




高強低合金鋼(HSLA) 由于強度高和韌性好被廣泛應用于海洋工程與船舶行業。在工程應用中,焊接是非常重要且不可避免的技術環節。焊接過程往往會導致材料組織、結構和成分發生變化。焊接接 頭 是 焊 接 結 構 中 的 薄 弱 環 節。OYYARAVELU等的研究結果表明高強低合金鋼焊接接頭斷裂優先發生在熱影響區。DENISA等研究發現HSLA Domex700MC焊接接頭熱影響區的力學性能明顯下降。在苛刻的海洋環境中,用于船舶和其他海洋設備的高強低合金鋼焊接結構易發生不同類型的局部腐蝕,例如點蝕、應力腐蝕、氫致開裂、腐蝕疲勞和電偶腐蝕等。高強低合金鋼焊接接頭的局部腐蝕破壞對裝置、設施和構件的服役安全構成巨大威脅,必須加以重視。
當高強低合金鋼暴露于腐蝕介質中時,初期由于鋼材表面新鮮,表面活性相對活躍,腐蝕進展較快,影響了表層腐蝕產物的形成,這會對后期腐蝕產生一定作用。高強低合金鋼焊接接頭是非均勻結構,各區域的腐蝕電位和極化特性存在一定差異,腐蝕過程往往具有多界面、高度不均勻等特征,用傳統電化學測試方法表征焊接接頭的初期腐蝕行為存在一定的局限性。為此,作者采用傳統電化學和微區電化學相結合的測試技術,對海水中高強低合金鋼焊接接頭的初期腐蝕過程進行了更全面的研究,對高強低合金鋼焊接接頭的初期腐蝕進行及時、準確的檢測,這對預防過早失效,提高金屬結構的安全性,降低腐蝕維護的成本具有重要的意義。
1 試 驗
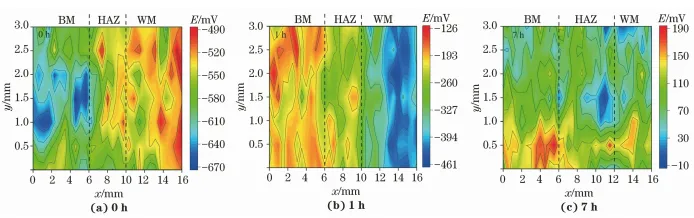
1.1 試 樣 試驗中焊接接頭的母材材料為船用高強低合金鋼,其化學成分(質量分數) 為0.09% C,0.25%Si,0.8%Mn,0.009%P,0.004%S,1.21%Ni,0.62%Cr,0.11%Mo,0.08%V,0.3%Cu,余量為Fe。高強低合金鋼的屈服強度為498MPa,抗拉強度為595MPa,由鞍山鋼鐵集團公司提供。采用埋弧焊接工藝焊接得到高強低合金鋼焊接接頭,焊接電流為500A,焊接電壓為32V,熱輸入為30kJ/cm。 1.2 試驗方法 以焊縫為中心從高強低合金鋼焊接接頭取樣,試樣包含母材區(BM) 、熱影響區(HAZ)和焊縫區(WM),尺寸均為90mm×25mm×5mm。用碳化硅砂紙逐級(至2000號)打磨試樣表面,再用金剛石研磨膏拋光至鏡面,然后依次用去離子水和無水乙醇清洗,吹干備用。 1.3 微觀組織和形貌表征 將處理后試樣放置于4%(體積分數) 硝酸酒精溶液(4mL硝酸+96mL無水乙醇)中浸蝕,然后采用Zeiss Axio ObserverZ1m型金相顯微鏡觀察試樣的微觀結構;采用ZEISSULTRA55型場發射掃描電子顯微鏡觀察焊接接頭在海水中浸泡初期的腐蝕形貌;采用HoribaLabRAM HREvolution型拉曼光譜儀對腐蝕產物的成分進行分析,分析時激發波長為532nm,掃描區間為100~1500cm-1。 1.4 電化學測試 電化學測試采用VMP3BioLogic多通道電化學工作站和標準三電極體系進行。焊接接頭的不同區域分別作為工作電極,鉑片為輔助電極,飽和甘汞電極(SCE)為參比電極。測試前將電極非工作區域進行密封,保留面積為1cm2的工作面。以潔凈天然海水為電解液,在開路電位下進行電化學阻抗譜 (EIS)測試,掃描頻率范圍為10mHz~100kHz,擾動電位的振幅為10mV。采用ZSimpWinV3.10軟件對EIS數據進行擬合。動電位極化曲線掃描范圍為-0.25~0.25V(相對于開路電位),掃描速率為0.167mV/s。 1.5 微區電化學測試 微區電化學測試采用普林斯頓VersaSCAN電化學掃描系統,測量時選用步進工作模式。測試過程中保持探針與試樣表面距離為100μm,掃描步長設置為500μm,振動頻率為80Hz,振幅為30μm。 掃描開爾文探針(SKP) 和掃描振動電極技術(SVET)的掃描速率均設置為500μm/s。所有試驗均在相同的環境溫度和相對濕度下進行。在SVET測試中,試樣表面會因為電化學反應形成離子濃度梯度,從而產生電位差,采用公式將測量的電位差轉化為試樣表面的電流密度。
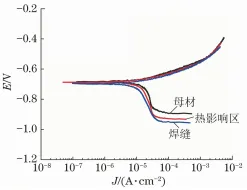
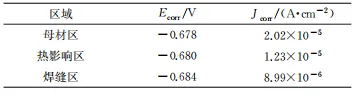
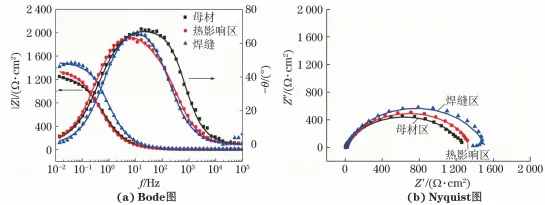
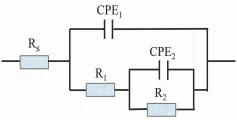
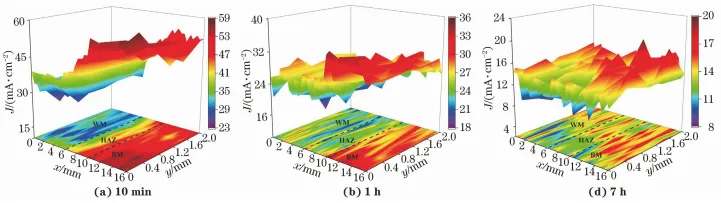
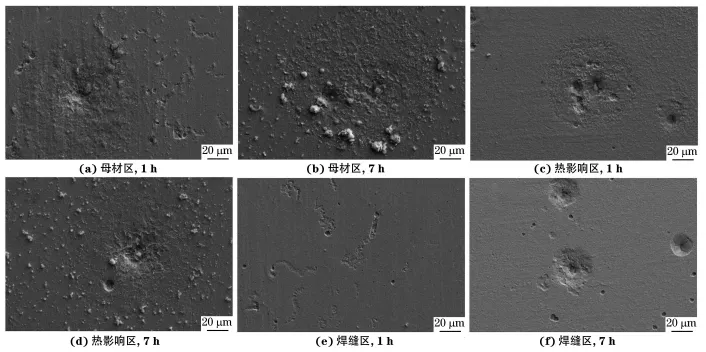
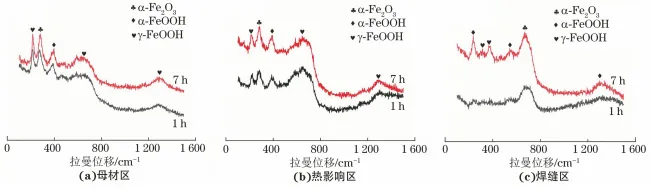
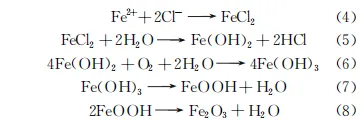
式中:J為電流密度,A/m2;σ為海水的電導率,S/m;ΔE為振動幅度上的電位差,V;A為振動幅度,m。 2 結果與討論 2. 1 顯微組織 從圖1可以看出,高強低合金鋼焊接接頭不同區域的顯微組織正常,沒有明顯的組織缺陷。高強低合金鋼焊接接頭的母材區由鐵素體和珠光體雙相組織組成;熱影響區組織為粒狀貝氏體,焊縫區的顯微組織由鐵素體和粒狀組織組成。 2.2 電化學測試結果 從圖2可以看出,在海水中浸泡1h后,高強低合金鋼焊接接頭母材區、熱影響區和焊縫區極化曲線的陽極部分基本重合,均表現為活性溶解特征。 圖2 高強低合金鋼焊接接頭不同區域在海水中浸泡1h后的極化曲線 極化曲線陰極部分受到氧擴散過程控制。對極化曲線進行擬合得到焊接接頭不同區域的電化學參數如表1所示。由表1可知:焊接接頭不同區域在海水中浸泡初期的腐蝕電位(Ecorr) 比較接近;焊縫區浸 泡初期的腐蝕電流密度(Jcorr)最小,耐蝕性最好。 表1 高強低合金鋼焊接接頭不同區域極化曲線的 電化學參數 圖3為高強低合金鋼焊接接頭不同區域在海水中浸泡1h后的電化學阻抗譜。低頻下材料的阻抗模量可用于評估材料的耐蝕性。從Bode圖可見,在10mHz下焊縫區的|Z|值最大,耐蝕性最好。從Nyquist圖可見,焊縫區的容抗弧半徑大于熱影響區和母材區,表明在浸泡初期焊縫區的耐蝕性最高,母材區最低。采用圖4所示等效電路圖對電化學阻抗數據進行擬合。圖中,Rs代表溶液電阻,R1和CPE1分別代表腐蝕產物膜的電阻和常相位角元件,R2和CPE2分別代表電荷轉移電阻和雙電層的常相位角元件。通過ZSimpWin 3.10軟件擬合的電化學參數見表2。結果表明,高強低合金鋼焊接接頭不同區域耐蝕性從高到低排序為焊縫區、熱影響區、母材區。電化學阻抗測試結果與極化曲線測試結果一致。 圖3 高強低合金鋼焊接接頭不同區域在海水中浸泡1h后的電化學阻抗譜 圖4 高強低合金鋼焊接接頭不同區域在海水中的等效電路圖 表2 電化學阻抗譜的擬合電化學參數 2.3 SKP測試結果 與傳統EIS技術相比,SKP是通過振動電容器方法測量金屬表面的功函數。功函數是金屬的重要屬性,其值對應于伏打電勢。SKP可以在無破環、無接觸的情況下原位測量探針和樣品之間的伏打電勢差。金屬腐蝕電位與SKP測量的伏打電勢差之間存在線性關系。伏打電勢取決于材料本身電子逸出的能力,也受金屬/空氣界面性質的影響(例如氧化和吸附),如果金屬表面有銹層覆蓋,會導致金屬表面電子逸出困難,提高其表面功函數。所以SKP測量的電位可用于判斷腐蝕反應的傾向性,低電位下電化學反應的傾向增強。在海水中浸泡不同時間后高強低合金鋼焊接接頭的SKP測量結果如圖5所示。從圖5可以看出,浸泡前,高強低合金鋼焊接接頭表面的電位分布在-670~-490mV,最高電位和最低電位的差值為180mV,低于文獻報道的觸發顯著微電偶腐蝕的電位差(大于200mV),因此可以初步判斷浸泡前,高強低合金鋼焊接接頭不易發生電偶腐蝕。浸泡前高強低合金鋼焊接接頭不同區域的電位有所差異,焊縫區的電位最正,熱影響區次之,母材區的電位最負,表明母材區發生腐蝕的傾向最大。在海水中浸泡1h后高強低合金鋼焊接接頭表面電位發生了明顯改變,分布在-461~-126mV,最高電位和最 低電位的差值增大為335mV,這表明高強低合金鋼焊接接頭在海水中的腐蝕驅動力增大。浸泡1h后,母材區的電位發生了明顯正移,電位值最大,熱影響區電位的正移幅度次之,焊縫區電位正移幅度最小。SKP測試結果表明,在海水中浸泡1h后高強低合金鋼焊接接頭母材區表面的電位波動最大,說明其表面狀態改變最大,腐蝕程度最大。焊縫區的表面狀態改變較小,腐蝕程度較低。當高強低合金鋼焊接接頭在海水中浸泡7h后,表面電位再次發生改變,主要分布在-10~190mV,最高電位和最低電位的差值為200mV,與浸泡1h后最高電位與最低電位差值(335mV) 相比,明顯降低,說明此時腐蝕反應的驅動力下降。這與浸泡7h后焊接接頭表面生成的腐蝕產物含量增多有關。浸泡7h后,焊接接頭不同區域的電位差變化比較接近,表明不同區域的腐蝕程度差異減小。 圖5 在海水中浸泡不同時間后高強低合金鋼焊接接頭的SKP掃描圖 2.4 SVET測試結果 SVET作為一種微區電化學測量技術可用于評價金屬試樣在腐蝕介質中的局部腐蝕過程和機理。在海水中浸泡不同時間后高強低合金鋼焊接接頭表面電流密度分布如圖6所示。當高強低合金鋼焊接接頭剛浸入海水時(10min) ,焊接接頭不同區域均發生陽極溶解,陽極電流密度較大,分布在23~59μA/cm2,其中母材區的電流密度最大,熱影響區的電流密度次之,焊縫區的電流密度最小。當浸泡時間延長到1h時,陽極電流密度有所下降,分布在18~36μA/cm2。高強低合金鋼焊接接頭在海水中發生了腐蝕反應,表面形成的腐蝕產物層在 一定程度上抑制了金屬的陽極溶解,因此陽極電流 密度隨著浸泡時間的延長明顯減小。在海水中浸泡7h后,陽極電流密度持續降低,不同區域間的差異較小,電流密度分布在8~20μA/cm2。這是因為高強低合金鋼焊接接頭表面腐蝕產物進一步增多,此時母材區電流密度依然是最大的。SVET測試結果表明,隨著浸泡時間的延長,高強低合金鋼焊接接頭陽極溶解速率由高向低轉變,其中母材區陽極溶解電流密度最大。 圖6 在海水中浸泡不同時間后高強低合金鋼焊接接頭的SVET圖 2.5 腐蝕產物 在海水中浸泡1h后高強低合金鋼焊接接頭的腐蝕形貌如圖7所示。在海水中高強低合金鋼焊接接頭的腐蝕過程以全面腐蝕和點蝕兩種形式發展。浸泡1h后,母材區出現輕微的全面腐蝕,并有一層薄的腐蝕產物;熱影響區點蝕形貌較為明顯,點蝕坑直徑較大;焊縫區腐蝕程度最輕,點蝕坑直徑較小。浸泡時間延長至7h后,腐蝕加劇,母材區和熱影響區表面的腐蝕產物增多,全面腐蝕特征較為明顯;焊縫區的點蝕坑長大并與其他點蝕坑連接,逐漸發展成環狀、潰瘍狀。 圖7 在海水中浸泡1h和7h后高強低合金鋼焊接接頭不同區域的腐蝕形貌 通過拉曼光譜進一步分析了高強低合金鋼焊接接頭銹層的化學成分,結果如圖8所示。在海水中浸泡1h后,母材區和熱影響區的銹層的組成比較接近,主要含有 α-Fe2O3,α-FeOOH和γ-FeOOH;焊縫區腐蝕較輕,腐蝕產物以α-Fe2O3為主。浸泡7h后,焊縫區腐蝕產物中α-Fe2O3和α-FeOOH相對含量略高于母材區和熱影響區,其表面形成的腐蝕產物的穩定性更高。拉曼光譜的測試結果表明高強低合金鋼焊接接頭的初期腐蝕產物主要為α-Fe2O3,α-FeOOH和γ-FeOOH。 圖8 在海水中浸泡1h和7h后高強低合金鋼焊接接頭不同區域銹層的拉曼光譜 2.6 腐蝕過程 高強低合金鋼在海水中的腐蝕過程比較復雜,涉及的陰極反應見式(2) ,陽極反應見式(3) 。 在氧氣作用下,低合金鋼在海水中可能形成鐵的羥基氧化物α-FeOOH、γ-FeOOH、β-FeOOH和Fe2O3。帶正電荷的鐵離子與帶負電的氯離子結合,形成鐵的羥基氧化物和Fe2O3;反應如式(4)~(8)所示。 腐蝕反應形成的銹層可以阻礙腐蝕介質與基體金屬接觸,一定程度上降低金屬的腐蝕速率。這與試驗中微區電化學SVET獲得的金屬溶解速率由高向低轉變的特征相符合。 3 結 論 (1) 動電位極化曲線和電化學阻抗譜表明,高強低合金鋼焊接接頭焊縫區在海水中浸泡初期腐蝕電流密度最小,電荷轉移電阻最大,耐蝕性最好。 (2) SKP測試結果表明,高強低合金鋼焊接接頭母材區初始電位最低,腐蝕傾向最大。在海水中浸泡后母材區表面電位波動最大,腐蝕最嚴重。 (3) SVET測試結果表明,高強低合金鋼焊接接頭不同區域腐蝕溶解均呈現高速向低速轉變的特征,母材區的陽極溶解電流密度最大。 (4) 高強低合金鋼焊接接頭在海水中初期以全 面腐蝕和點蝕兩種形式發展,腐蝕產物主要成分為α-Fe2O3,α-FeOOH和γ-FeOOH。 作者: 劉雪輝,張慧霞,隋永強,仝宏韜,李相波 工作單位: 洛陽船舶材料研究所海洋腐蝕與防護重點實驗室 來源:《腐蝕與防護》2024年11期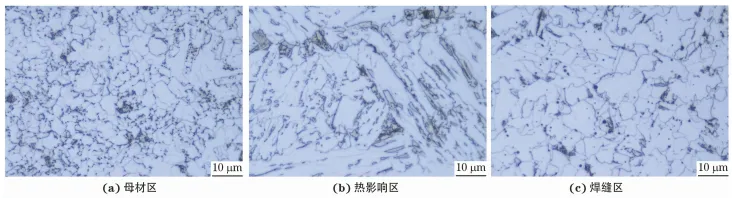


免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”