
把我國大飛機“搞上去”,這些設計制造關鍵技術不能少!
2016-08-26 16:56:27
作者:袁新浩 來源:航空制造網
分享至:


飛機制造是典型的知識密集、技術密集和資本密集的戰略性產業,并且具有高技術、高風險、高附加值的特點,是一個國家工業化水平和經濟實力的重要標志。中國的大飛機設計制造項目是創新型國家的標志性工程,采用了大量前沿的設計理念,引入了先進的制造技術。本文結合中國民用飛機的發展歷程介紹大飛機研制過程中的部分設計制造關鍵技術。
中國民用飛機發展簡介
(1)發展初期以仿制前蘇聯的飛機為主,也相應地采用蘇制技術標準。
1957年借鑒前蘇聯某機型,成功制造出農林機運5 飛機。
1965年計劃借鑒前蘇聯的相關機型制造運6 飛機,其技術水平大致與DC-3 相當,最終項目停止。
1966年開始以前蘇聯某型號為原型研制運7,1970 年12 月首次試飛,1982 年設計定型,1984 年改裝,并于1986 年投入中國航線,最大載客60 人,包括改型機共交付100 余架。
1969年起研制了運8 軍用運輸機,幾經改型出口多個國家。同年還開始了運9 的研制,項目于1971 年終止。
(2)從運10 開始,民用飛機的技術路線開始轉向歐美。
1970年以波音707 為原準機開始研制的運10 飛機,1980年9 月26日試飛成功,1984 年完成了拉薩、哈爾濱、昆明、廣州、新疆等多個機場、107 個起落、155h 的試飛,后因各種原因項目終止。運10 項目的終止,使中國民用飛機錯失了發展良機,逐漸與世界民用飛機設計制造先進水平拉開了差距,并造成了技術人才的斷層。
1974年開始研制、1977 年設計定型的運11 飛機,主要用于農林服務。其渦槳改進型運12 于1982 年試飛成功,并先后取得英、美適航證。客機型可載17 人,先后出口100 余架。
(3)20世紀八九十年代主要是開展國際合作研制飛機,但大多以失敗告終,雖然也獲得了一定的技術積累,但并未獲得關鍵技術,形成自己的核心技術積累。這段時間,中國民用飛機設計制造技術與國際先進技術相比差距逐漸拉大。
1995年中美合作生產民用飛機,1998 年合作研制其100 座級后續機型。結果因訂單問題該機型只生產2 架,該100 座級飛機的合同也在兩年后被外方終止。
(4)中國人從未停止過自主研發民用飛機的夢想。
西飛公司研制的新舟60,于1988年立項,經歷改型,歷時10 年取得中國適航證。1999 年,開始在長安航空公司投入運營,并先后出口多個國家。
ARJ21-700 渦扇支線客機2000年立項,2008 年首飛,適航取證工作順利開展,已累計獲得200架訂單。(2016年6月28日,ARJ21-700已投入商業運營。)
(5)中國民機研制的技術現狀。
目前中國已經具備了研發民機的技術能力,但在新材料、機載系統、發動機等關鍵領域還需要依賴進口,在設計細節、制造質量、裝配工藝、適航驗證、控制等各領域,還存在一定的差距。
但是通過自主創新與國際合作,目前國內的航空工業也形成了大量的技術積累,在研在制的飛機都大量采用了這些先進技術。
大飛機設計制造關鍵技術應用
作為國家意志的大飛機項目,舉全國之力、聚全國之智,充分利用國內外的一切資源,在機體設計制造中應用了大量新技術及關鍵技術,保證了大飛機的競爭力。
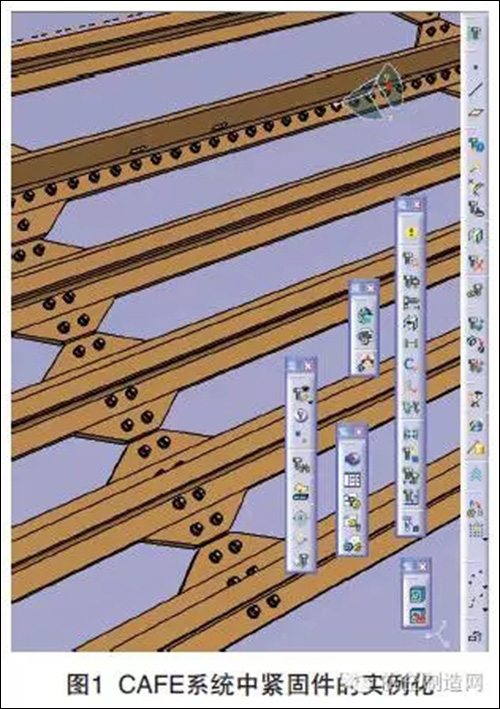
1 三維緊固件系統CAFE
全三維無紙化設計在國外早已應用廣泛,但在我國很長一段時間還是同時采用三維數模和二維圖紙來共同表達設計數據,這其中一個重要的原因就是裝配信息的三維表達較為困難。
中國商飛公司利用自身在MBD和工程技術方面的知識積累,自主開發出了基于CATIA 軟件的CAFE 系統,成功實現了工程知識和商業軟件的完美結合,不僅有效地解決了三維標注、緊固件信息表達等技術難題,還大大地簡化了制造工人的裝配操作。CAFE 系統中緊固件的實例化如圖1 所示。
2先進復合材料技術
大飛機采用了先進復合材料,探索出了從設計到制造的一整套新思路、新方法。復合材料結構的制造工藝對結構的性能有很大的影響,所以采用了面向工藝的設計方法。在結構設計之初,就考慮到復合材料零件成型工藝。
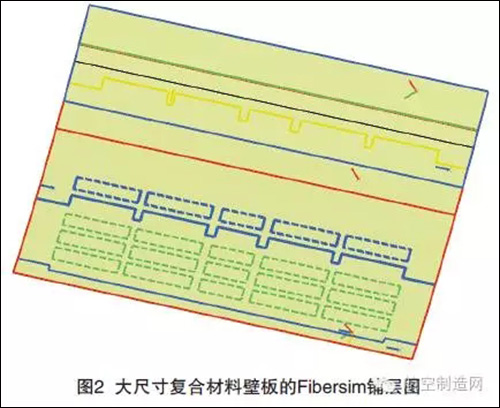
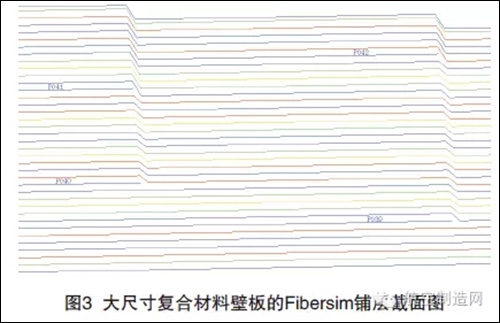
大飛機復合材料零部件的設計制造使用FiberSIM 軟件,該軟件可準確地將單層厚度、鋪層角度、鋪層順序、鋪層區域等鋪層信息表達清楚,同時還可以做可鋪敷性檢查,并根據檢查結果采取增加剪口、調整剔層邊界等方法,提高鋪敷性。該系統與制造部門的相關系統無縫接合,實現了從設計到制造的數據的唯一性,避免了因數據轉化產生的錯誤,保證了鋪層信息的準確傳遞。
采用自動鋪帶工藝設計制造大尺寸復合材料壁板,提高了鋪貼效率和質量,同時還保證了產品鋪貼質量的穩定性。大尺寸復合材料壁板的Fibersim 鋪層如圖2、圖3 所示。
在復合材料制孔、無損檢測等領域取得了很大的突破。完成了復合材料制孔的刀具、轉速等關鍵參數的選定,并形成了成了初步的無損檢測規范。
3大尺寸復雜鈦合金零件制造
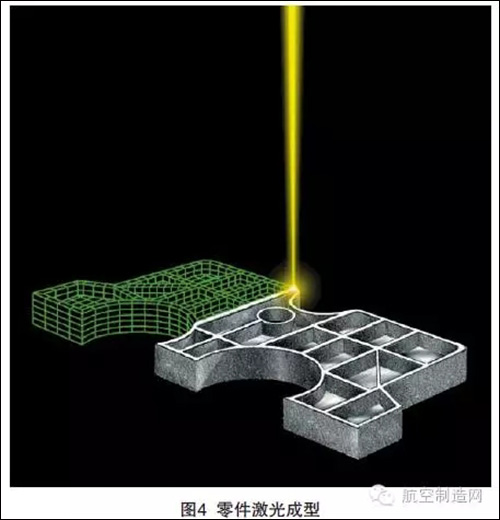
出于強度和異電位腐蝕考慮,1號肋、吊掛等關鍵部位采用鈦合金材料。這些結構復雜的鈦合金零件成型困難,概括來講,一般有自由鍛、模鍛、激光成型等方法。3 種方法各有利弊,自由鍛材料利用率低、加工周期長;模鍛成型成本高;激光成型在加工周期、材料利用率、成本方面都有優勢,但激光成型件的力學性能沒有鍛件穩定。大飛機設計綜合考慮強度、適航取證、制造周期、成本等因素,成功地為不同部位選定了不同的成型方法(自由鍛、模鍛、激光成型),圖4 為零件的激光成型。
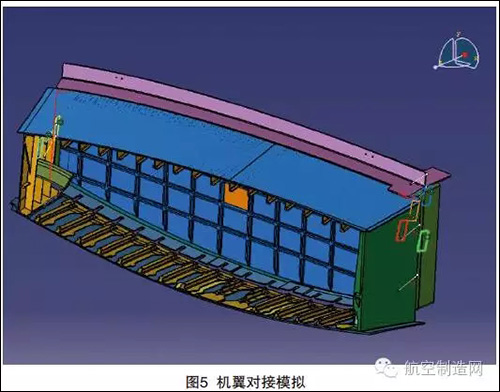
4 數字化裝配技術
飛機的裝配是極其復雜的,傳統的方式是通過縮比模型進行研究驗證,而大飛機通過計算機進行數字化裝配仿真,既節約了成本也縮短了時間。
通過裝配仿真,可以準確地分析出裝配方案的可行性;同時可以很方便地進行多方案對比,選擇最佳方案;還可以根據仿真結果及選定的裝配方案,對結構進行優化。設計人員還可以將裝配步驟細化分解,提出明確的注意事項,指導裝配施工,提高裝配精度。圖5 為機翼對接的裝配路徑模擬。
5整體壁板數控噴丸成形技術和自動鉚接技術
整體壁板數控噴丸成形技術,長期被國外壟斷并對我國封鎖,是制約我國大飛機研制的核心關鍵技術。大飛機機體供應商西飛以ARJ21-700 飛機和大飛機研制為契機,采取產學研聯合方式開展技術研究。通過大量的基礎理論研究和系統性試驗,先后攻克了復雜外形結構整體壁板預應力噴丸成形等一系列大型超臨界機翼壁板數控噴丸成形工藝的關鍵核心技術,具有完全自主知識產權,打破了國外技術封鎖和壟斷,為大飛機機翼壁板選用整體壁板數控噴丸成形奠定了基礎。
同時大型機翼壁板自動鉚接技術,通過ARJ21-700 項目的應用和生產過程的不斷完善,已經比較成熟,而且還掌握了電磁鉚接技術作為自動鉚接的超差修理方案,因此大飛機上也可以放心采用此項技術。
6全新數據管理方案
早期的生產數據主要是由最初發布的數據和后期進行完善的各類工程指令(EO)共同組成,數據管理復雜。大飛機采用分模塊管理,取消EO,不同架次的飛機有自己相應的模塊,模塊的數據都是最新版本,不會出現制造部門遺漏EO 而導致零件報廢等現象。
結束語
大飛機項目從安全性、經濟性、舒適性和環保性的角度考慮,采用了大量先進技術,但又不冒進。中國商飛成立了專門的預研機構來汲取當今航空領域的新科技,并逐步推進到工程應用中。大飛機的研制,必將帶動中國航空技術的進步,同時隨著中國航空制技術的發展,大飛機在后續的型號中也將會采用更多的新技術。相信通過這樣的良性循環,我們最終必能擁有自己的核心技術,讓中國的大飛機能夠翱翔藍天。
更多關于材料方面、材料腐蝕控制、材料科普等等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org 責任編輯:王元 《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8135

腐蝕與“海上絲綢之路”
點擊數:6475