 船舶管路結(jié)構(gòu)
船舶管路結(jié)構(gòu)
1. 適用范圍
本文規(guī)定了船舶管路表面處理分類及基本要求,可作為大中型船舶的管理表面處理參照依據(jù)。
2. 標(biāo)準(zhǔn)引用
GB/T 3760-1996 鋼管、銅管、鋁管的化學(xué)清洗
GB/T 3366-1998 鋼管涂塑技術(shù)要求
GB/Z 343-84 熱鍍鋅通用工藝
GB/Z 94-68 黑色金屬磷化技術(shù)條件
3. 分類
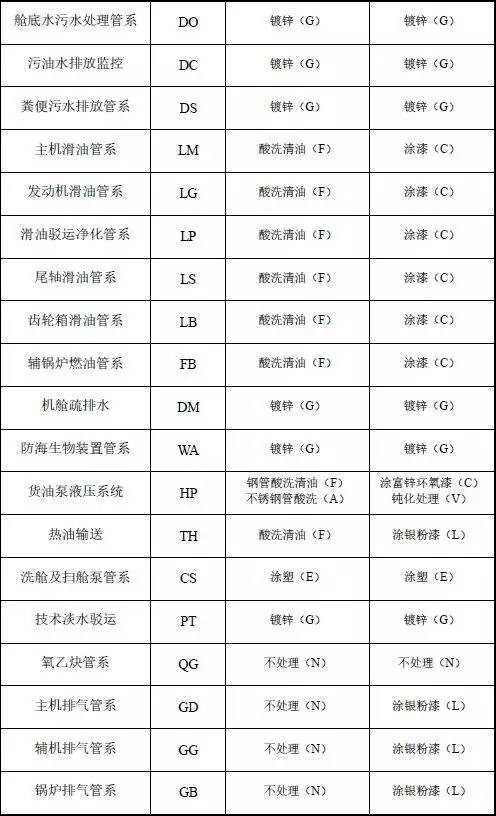
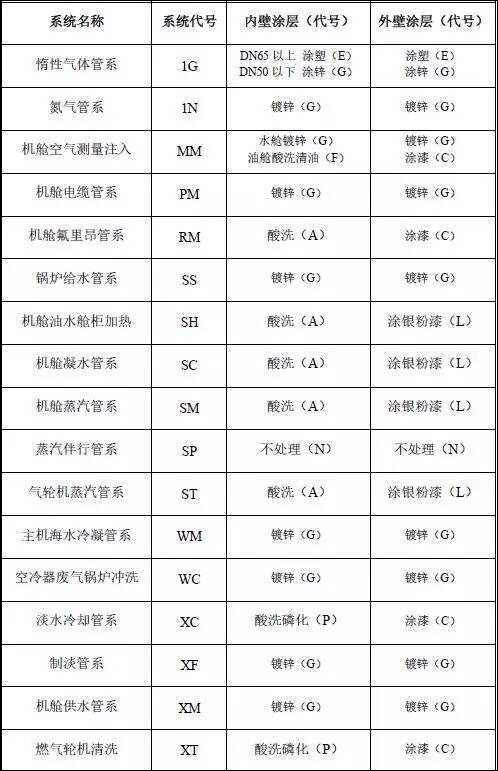
3.1 機(jī)艙/泵艙區(qū)域

3.2 貨艙區(qū)域

3.3 露天甲板區(qū)域

3.4 上層建筑區(qū)域
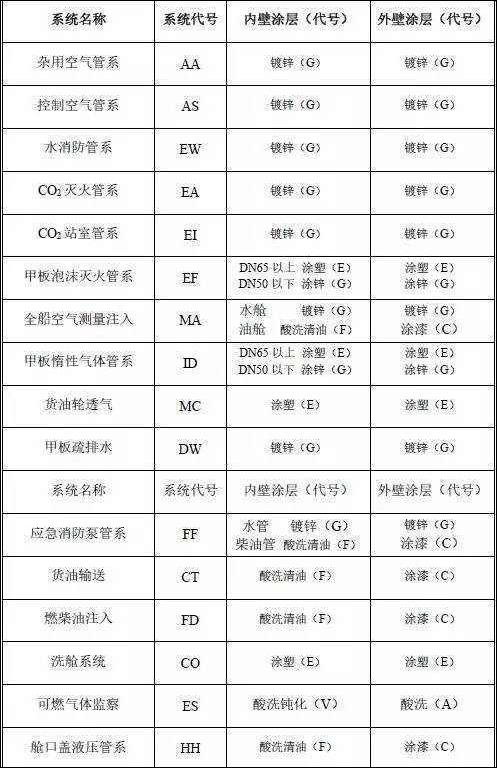
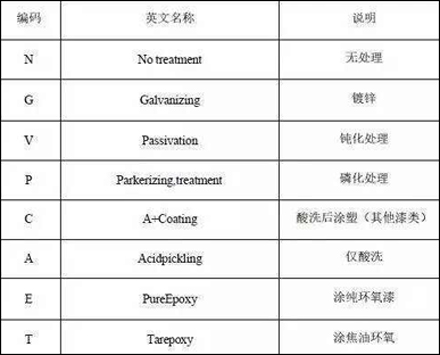
4. 表面處理字母標(biāo)注
5. 表面處理驗(yàn)收標(biāo)準(zhǔn)
5.1 鋼管化學(xué)清洗驗(yàn)收操作
1、 鋼管經(jīng)化學(xué)清洗后,應(yīng)呈灰白色。銅管經(jīng)化學(xué)清洗后,應(yīng)呈紅銅色(氣體局部有陰暗色,水痕存在)。鋁管經(jīng)化學(xué)清洗后,應(yīng)呈銀白色。
2、 管子表面不允許油垢、污垢、氧化皮、銹蝕物、沙粒、垃圾存在。
3 、管子外表面應(yīng)全部檢驗(yàn),對管子內(nèi)表面的檢驗(yàn),可每批抽 1~3 根,用白布通過管子內(nèi)部,檢查有無氧化皮、垃圾存在。如有一件不合格,應(yīng)加倍 取樣復(fù)驗(yàn),如仍有不合格,則對全部管子進(jìn)行檢驗(yàn)。
4 、化學(xué)清洗后管子表面的酸堿度可用 PH 試紙檢驗(yàn)。鋼管的 PH 值應(yīng)在 7~10 范圍內(nèi)。銅管和鋁管應(yīng)呈中性。經(jīng)檢驗(yàn)不合格的管子應(yīng)重新處理。
5.2 鋼管熱浸鍍鋅驗(yàn)收標(biāo)準(zhǔn)
1、 外觀檢驗(yàn),其內(nèi)外表面均應(yīng)平整,不應(yīng)有明顯的缺陷,如無浸層、過燒、 流掛、剝落、氣泡、麻點(diǎn)、皺紋、掛渣等。
2、 涂鋅層厚度測試可借助于磁性測厚儀測定管子的浸層厚度,每根管子必 須測定三點(diǎn)以上,即二端各一點(diǎn)及中間一點(diǎn),其各點(diǎn)測得值不得低于下列要求:
3 、彎曲試驗(yàn),將浸層鍍鋅工件采用 8 倍管徑作彎曲半徑做彎曲試驗(yàn),時(shí)間為 10 秒鐘左右,浸層不應(yīng)出現(xiàn)剝落現(xiàn)象。
4 、鍍鋅槽中操作區(qū)域的鋅含量不應(yīng)低于 98.5%
5、 化學(xué)方法測試,均勻性測試(硫酸銅試劑),有效試驗(yàn)次數(shù)為 6 次。質(zhì)量測試(氯化銻試劑),試劑溫度不低于38℃,測量質(zhì)量應(yīng)符合上述浸層質(zhì)量要求。
5.3 鋼管涂塑驗(yàn)收標(biāo)準(zhǔn)
1 、涂層質(zhì)量檢驗(yàn)應(yīng)在工件冷卻到常溫后,由專職檢查員進(jìn)行。
2、 采用目測或借助于放大鏡對每根涂塑鋼管進(jìn)行外觀檢驗(yàn),外觀應(yīng)致密、 平整、光滑、無流掛、無裂紋,允許有輕微桔皮狀。
3 批量生產(chǎn)時(shí)應(yīng)檢查同一規(guī)格涂塑鋼管的 10%進(jìn)行厚度檢查,但不得少于5 根。涂層的厚度值應(yīng)符合下列要求: 環(huán)氧粉末涂料涂層為 250~500?m 聚乙烯粉末涂料涂層為 500~1000?m,在不影響涂層力學(xué)性能和不影響管子連接件的裝配下允許偏厚。
4 、如達(dá)不到上述要求時(shí)應(yīng)加倍抽查,當(dāng)加倍抽查仍達(dá)不到要求時(shí)應(yīng)全部檢 查。對不能滿足最小涂層厚度要求鋼管允許外涂,外涂后再進(jìn)行檢查。
5、 每根鋼管都應(yīng)進(jìn)行涂層無氣孔性檢驗(yàn)。對無揮發(fā)性物輸送管道用低壓涂 層針孔檢查儀檢查。對輸送介質(zhì)為揮發(fā)性管道則用防腐層電火花監(jiān)測儀檢 查。
5.4 鋼管磷化處理驗(yàn)收標(biāo)準(zhǔn)
1、 外觀檢查。磷化膜應(yīng)完整,外觀呈灰色,深灰到黑色。
2、 耐磨性檢查。每批抽 1%零件用白布蘸以錠子油,人為擦磷化膜 1~3 分 鐘,白布表面不允許有發(fā)黑現(xiàn)象。
3、 磷化膜厚度測定。可通過量具和金相切片的方法
磷化膜厚度列為兩種
機(jī)械零件 5~30?m
船體鋼板附件(管子) 30~80?m
4 、耐腐蝕檢查
鹽水腐蝕,在 3%氯化鈉溶液中常溫下浸漬 2 小時(shí)不允許出現(xiàn)銹點(diǎn)。
點(diǎn)滴法,將 0.1N 鹽酸 0.8 毫升,0.4N 硫酸銅 40 毫升,10%氯化鈉 20 毫升,1 升水配比的溶液,點(diǎn)滴在被測定的表面上根據(jù)時(shí)間觀其顏色的 變化,由初始蔚蘭色變到黃色或紅色。
可分為四個(gè)等級:
>5 分鐘 為優(yōu)級
3~5 分鐘 為中級
<3 分鐘 為劣級
>1.2 分鐘 為合格
5 、工序檢查。除了上述各項(xiàng)要求外,為保證產(chǎn)品質(zhì)量還必須進(jìn)行嚴(yán)格的工序檢查,包括操作程序,操作溫度,磷化終點(diǎn)時(shí)間,磷化溶液的總酸度和 游離酸度。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等等方面的國內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng) http://www.heizuowen.com/。
http://www.heizuowen.com/。
責(zé)任編輯:周婭
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-801
郵箱:ecorr_org@163.com
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414