
輕質合金板材沖擊液壓成形技術問世
2018-06-13 12:58:51
作者:本網整理 來源:中國科學報
分享至:


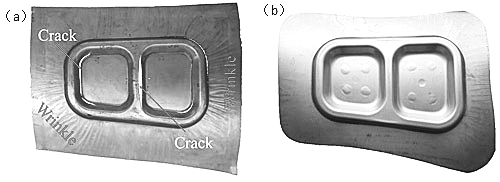
5A06鋁合金復雜薄壁口框零件 (a)落壓成形 (b)沖擊液壓成形。

沖擊液壓成形的2B06飛機板件,2道次,無中間熱處理,無人工,沖孔成形同模具一次完成。
近日,中國科學院金屬研究所研制成功一種鈑金沖擊液壓成形技術。該技術將傳統鋁合金板材成形過程中8道次以上的人工輔助制造過程改變為2道次的自動化生產過程,無須中間工藝熱處理,提高了400%的生產效率,有望推動和提升我國航空鈑金制造業發展水平。
據悉,航空用高強鋁、鎂、鈦等輕質合金塑性差,成形過程中容易起皺和開裂。我國一直沿襲蘇聯的落錘成形技術,落錘成形由于是剛性模成形,成形零件會有劃痕等缺陷,成品率不高,零件精度及一致性差,材料利用率低,模具壽命較低,勞動條件和安全性差。
針對上述復雜航空鈑金零件制造過程中的問題,以及我國大飛機行業的發展需求,中國科學院金屬研究所塑性加工先進技術團隊博士生馬彥、副研究員徐勇及研究員張士宏等人基于沈飛、成飛和航天一院的生產需求開展研究,并與白俄羅斯科學院和羅馬尼亞克盧日—納波利技術大學開展交流與合作,通過將充液拉深成形技術與高速沖擊成形技術相結合,提出了一種沖擊液壓成形技術。
利用該技術制備的5A06鋁合金單向拉伸試件,在高應變速率條件下的延伸率相比于準靜態條件增加了40%。為此,金屬所科研團隊自行設計了一臺板材沖擊液壓成形極限試驗裝置,發現5A06鋁合金板件的沖擊液壓成形極限相比于準靜態液壓成形極限得到了大幅提高。
基于以上研究,科研團隊還自主研發了新型沖擊液壓成形專用設備。該設備采用液壓蓄能器組合結構實現了大質量沖擊體的高能高速驅動及控制,是該設備的核心專利技術。
當前,科研團隊已經通過沖擊液壓成形技術成功實現了航空復雜薄壁口框零件的成形。該技術制造的口框零件具有更均勻的壁厚減薄率,更好的小圓角填充能力,并且能夠有效地抑制回彈。
張士宏告訴《中國科學報》記者:“我們還與白俄羅斯科學院和羅馬尼亞克盧日—納波利技術大學進行合作,研制成功世界上第一臺可以用于生產的沖擊液壓成形設備。”
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:殷鵬飛
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763