
必收藏的3D打印技術帖
2017-01-03 10:07:02
作者:本網整理 來源:材料牛
分享至:


眾所周知,3D打印已經是一項先進的制造技術。隨著新技術和新材料的開發,金屬3D打印技術逐漸成為對傳統制造業技術的有力替代者。那么,金屬3D打印是怎么工作的呢?
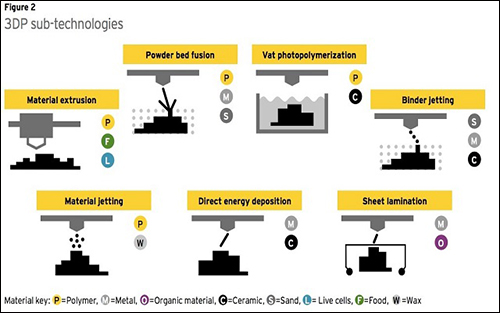
現在我們將為你介紹三類目前已經投入使用的3D打印技術:
粉末床技術:通過粉末原材料和激光的聯合作用來制造3D打印零部件;
粘結劑噴射技術:使用某種液態粘結劑粘結粉末原材料的3D打印技術;
激光金屬沉積:一項通過逐層沉積金屬來獲得3D打印零部件的技術。
一、粉末床技術
首先要介紹的是最具有前景粉末床技術,其原理是通過對一個填滿粉末的托盤進行局部加熱來對原材料進行燒結或融化,然后新的一層粉末被運送過來繼續加熱沉積,不斷重復此過程直到零部件制造完成。
類似的,在雕塑造型上,我們應用一種名為選擇性激光燒結技術(SLS)的粉末燒結技術來3D打印塑料制品。此項技術可依據你在3D打印平臺上直接設計的3D模型,使用一種聚酰胺(尼龍)粉末來制造功能部件和物體原型。
金屬3D打印的四種粉末床技術
如上所述,粉末技術結合加熱和粉末床來制造3D打印部件。用于3D打印金屬部件的3種技術分別是:
DMLS直接金屬激光燒結;SLM選擇性激光熔化成型;EBM電子束熔化成型。
1、直接金屬激光燒結
除了要使用金屬粉末材料,直接金屬激光燒結(DMLS)與選擇性激光燒結的工作方式相同,主要是熔化溫度不同。塑料聚酰胺的熔化溫度在160 °C - 200 °C范圍內,這意味著機器很容易達到這一溫度范圍,而且冷卻時間也相對較短。相反的,不銹鋼至少要達到1510 °C才能夠融化。直接金屬激光燒結技術只能燒結而不能完全熔化材料。其優點有很多:控制材料的孔隙率,低的能量損耗和快速的生產周期。這一技術通過使用不銹鋼或金屬合金等來源范圍廣泛的工程材料來制造物體原型,功能部件和機械零部件。
2、選擇性激光熔化成型
選擇性激光熔化成型借助惰性氣體(含氧量低于500ppm的氬氣或氮氣)以達到更高的熔化溫度。不同于粉末燒結,激光(惰性氣體環境下)把粉末熔化成液態形式,然后使其在冷卻過程中凝固。這一完全熔化工藝使金屬形成了一種具有良好電阻的均勻塊狀結構。它非常適合于如鈦或鋁一類的純金屬。材料的完全熔化需要更高的溫度,因此SLM技術所需的冷卻時間比DMLS技術更長。
3、電子束熔化成型
EBM技術也是一種粉末3D打印技術,但是它需要使用電子束和一個高度真空的環境來熔化金屬粉末(不同于激光),能量產生的方式不同。DMLS 和 SLM技術的能量源是一個Yb(鐿)纖維激光器(由光子組成),而EBM技術則是電磁場控制的電子束(由物質組成)。
由于電子是由計算機控制的,所以熱源的產生不需要使用如DMLS 或 SLM技術中用到的鏡子等其他機械零件。這樣就使得制造過程比基于激光的制造技術更快速和更精確一些。根據你設計的3D模型,將能量全部集中于粉末來制造固體部件。由于融合過程中的溫度分布較為平穩,使得模型具有非常好的強度性質。
然而,應用這一技術生產零部件時,將受到鈦和鈷金屬材料的限制,所以主要應用于航空航天領域。
二、粘結劑噴射技術
除了不使用熱源外,第二種主要技術也是使用粉末來制造零件的。它是使用粘結劑把材料粘結到一起來制造3D打印產品的。
材料粉末(金屬,沙,陶瓷……)的薄層被一個滾筒逐層的疊加來完成3D打印工藝。在每層之間,粘結劑可以通過一個或多個印刷頭來進行沉積。打印完畢后,只要掃除沒有沉積粘結劑處的粉末即可得到最終產品模型。
為了提高打印速度,可以使用多個印刷頭和一個干燥粘結劑的設備。這一技術有很多優點:非常低的成本,優異的打印效率和很大的打印容量。
這兩種材料方法可以有大量的不同種類的粘結劑—粉末搭配組合,并伴隨著多樣的力學性能。然而,因為這一技術是通過粘結材料而不是通過加熱過程燒結的方法,所以其技術特點有相當大的限制條件。
為了增強粘結劑噴射制造的金屬3D打印產品的強度和堅固性,后處理過程技術主要在于使用高溫等靜力壓制來固化最終物體模型,簡單地說,物體模型被放入一個設備中,通過加熱加壓來固化模型。與最初的方法相比,這樣會為這一技術增加時間,過程和成本。
激光金屬沉積
在3D打印工藝中,激光金屬沉積可以與熔化沉積成型相比較。在LMD技術中,金屬粉末被噴射到一個被激光束局部加熱的平臺上。與FDM技術不同,LMD技術中不僅印刷頭是靈活的,平臺也可以通過移動、旋轉和傾斜來制造零部件。因此,這一技術能夠快速移動,并且可以通過移動印刷頭來制造更復雜的形狀。這項技術的主要優點是能夠高度控制顆粒結構,可以讓這一過程達到高質量的修理作業。而且,相比于其他基于激光的技術,其材料冷卻速度也是非常快的。
為了得到一個好的金屬3D打印效果,就需要在表面質量和速度之間尋找一個平衡。打印速度越快,得到的表面分層現象越明顯。盡管在3D打印過程中最終產品的品質也非常依賴于原材料的使用,但是通常犧牲速度以達到高的精度和品質,使修復費用達到最低。由于材料的限制,鋼和鋁需要進行更深入的研究才能把這一技術推向更主流的市場。
三、混合金屬制造技術:薄片層壓
目前,金屬3D打印技術只占了生產工藝的一小部分,但是到2020年,在工業部門中,20%有3D打印經驗的從業者將會把金屬3D打印作為附加生產技術,而15%的從業者將會使用混合制造技術。
混合技術是把傳統的和附加的制造技術結合起來制造具有復雜形狀的零部件。混合制造技術包括許多現有的技術,通過由電腦控制的精密工具來添加和減少物質。
薄片層壓技術
由于具有兩步制造過程,薄片層壓技術被認為是一種半附加制造技術,其主要應用于那些容易制成標準薄片的材料(金屬,聚合物……)。其制造過程非常簡單:首先,把金屬薄片固定在切割床的適當位置,在前一層上涂抹粘結劑,然后在新的薄片添加之前用激光把前一層薄片切割成所需要的形狀即可。
粘結片層的過程既可以使用粘結劑也可以使用超聲波焊接。顯然后者得到的材料強度更大,但是還需要進行后處理過程,使零部件得到較好的表面形貌。
由于原材料(金屬薄片)應用廣泛且不需要加熱和冷卻過程,這一技術比基于粉末的制造技術速度更快,成本更低。但是,它的缺點是切割下來的邊角料經常流失,不能回收再利用,造成了一定的浪費。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:劉洋
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461