



噴涂油漆之前對鋼材的表面處理是整個涂裝環節的工作重點,噴涂前的表面預處理和檢測方法主要包括以下幾點。
(1)結構處理:如銳邊的打磨、倒角磨圓、“飛濺”的去除、焊縫的補焊及磨平,以保證各類富鋅底漆涂層的完整覆蓋。
對結構處理的檢測,采用目測方法進行。
(2)清潔度:指鋼材表面除銹等級。噴涂各種富鋅底漆前,鋼材表面必須經過噴射清理方式(噴砂或拋丸),達到ISO 8501-1 Sa2.5級。
檢驗方法按ISO 8501-1要求,在適度照明條件下,不借助放大鏡,以正常視力直接進行觀察。表面應無可見的油脂和污垢,并且沒有氧化皮、鐵銹、油氣涂層和異物,任何殘留的痕跡應僅是點狀或條紋狀的輕微色斑。
(3)表面灰塵等級:灰塵等殘留物應在涂裝底漆之前用高壓空氣吹掃或真空吸塵等方法去除。
檢查方法按ISO 8502-3,采用壓敏膠帶法檢查,膠帶與ISO 8502-3的參考樣板比較,灰塵等級不能高于3。試樣灰塵等級檢測如圖1所示。
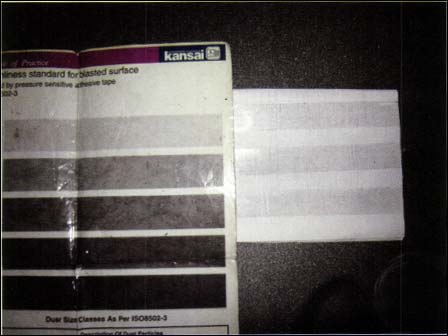
圖1 表面灰塵等級為0~1級
(4)表面粗糙度:涂裝行業中,表面粗糙度指的是噴射清理時磨料顆粒作用于工件表面而產生的表面不平整度。磨料顆粒在被處理表面上的切削、撞擊和沖刷作用,使表面產生大量的凹陷和隆起。表面粗糙度可以使涂層表面與工件間的實際結合面積增加,有利于提高涂層的附著力,還可以消除涂層在固化過程中產生的內應力。
與表面清潔度不同的是,粗糙度是可以用單位微米(μm)來表示的。
表面粗糙度的檢查方法按ISO 8503進行,采用比較樣塊法或儀器測量法。
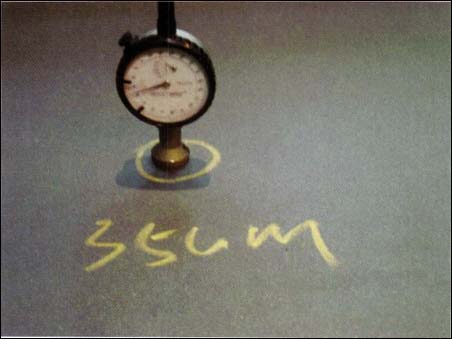
圖2 觸針式測量儀測量粗糙度
粗糙度通常控制在Rz25~50μm。采用儀器測量試樣表面粗糙度如圖2所示。
(5)打砂密度:指每平方厘米范圍內所能看到的沖砂點,代表了被打砂范圍內的均勻性和程度。
檢查方法采用帶刻度的放大鏡進行,在檢查的區域內,打砂密度不小于85%。
在對鋼材進行打砂時,既要防止打砂不足,也要防止打砂過度。鋼材的原始狀態、自動打砂機傳送帶的行進速度、丸料的質量和配比、壓縮空氣質量等都會影響最終的打砂質量。局部的質量問題可以采用手工、機械、火焰、化學等方法進行適當處理。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
-
標簽: 防腐處理制造集裝箱質量檢測

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”