
熱障涂層無損檢測技術(shù)研究進(jìn)展
2017-01-19 12:02:56
作者:本網(wǎng)整理 來源:網(wǎng)絡(luò)
分享至:


渦輪發(fā)動機是航空飛行器和工業(yè)燃?xì)廨啓C的關(guān)鍵核心部件,渦輪發(fā)動機的主要材料是鎳基合金,其耐高溫度為1000℃,不能滿足工作需求。為保護(hù)發(fā)動機,發(fā)展了熱障涂層(TBC)。涂覆TBC 的發(fā)動機葉片能在1600℃高溫下運行,提高發(fā)動機60% 以上的熱效率,有效地增加推重比,這使得TBC 逐漸應(yīng)用在核反應(yīng)堆、航空發(fā)動機等許多領(lǐng)域。然而,TBC 是一種由基底、粘結(jié)層及陶瓷層組成的多層結(jié)構(gòu)系統(tǒng),各層有明顯不同的物理、熱、機械性能,復(fù)雜的結(jié)構(gòu)和苛刻的工作環(huán)境使得TBC在使用過程中易產(chǎn)生表面裂紋缺陷和界面脫粘缺陷,而TBC 的一些固有特性(如多孔性、較薄的厚度)使傳統(tǒng)無損檢測方法存在技術(shù)和檢測效率的局限。因此,發(fā)展TBC 試件缺陷的無損檢測技術(shù)具有重大意義。
傳統(tǒng)的無損檢測方法主要有滲透檢測、渦流檢測、超聲或超聲顯微檢測、聲發(fā)射技術(shù)等。滲透檢測技術(shù)通過將某些特制的液體滲透進(jìn)被測構(gòu)件來實現(xiàn)對構(gòu)件表面裂紋的位置、大小和形狀進(jìn)行檢測。渦流檢測技術(shù)以電磁感應(yīng)為基礎(chǔ),利用不同材料在交變磁場作用下產(chǎn)生的不同振幅和相位實現(xiàn)檢測。超聲檢測和超聲顯微檢測技術(shù)近年來發(fā)展較快,超聲波經(jīng)耦合劑傳播到被檢構(gòu)件時,構(gòu)件內(nèi)部缺陷會阻礙超聲波的傳播,而無缺陷的位置超聲波的傳播不受影響,但是由于TBC 具有多空隙的結(jié)構(gòu)特點,超聲檢測或超聲顯微檢測不適合TBC 的無損檢測。聲發(fā)射技術(shù)利用材料變形或產(chǎn)生裂紋時釋放的應(yīng)變能產(chǎn)生的應(yīng)力波來檢測出裂紋信息,是直接檢測裂紋的主要方法之一,但由于該技術(shù)需在加載過程中進(jìn)行,檢測的是動態(tài)缺陷,而不是靜態(tài)缺陷,因而屬于被動檢測方法。滲透檢測技術(shù)會使液體等進(jìn)入試件內(nèi)部,不能夠形成非接觸。復(fù)阻抗譜通過電路模型測量電阻、電容等性質(zhì)的變化來分析TBC 的厚度、微觀結(jié)構(gòu)、缺陷的生長特征。但是,由于陶瓷層中的孔洞和裂紋及界面形狀的不規(guī)則性對測試等效電路產(chǎn)生影響,帶來了結(jié)果的不確定性。傳統(tǒng)無損檢測技術(shù)的檢測靈敏度低,準(zhǔn)確度不高,檢測速度慢且操作復(fù)雜,加之對檢測試件的限制條件,不能夠?qū)崿F(xiàn)對TBC 試件的定量無損檢測。
為避免傳統(tǒng)無損檢測中傳感器接收信號這一接觸式測量方式,傳統(tǒng)的無損檢測方法結(jié)合了紅外熱成像無損檢測技術(shù),實現(xiàn)對TBC 的高靈敏度、非接觸、全場快速的簡便無損檢測技術(shù)。紅外熱成像技術(shù)作為一種新興的無損檢測手段,具有檢測面積大、檢測結(jié)果直觀、檢測速度快、非接觸以及使用簡單等優(yōu)點。熱波成像法最早在1984 年由英國國家無損檢測中心MILNE 等率先推出,1996 年日本學(xué)者ITOH 等開始了使用熱波成像法研究TBC 脫粘裂紋,2005 年由NEWAZ 等采用熱波成像技術(shù)研究了界面脫粘和其剩余壽命的關(guān)系,近年來得到了廣泛的研究和應(yīng)用。2012 年,PTASZEK等開始開展紅外熱波成像用于TBC 界面脫粘的標(biāo)定工作。
紅外熱成像技術(shù)可以分為主動式和被動式。被動式是熱像儀接收試件自身的紅外輻射并將其轉(zhuǎn)化為電信號獲得熱圖像的技術(shù),主動式是通過加載外部激勵的方式使被檢零件表面溫度發(fā)生變化,并由熱像儀采集圖像的技術(shù)。目前,無損檢測中的主動式紅外熱成像無損檢測方法主要有光激勵熱成像法、渦流熱成像法和超聲熱成像法。
TBC 檢測的光激勵熱成像法
根據(jù)光激勵信號的不同,將光激勵熱成像法分為光脈沖熱成像法和光鎖相熱成像法。根據(jù)光激勵光源的不同,又分為燈光激勵熱成像法和激光掃描熱成像法。下面將介紹這兩種方法在TBC 無損檢測中的應(yīng)用。
1 燈光激勵熱成像法
燈光激勵熱成像法是一種新型的脈沖紅外熱成像無損檢測技術(shù),包括熱激勵系統(tǒng)、熱成像系統(tǒng)及紅外圖像序列處理系統(tǒng)。原理具體過程為:采用大功率的燈光激勵熱源對含有缺陷的試件表面進(jìn)行熱激勵,試件表面被加熱,熱流在試件內(nèi)部進(jìn)行熱傳導(dǎo)(采用一維熱傳導(dǎo)模型進(jìn)行分析)。若試件內(nèi)部存在缺陷,則熱傳導(dǎo)受到阻礙,形成穩(wěn)態(tài)或瞬態(tài)不均勻的溫度場,最終導(dǎo)致試件表面溫度分布不均勻,利用紅外熱成像系統(tǒng)采集表面溫度信號的圖像序列,分析并提取熱圖像中的信息,獲得含有缺陷信息的熱響應(yīng)特征。2014 年,唐慶菊在其博士論文中對該方法進(jìn)行了驗證。采用長為150mm、寬為104mm、厚為6mm 的SiC 涂層- 高溫合金基體及SiC 涂層-C/C 基體作為試驗材料,在試件上制造不同孔徑大小的盲孔缺陷,能夠檢測出直徑為1mm、深為2mm 的盲孔缺陷。
燈光激勵熱成像法具有操作簡便,靈敏度高的特點,能夠?qū)崿F(xiàn)TBC 試件全場大范圍、非接觸的快速無損檢測。對于徑深比在1.2~4.0、深度在1.0~2.5mm 的缺陷,其深度和直徑預(yù)測誤差處于4%~10% 左右。
2 激光掃描熱成像法
激光掃描熱成像法是一種對表面裂紋缺陷和界面脫粘缺陷進(jìn)行無損檢測的新型方法。激光束在TBC試件表面匯聚成特定直徑的激光點,選擇一定的脈沖寬度,優(yōu)化控制快速移動的線激光作為熱源激勵。激光的優(yōu)勢是可控性高、定向性好以及光散度小,在微小區(qū)域內(nèi)可以形成均勻的光照強度。由于激光光源的特殊性,利用激光作為光源的光激勵熱成像法適用于TBC 的無損檢測。
2011 年,BURROWS 等[29] 利用掃描點激光的方法,根據(jù)掃描過程中表面裂紋處溫度升高的原理,檢測出不銹鋼和純鋁構(gòu)件上的表面裂紋。同年,LI 等[30] 根據(jù)表面裂紋的熱阻礙現(xiàn)象,用靠近裂紋的激光點形成的點熱源檢測了奧氏體不銹鋼的表面裂紋。2013 年,AN 等[31] 同樣利用裂紋處的熱阻現(xiàn)象,結(jié)合鎖相溫度振幅的后處理方法,對金屬構(gòu)件上的疲勞裂紋進(jìn)行了檢測。
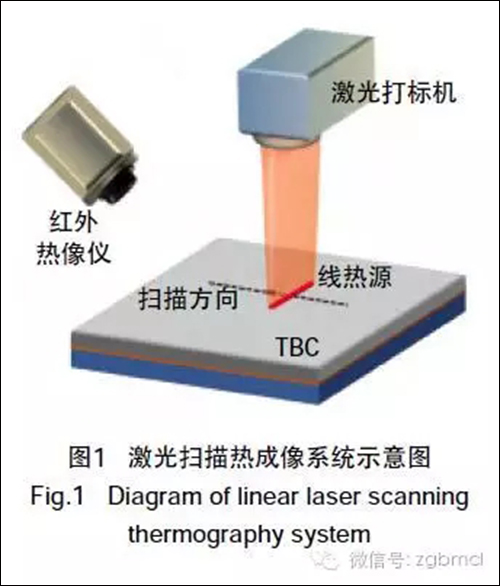
根據(jù)以上描述的點激光掃描熱成像法對金屬試件的檢測,2015 年,石文雄等將激光掃描熱成像法應(yīng)用于TBC 試件,優(yōu)化設(shè)計TBC 試件的多模式掃描熱成像無損檢測系統(tǒng),激光掃描熱成像系統(tǒng)示意圖如圖1 所示。對于表面裂紋缺陷檢測,控制直徑為微米量級的激光點快速移動形成線狀熱源,將一個線狀熱源在TBC 試件表面沿著垂直裂紋、傾斜裂紋和平行裂紋3 個方向移動,利用裂紋與線熱源相交位置的溫度達(dá)到最大值這個特征來發(fā)展閾值分割累加后處理方法,根據(jù)3 個方向得到的處理結(jié)果綜合對比,確定裂紋形狀和位置信息,能夠快速識別寬度約為60μm 以上的裂紋缺陷。針對不能夠分析的疑似缺陷,進(jìn)行重新的點激光掃描檢測,計算全場溫度梯度場和溫度對數(shù)梯度場,進(jìn)行閾值分割,細(xì)化之后將處理后的結(jié)果累加,再次取閾值,得到反映掃描微小范圍區(qū)域內(nèi)的裂紋形狀位置結(jié)果圖像,能夠識別出寬度為9.5μm 以上的裂紋缺陷。
對于界面脫粘缺陷的檢測,用盲孔缺陷模擬脫粘缺陷。采用直徑為30mm、厚度為2.5mm、含有3 個孔徑的TBC 試件進(jìn)行試驗,孔徑直徑分別為3mm、2mm 和1mm,孔深為1.9mm,厚度為2mm 厚的鎳基合金,0.1mm 厚的粘結(jié)層,以及0.4mm厚的氧化鋯涂層。當(dāng)掃描速度足夠快且做線狀移動時,激光點可以作為線激光。當(dāng)該線激光以垂直于移動方向掃描時,即構(gòu)成線激光激勵。該線狀熱源在含有盲孔缺陷的TBC 試件表面全場大范圍快速掃描,成為粗掃描階段。對紅外熱像儀采集到的熱圖像,經(jīng)過構(gòu)造載波溫度場、三時刻加窗求振幅、自適應(yīng)變權(quán)重濾波等后處理方法處理后,得到直徑在2mm 以上的盲孔缺陷。對疑似缺陷的微區(qū)域,在小范圍進(jìn)行掃描作為細(xì)掃描階段,對微區(qū)域范圍的熱圖像采用脈沖熱成像,即在時間序列上進(jìn)行傅里葉變換,得到微區(qū)域范圍內(nèi)的振幅圖和相位圖,可以識別出直徑在1mm 以上的盲孔缺陷。
激光掃描熱成像法是一種全場范圍內(nèi)快速高效、高靈敏度的檢測方法,與其他方法相比,該方法更適用于表面裂紋缺陷檢測,能夠檢測出裂紋寬度約為10μm 的缺陷;當(dāng)檢測界面脫粘缺陷時,通過粗掃階段和細(xì)掃階段的分階段掃描,能夠?qū)崿F(xiàn)盲孔直徑為1mm 的缺陷檢測。
TBC 檢測的渦流熱成像法
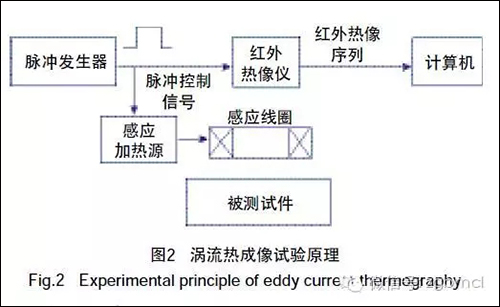
渦流熱成像法是新型的紅外熱波無損檢測方法,根據(jù)渦流激勵的時間不同,可以分為脈沖渦流熱成像和鎖相渦流熱成像。脈沖渦流熱成像檢測的基本原理如圖2 所示。當(dāng)交變電流通過感應(yīng)線圈后會產(chǎn)生磁通量的改變,靠近待測試件時,在試件表面產(chǎn)生感應(yīng)渦流;若試件存在缺陷,材料內(nèi)部的渦流分布會發(fā)生改變,產(chǎn)生高密度區(qū)和低密度區(qū),根據(jù)焦耳熱定律,在材料內(nèi)部產(chǎn)生高溫區(qū)和低溫區(qū)。對于界面脫粘缺陷,根據(jù)一維熱傳導(dǎo)方程,由于空氣導(dǎo)熱率遠(yuǎn)小于金屬導(dǎo)熱率,熱傳導(dǎo)中受到阻礙,脫粘缺陷處溫度明顯低于正常區(qū)域,通過熱圖像后處理分析算法,實現(xiàn)了材料缺陷信息的熱響應(yīng)特征提取。
渦流熱成像法具有檢測效率高,靈敏度高,操作簡便,成本低,全場范圍等優(yōu)點。按照感應(yīng)線圈與紅外相機的相對位置分類,可分為透射式渦流熱成像法和反射式渦流熱成像法,兩種方法已經(jīng)成功應(yīng)用于金屬試件的缺陷檢測,能夠檢測出長度為0.4mm、深度為0.12mm 量級的金屬裂紋缺陷。對于TBC 試件,嘗試使用透射式渦流熱成像法進(jìn)行檢測,能夠檢測出直徑在1mm 以下的TBC 盲孔缺陷。然而采取反射式渦流熱成像法檢測TBC 試件,還未能獲得較好的結(jié)果。
通過對比光激勵熱成像法和渦流熱成像法可以發(fā)現(xiàn):光激勵熱成像法更適用于表面裂紋缺陷檢測,能夠達(dá)到裂紋寬度為10μm 量級的檢測,對界面脫粘缺陷則需要粗掃描和細(xì)掃描兩次測量才能夠達(dá)到直徑為1mm 盲孔缺陷檢測的較好結(jié)果。然而,渦流熱成像法則更適用于界面脫粘缺陷檢測,只需要一次短時間的檢測,便能夠達(dá)到1mm 以下的缺陷檢測。然而,渦流熱成像對TBC 裂紋缺陷的檢測,還需要進(jìn)一步研究。
TBC 檢測的超聲熱成像法
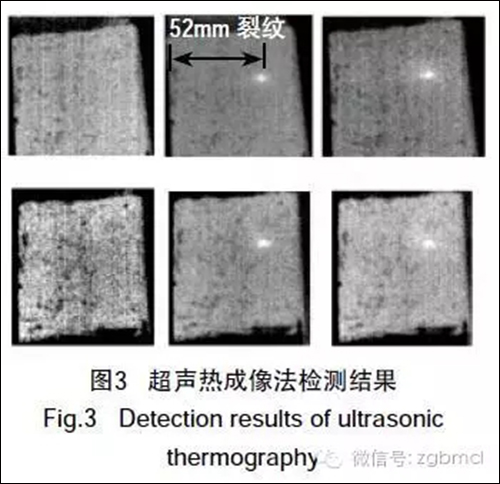
超聲熱成像法是新型的脈沖紅外熱波無損檢測方法之一,根據(jù)超聲激勵的時間不同,可以分為脈沖超聲熱成像和鎖相超聲熱成像。超聲熱成像利用特定的超聲波作用在不同材料或結(jié)構(gòu)中產(chǎn)生機械振動,超聲波在缺陷處因熱彈效應(yīng)和滯后效應(yīng)導(dǎo)致聲能衰減而釋放熱量,機械能轉(zhuǎn)化為熱能并傳遞至試件表面,引起試件表面裂紋局部發(fā)熱并被紅外熱像儀采集,缺陷本身可視為熱源進(jìn)行熱波傳遞。對含有長度為52mm 裂紋的鋁板試件使用超聲熱成像法進(jìn)行檢測,檢測結(jié)果如圖3 所示。
2013 年,南昌航空大學(xué)孫穎在碩士論文《渦流葉片熱障涂層結(jié)構(gòu)狀態(tài)超聲檢測方法研究》中,對TBC 厚度進(jìn)行測量,測量厚度達(dá)到0.1~0.15mm。由于TBC 材料的多孔性,超聲波在空隙中存在熱彈效應(yīng)和滯后效應(yīng),導(dǎo)致非缺陷處產(chǎn)生熱量,理論分析表明,超聲熱成像法并不適用于TBC 材料的無損檢測。然而目前已有文獻(xiàn)實現(xiàn)了對TBC 厚度的檢測,因此超聲熱成像法能否用于TBC 的缺陷檢測仍需進(jìn)一步試驗驗證。
熱圖像的后處理方法
對于采集到的原始熱圖像,由于環(huán)境或熱激勵不均等噪聲的存在,導(dǎo)致熱圖像的缺陷信息不容易觀察。為了得到信噪比較高的熱圖像,采用新型的熱圖像的后處理方法,能夠清晰得到包含缺陷信息的熱圖像,常用的后處理方法包括溫度對比、時間導(dǎo)數(shù)、信號變換和矩陣分解等。
溫度對比是指利用試件中缺陷區(qū)域和非缺陷區(qū)域的溫差來判別缺陷。對比方式包括絕對對比、遞進(jìn)對比、歸一化對比、標(biāo)準(zhǔn)對比、差分絕對對比和改進(jìn)差分絕對對比等。采用有缺陷的熱源激勵熱圖像減去正常的熱源激勵熱圖像,得到最終含有缺陷響應(yīng)的結(jié)果圖。
時間導(dǎo)數(shù)中的多項式擬合時間微分- 相關(guān)系數(shù)法是指對紅外熱圖序列處理,具體步驟為:首先對溫度隨時間的對數(shù)變換曲線進(jìn)行多項式擬合,實現(xiàn)對原始溫度信號的重構(gòu),然后對各像素點的重構(gòu)信號與參與信號之間的逼近程度進(jìn)行評估,根據(jù)求得的相關(guān)系數(shù)對缺陷與正常區(qū)域進(jìn)行評估。
信號變換中的代表方法為脈沖相位法,在時間序列上對熱圖像進(jìn)行傅里葉變換,即可得到振幅場和相位場,通過分析即可得到缺陷區(qū)域與正常區(qū)域的不同。處理脈沖相位法,廣泛應(yīng)用的還有有小波變換[39] 和Hough 變換。
矩陣分解中的代表方法為主成分分析法,主成分法是將采集到的原始熱圖像和采集時間共同構(gòu)造矩陣,通過構(gòu)造協(xié)方差矩陣進(jìn)行奇異值分解,求得特征值,對特征值中占有重要部分的值進(jìn)行提取,得到增強信噪比的熱圖像。
結(jié)束語
本文介紹了TBC 無損檢測中的傳統(tǒng)方法,如滲透檢測、渦流檢測、超聲檢測、超聲顯微檢測、聲發(fā)射技術(shù)等和紅外熱成像方法以及熱圖像后處理算法,特別是對非接觸、全場范圍的快速主動式紅外熱成像方法進(jìn)行了具體的介紹,包括光激勵熱成像法、渦流熱成像法和超聲熱成像法,通過文獻(xiàn)調(diào)研和試驗分析,可以發(fā)現(xiàn):由于受到TBC 多空隙等結(jié)構(gòu)的限制,傳統(tǒng)無損檢測方法靈敏度不高;光激勵中的激光掃描熱成像法對TBC 表面裂紋缺陷有較好靈敏度,能夠識別裂紋寬度約為10μm 的缺陷,渦流熱成像法對TBC 界面脫粘及盲孔缺陷有較好靈敏度,能夠識別直徑為1mm 以下的缺陷,而超聲熱成像法對TBC 缺陷的檢測能力還需要進(jìn)一步研究。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:王元
投稿聯(lián)系:編輯部
電話:010-62313558-806
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):8125

腐蝕與“海上絲綢之路”
點擊數(shù):6461