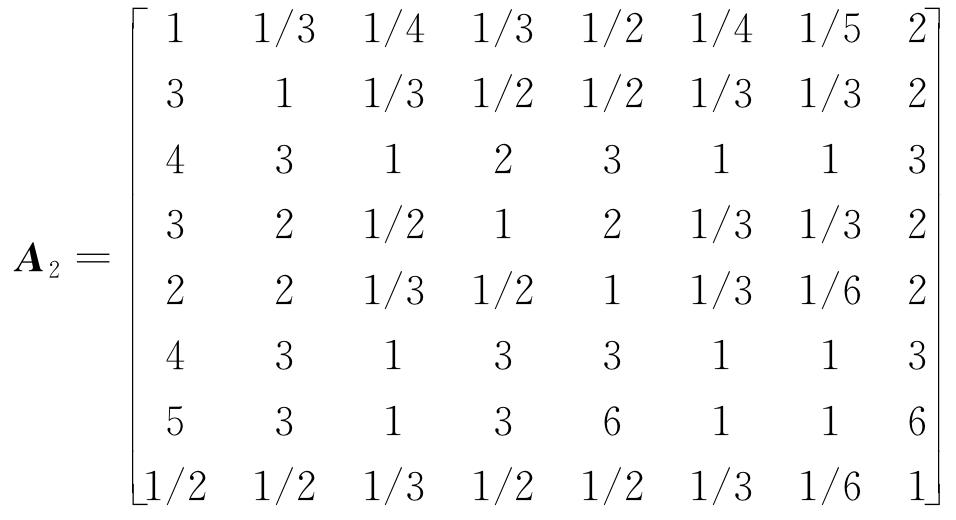
同理,針對經濟型方案中用戶的需求,對各指標進行兩兩對比,得到經濟型方案判斷,如表6所示。
將表6中的數據轉變為判斷矩陣A2,見式(3)。
2.3.2 權重計算
(1)高性價比方案
利用和積法,將判斷矩陣A1先按列歸一化,再按行求均值,得到高質量方案中各指標的權重,如表7所示。
由此得到高性價比方案的權重向量為
(2)經濟型方案
同理,將判斷矩陣A2按列歸一化,再按行求均值,得到經濟型方案中各指標的權重,如表8所示。
由此得到經濟型方案的權重向量為
2.3.3 一致性檢驗
為保證各判斷之間協調一致,不致出現相互矛盾的結果,須對構造的判斷矩陣進行一致性檢驗。一致性檢驗步驟如下:
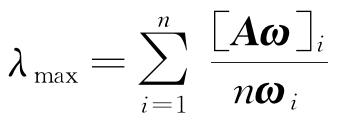
計算判斷矩陣的最大特征值:
計算一致性檢驗指標KCI:
當階數n≥3時,一致性比率計算公式為:
式中:KRI為判斷矩陣的隨機一致性指標(RI),其值見表9。
當一致性比率小于0.10時,則認為判斷矩陣具有良好的一致性,否則就需要進行修正和調整判斷矩陣,直到符合要求為止。
將判斷矩陣與權重向量依次帶入式(6)~(7),得到高性價比方案和經濟性方案的判斷矩陣的最大特征值分別為8.173和7.970,一致性指標分別為0.025和0.004。當n=8,RI值為1.41時,根據式(8)計算得到一致性比率分別0.017和0.003,均小于0.10。由此可知,上述兩種方案中各指標權重均科學合理。
2.4 腐蝕防護方案評價
(1)高性價比方案
由式(4)所示權重向量ω1和式(1)所示模糊綜合評價的矩陣R得到
B1表示在高性價比方案的權重組合下,13種涂層與基體組合方案的得分,為直觀起見用圖1表示。
(2)經濟型方案
同理,由式(5)所示權重向量ω2和式(1)所示模糊綜合評價的矩陣R得到
B2表示在經濟型方案的權重組合下,13種涂層與基體組合方案的得分,為直觀起見用圖2表示。
將圖1與圖2中的兩種方案的得分進行排名,結果見表10。
3. 結論
(1)適于高參數垃圾鍋爐的5種基材為20G、12Cr1MoVG、15CrMo、310S、TP347H, 5種當前主流涂層防護技術為堆焊、感應熔焊、復合感應熔焊、HVOF、熱固化陶瓷,其中應用較普遍的為堆焊與感應熔焊兩種技術。
(2)共設計13種典型的基材與涂層組合的防腐蝕方案,將換熱性、熱膨脹性、結合強度、孔隙率、稀釋率、服役壽命、經濟性、生產效率等參數,作為評價涂層防護主要性能的評價指標。
(3)在給評語集各等級賦值形成評語向量的基礎上,根據高性價比與高經濟性兩種防護方案,分別確定兩組權重系數。采用模糊綜合評價方法,經過構造多性能判定矩陣和一致性檢驗,形成高參數條件下高溫防護方案的綜合評價體系。評價結果說明,基于層次分析法的高參數垃圾電站防腐蝕系統模糊綜合評價方法,可以實現對垃圾焚燒發電鍋爐管道受熱面的涂層防腐蝕效果科學的綜合評價,效果顯著且實用可行。