



C/C 復合材料有著優(yōu)異的耐熱性和高溫性能,可經(jīng)受住2 000 ℃以上的高溫,是目前在惰性氣氛中高溫力學性能最好的材料。此外,它具有良好的抗熱沖擊、抗燒蝕、耐含固態(tài)微粒燃氣沖刷、熱膨脹系數(shù)低及良好的熱導性能等一系列的特性,能應用于高于3 000 ℃高溫短時的燒蝕環(huán)境中,如航天飛機、洲際導彈的鼻錐帽、固體火箭發(fā)動機噴管與喉襯等。但是,高溫易氧化問題導致C/C 復合材料優(yōu)異的高溫性能只有在無氧環(huán)境中才能得到充分發(fā)揮。然而,C/C 熱結(jié)構(gòu)部件的服役環(huán)境大多是極為惡劣的高溫強氧化環(huán)境,如飛機發(fā)動機內(nèi)的燃氣環(huán)境、大氣環(huán)境、高溫腐蝕或燒蝕環(huán)境等,氧化對材料的力學性能的影響較大。同時,C/C 復合材料作為燒蝕材料主要應用于固體火箭噴管,火箭噴管內(nèi)夾帶固相或液相粒子的高速燃氣流不斷沖刷喉襯,使得喉襯不斷氧化與燒蝕。
目前,國內(nèi)外解決C/C 復合材料防氧化與抗燒蝕的辦法綜合起來主要有2 種:1)以材料本身對氧化反應進行催化為前提的內(nèi)部改性技術(shù),即在C/C 復合材料制備過程中就對碳纖維和碳基體進行改性處理,使C/C 復合材料基體本身具有較強的抗氧化與抗燒蝕能力。該技術(shù)主要應用于短時燒蝕環(huán)境下的C/C 復合材料氧化性能的提高,對于C/C 復合材料的長壽命抗氧化主要局限于1 000 ℃以下的環(huán)境。2)在防止含氧氣體接觸擴散為前提的材料外部表面涂層技術(shù),即在C/C 復合材料表面涂覆耐氧化、抗燒蝕的高熔點化合物,如Ta、Hf、Zr、Nb、Si、Mo 等的碳化物、硼化物、硅化物涂層,以提高C/C 復合材料的抗氧化與抗燒蝕性能。
金屬間化合物MoSi2 高溫時其表面會形成一層致密的SiO2 保護膜,具有特別優(yōu)異的高溫抗氧化性能,常作為難熔金屬、石墨和 C/C 復合材料的高溫抗氧化涂層。目前主要的涂層方法包括包埋法、原位反應法、料漿-涂刷法、水熱-電泳沉積法、化學氣相沉積法等。然而,雖然相關(guān)報道較多,但也只停留在試驗階段,在實際工程應用過程中,涂層C/C 復合材料不僅要承受高溫氧化,而且要克服高速粒子的沖刷。因此,對涂層結(jié)構(gòu)致密度、厚度均勻性以及涂層的結(jié)合強度要求較高。
這除了由于MoSi2 本身的固有性質(zhì)外,更大程度上是因為現(xiàn)有涂層方法MoSi2 涂層制備技術(shù)尚存在一定的缺陷,很難制備出滿足上述要求的涂層。因此,開發(fā)新的涂層技術(shù)迫在眉睫,等離子噴涂制備的涂層結(jié)構(gòu)致密度、厚度均勻性以及涂層的結(jié)合強度較高,且工藝穩(wěn)定、可重復性好,是一種很有前途的MoSi2 涂層制備工藝。
本文將采用超音速等離子噴涂法在SiC 涂層C/C 表面制備MoSi2 涂層,研究噴涂功率、主氣(Ar)流量對粉料表面溫度、飛行速度、沉積率以及對涂層表面微觀結(jié)構(gòu)和結(jié)合強度的影響。
1 實 驗
1.1 實驗原料
具有SiC 涂層的C/C 復合材料,自制;聚乙烯醇(Polyvinyl alcohol(PVA)), 中聚合度,醇解度99.8%~100%,天津市科密歐化學試劑有限公司;二硅化鉬粉(MoSi2),純度≥99.5%,粒度300 目,鄭州嵩山電熱元件有限公司; 氬氣(Ar),純度≥99.99%,四川梅塞爾氣體產(chǎn)品有限公司;氫氣(H2),純度≥99.99%,四川梅塞爾氣體產(chǎn)品有限公司。
1.2 MoSi2 涂層的制備過程
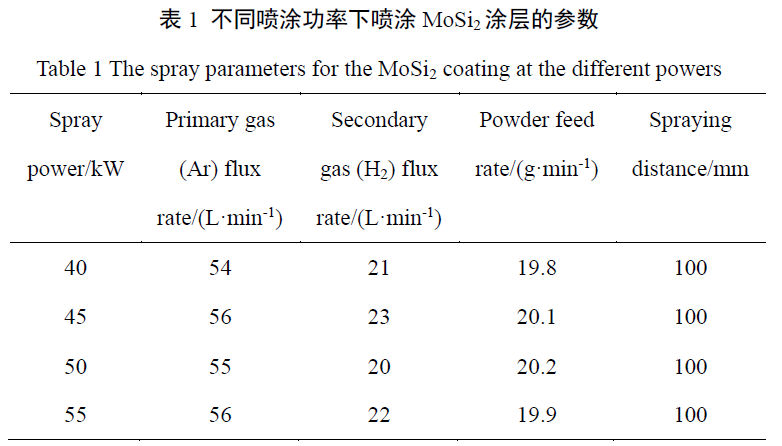
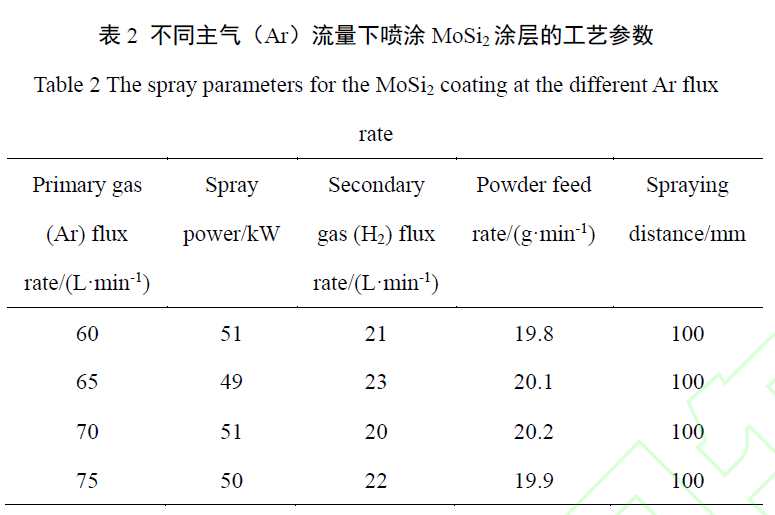
利用超音速等離子噴涂系統(tǒng),按設(shè)定的噴涂工藝噴涂MoSi2 涂層到帶SiC 涂層的C/C 復合材料表面,主要研究了不同噴涂功率、主氣(Ar)流量對涂層制備過程的影響,涂層制備工藝如下:
1)按比例稱取聚乙烯醇與水,而后利用恒溫磁力攪拌器加熱至100 ℃,攪拌5 h 左右,靜置12h,得到PVA 質(zhì)量分數(shù)為7%的粘結(jié)劑;2)稱取一定量的二硅化鉬粉,加入質(zhì)量分數(shù)10%的粘結(jié)劑,充分攪拌后置入干燥箱中,在100 ℃下干燥3 h,利用球磨機球磨5 h 后,分別過325 目與200 目分子篩,取200~325 目的粉料作為噴涂粉;3)利用超音速等離子噴涂系統(tǒng)按設(shè)定的噴涂工藝,將準備好的噴涂粉料噴涂到帶SiC 涂層的C/C 復合材料表面,得到致密的MoSi2 外涂層。
噴涂工藝參數(shù)如表1 和2 所示。結(jié)合強度測試裝置如圖1 所示。
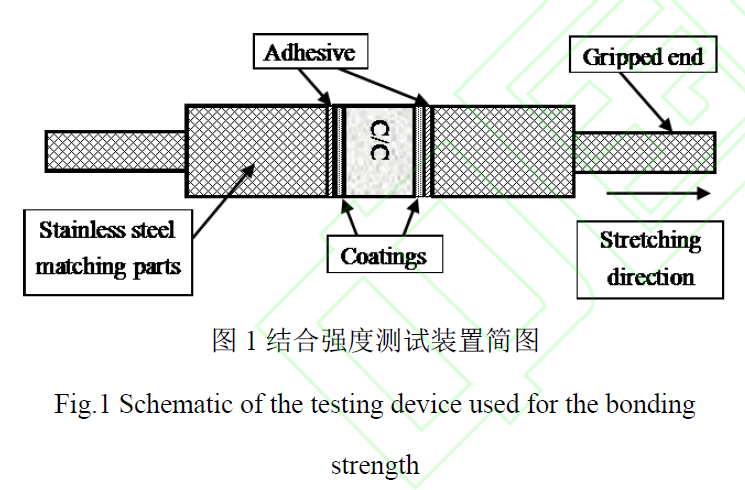
按照GB/T 8642-88《熱噴涂結(jié)合強度的測定》要求,采用粘接拉伸法測試涂層與基體間界面結(jié)合力,測試原理如圖1 所示,在2 個對偶件端面分別均勻地涂上改性丙烯酸脂粘結(jié)劑,而后將試樣粘接在兩端面間,室溫下5~10 min 定位,固化24 h 后,待粘結(jié)好后,在電子萬能試驗機(CMT5304-30kN)上均勻的、連續(xù)加載,直到試樣斷開,記錄最大斷裂載荷,有效試樣不少于5 個,取記錄載荷的平均值,涂層與基體的結(jié)合強度(σ)計算公式如下:
式中:F 為涂層脫離時最大拉力,N;S 為涂層試樣的粘結(jié)面積,m2;σ 為界面結(jié)合強度,MPa。
1.3 MoSi2 涂層的微觀結(jié)構(gòu)分析
超音速等離子噴涂系統(tǒng):HEPJ 型高效能超音速等離子噴涂設(shè)備(功率≥80 kW);噴涂粉料的測溫測速設(shè)備:SprayWatch 2i 熱噴涂監(jiān)測系統(tǒng);ZGS-350 型真空高溫燒結(jié)爐(最高使用溫度:3000 ℃);M-4L 型行星式球磨機(轉(zhuǎn)速≤600 r/min);JSM-6460 型和VEGA TS5136XM 型掃描電鏡掃描電鏡和SUPRA55 型場發(fā)射掃描電鏡用于分析涂層的微觀結(jié)構(gòu);X'Pert PRO 型X 射線衍射分析儀。
2 結(jié)果與分析
2.1 噴涂功率對MoSi2 涂層制備的影響
2.1.1 噴涂功率對粒子溫度和飛行速度的影響
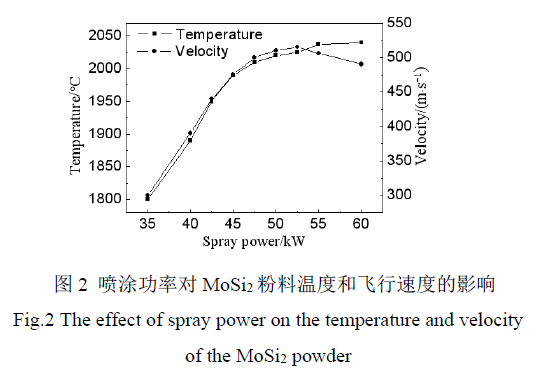
圖2 為不同功率對MoSi2 粒子溫度、速度的影響規(guī)律。由圖2 可以看出:隨著功率的增大,粒子溫度在47.5 kW 之前快速上升,在47.5~55 kW 增速減緩,55 kW 之后其溫度不再增加,基本保持不變;粒子飛行速度在47.5 kW 之前亦快速上升,在47.5~52.5 kW 增速較為緩慢,而52.5 kW 以后出現(xiàn)緩慢降低。
MoSi2 粒子溫度與速度隨功率增加主要是射流加熱能量增加的緣故,而在47.5 kW 后粒子可能是因為物理變化或化學反應消耗一定的熱量,使得粒子溫度增加緩慢甚至不再增加;粒子的速度先增大后略微減小,主要是因為功率過大而導致少量粉末過熔甚至團聚,從而阻礙了粒子速度進一步提高。因此,功率選為47.5~55 kW,既能使粒子有較高的速度和溫度,還能保證粉末不過熔。
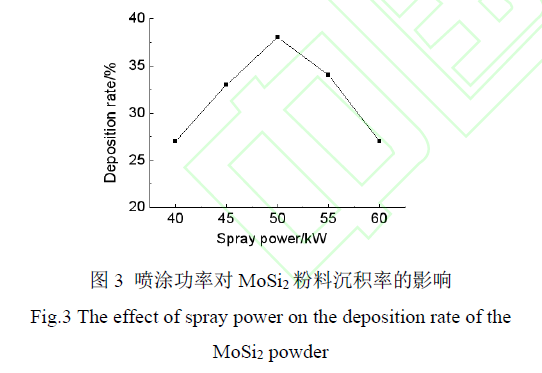
從圖3 可以看出,隨著噴涂功率的增加,噴涂粉末的沉積率先增加后降低,在噴涂功率為50 kW時達到最高值38%。在較低功率下,噴涂粉末的熱焓和熔化程度不高,粒子中將存在較多熔化不完全或者未熔化的噴涂粒子,這些粒子的存在將降低噴涂粉料整體塑性,變形不充分,在高速射流作用下撞擊到基體表面,可能出現(xiàn)粒子破碎,產(chǎn)生大量的粉末飛濺;而隨著功率的升高,噴涂粉末熱焓和熔化程度提高,同時其飛行速度也有所提高,撞擊到基體表面能夠很好地附著與鋪展,不會發(fā)生粉末的飛濺,沉積效率較高;而當噴涂功率達到一定程度時,噴涂粉末將會產(chǎn)生少量粉末過熔甚至團聚的現(xiàn)象,降低了粉末的飛行速度,增加粉末在飛行過程中的氧化消耗,從而導致粉末的沉積率降低。
2.1.2 噴涂功率對涂層微觀結(jié)構(gòu)的影響
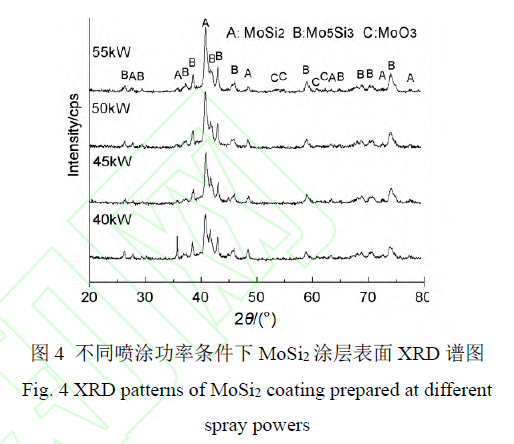
圖4 為不同噴涂功率條件下,制備的MoSi2 涂層表面X-射線衍射譜圖,可以發(fā)現(xiàn):4 種功率條件下制備出的涂層主要由MoSi2、Mo5Si3 兩相組成;隨著噴涂功率的增加,涂層中Mo5Si3 峰的相對強度逐漸減弱,特別是當功率達到55 kW 時,涂層中的Mo5Si3 峰的相對強度值幾乎減半,同時涂層中出現(xiàn)了MoO3 峰。在超音速等離子噴涂過程中,熔融的MoSi2 粉料在飛行過程不可避免地與空氣中的氧發(fā)生反應,可能的反應式為:
由以上反應可推測出涂層中Mo5Si3 來源于MoSi2 的氧化,涂層中可能存在非晶的SiO2。并且隨著噴涂功率的增加,噴涂粉料的溫度升高;MoSi2粉料氧化反應生成Mo5Si3 與SiO2 的速率加快,當功率升高到一定程度,MoSi2 將會同時發(fā)生式(1)和(2)的氧化反應。反應產(chǎn)物Mo5Si3 也會進一步氧化生成MoO3 和SiO2 如反應式(3),這就解釋了隨著噴涂功率升高涂層Mo5Si3 峰相對強度值降低。
另外,因為溫度的升高,反應(2)與(3)同時進行生成的MoO3 量增多,使得少量MoO3 不能及時揮發(fā),被熔融的噴涂粉料粘附帶入涂層內(nèi),當溫度噴涂功率達到55 kW 時,涂層XRD 譜圖中出現(xiàn)MoO3相的峰。涂層中Mo5Si3 相以及可能存在的非晶SiO2都是有利于提高涂層的抗氧化性能;然而,MoO3相高溫下容易揮發(fā),在涂層中留下孔洞,破壞涂層的致密性與完整性,不利于涂層的高溫防氧化。
圖5 為不同噴涂功率下制備的MoSi2 涂層的表面形貌照片,可以看出:隨著噴涂功率的增加,涂層中的孔隙缺陷先減少后增加;在噴涂功率為45kW 時,涂層表面氣孔含量較多;在功率為50 kW時,獲得的涂層表面致密,幾乎沒有氣孔和裂紋的存在;而當噴涂功率達到55 kW 時,涂層致密度降低,開始出現(xiàn)裂紋。
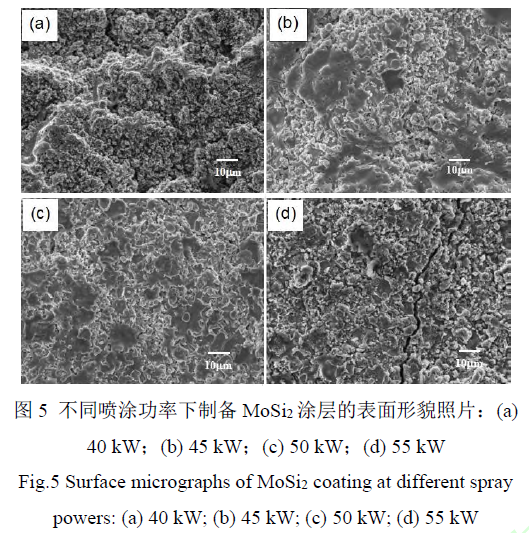
在較低功率下,等離子射流溫度過低,未熔融的MoSi2 粉末較多,到達基體表面鋪展程度較低,未熔融的粉料顆粒保持原始顆粒特征,半熔融的和熔融的粉料凝聚堆積,顆粒間有明顯的界面,因此涂層表面的氣孔含量較高;隨著功率的增加,MoSi2粉的溫度和飛行速度逐漸增加,尤其是噴涂功率50kW 時,粉料能充分熔融,且有較大的沖量撞擊基體表面而變形、潤濕、鋪展,最后凝固冷卻形成涂層,使得涂層表面光滑且致密性較好;而當噴涂功率過高時,MoSi2 噴涂粉料溫度較高,容易出現(xiàn)過熔和團聚,使得粉料氧化嚴重,可能攜帶大量的氧化副產(chǎn)物進到達基體表面鋪展、凝固,這些副產(chǎn)物在MoSi2 粉料的凝固過程中,一部分以氣體的形式排出在涂層中留下小孔隙,另一部分來不及排出的氣體隨涂層一起冷卻凝固留在涂層內(nèi)部,從而影響涂層的致密度。另外,粉料溫度過高,形成的涂層熱應力較大,容易在涂層中產(chǎn)生裂紋,破壞涂層的完整性。
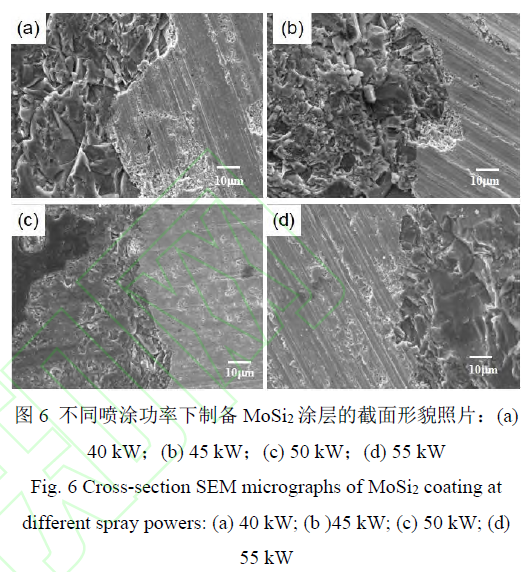
圖6 為不同噴涂功率下制備MoSi2 涂層的截面形貌照片,可以看出,在較低功率下,涂層局部出現(xiàn)大量的孔隙,涂層與基體之間存在裂紋。因為低功率下MoSi2 熔融不充分,可能有部分的生粉被帶入涂層,生粉顆粒碰撞到基體表面不會發(fā)生塑性變形,直接鑲嵌在涂層中,在其周圍產(chǎn)生很多較大的間隙,從而在涂層中留下許多孔隙,當生粉出現(xiàn)在涂層與基體界面處時,將會在涂層與基體之間產(chǎn)生缺陷,大大地弱化涂層與基體間的界面結(jié)合強度。
由圖6 還可以看出:隨著功率的增加,MoSi2的熔化程度與飛行速度都有所提高,涂層中的生粉減少,涂層中的氣孔缺陷降低,界面結(jié)合狀態(tài)較好,特別是當噴涂功率達到50 kW 時,獲得的涂層致密,無孔隙和裂紋存在,與基體結(jié)合緊密;而隨著噴涂功率的繼續(xù)增加,涂層致密性變差,開始出現(xiàn)少量的氣孔,當噴涂功率過大,噴涂粉料容易產(chǎn)生過燒,氧化嚴重,產(chǎn)生較多的氣態(tài)的MoO3,可能有少量的MoO3 被帶入涂層,在熔融凝固過程中,部分的MoO3 及時排出將在涂層中留下氣孔,而部分的MoO3 液化凝固殘留在涂層內(nèi)部,弱化涂層自身的強度,當這些MoO3 存在于涂層與基體間的界面時,將弱化界面結(jié)合強度。另外,因為粉料過熔,使得粉料的飛行速度降低,碰撞到基體表面的沖量變小,可能導致涂層與基體間的界面結(jié)合強度變差。
2.1.3 噴涂功率對涂層結(jié)合強度的影響
噴涂功率對涂層與基體的結(jié)合強度有很大的影響。在涂層C/C 復合材料的在實際應用過程中,若涂層結(jié)合強度太低,涂層試樣在熱震過程中產(chǎn)生的涂層應力將使得涂層脫落而失效。因此,研究噴涂功率對涂層的結(jié)合強度的影響有著非常重要的意義。由圖7 可以發(fā)現(xiàn):隨著噴涂功率的提高,外涂層與SiC 涂層C/C 復合材料之間的結(jié)合強度先增加后降低;在噴涂功率達到50 kW 時,涂層結(jié)合強度達到最大值15.6 MPa;功率繼續(xù)增加,涂層結(jié)合強度有所下降。噴涂法制備的涂層與基體的結(jié)合主要是以機械結(jié)合為主。熔化的粒子在凝固時與基體上的凹凸點勾結(jié)形成結(jié)合點,如果涂層缺陷增多,接觸點會減少,結(jié)合強度就會降低。
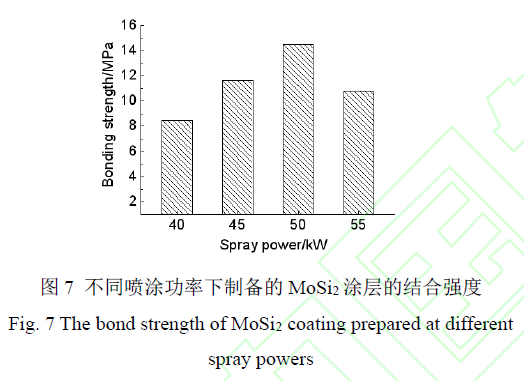
在較低的噴涂功率下,一方面噴涂粉料溫度較低,不能充分熔化,可能出現(xiàn)“生粉”現(xiàn)象,到達基體表面不能充分鋪展填充基體表面的裂紋或孔洞,使得涂層與基體界面處存在缺陷,減少了內(nèi)外層間的接觸點,降低了涂層的結(jié)合強度;另一方面,由于噴涂功率較低,工作氣體受到等離子射流加熱膨脹的能力小,噴涂粉料的速度會降低,使得粉料到達基體表面與基體撞擊力減小,從而降低涂層的結(jié)合強度。而當噴涂功率增加到55 kW 時,由于噴涂功率過高導致噴涂粉料過熔,涂層中可能出現(xiàn)MoO3 弱化了涂層與基體間的結(jié)合力。
2.2 主氣(Ar)流量對MoSi2 涂層制備的影響
2.2.1 主氣(Ar)流量對粒子溫度和飛行速度的影響
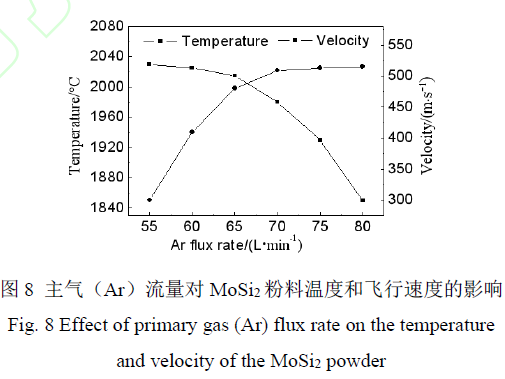
圖8 是MoSi2 粉料溫度和飛行速度隨Ar 流量的變化曲線,可以看出,隨著Ar 流量的增加,粒子溫度先緩慢減小而后快速下降,速度先快速增加而后趨于平緩。當Ar 流量較低時,等離子弧射流太小,射流的攜帶能力降低,噴涂粉末速度較低,增加了粉末在火焰中的滯留時間,可能導致少量粉末過熔甚至團聚,反而進一步降低了粒子速度;而當Ar 流量進一步增大時,等離子弧射流增強,射流的攜帶能力提高,粒子飛行速度增加,減小了粉末在火焰中的滯留時間,從而避免了粉末的過熔和團聚;當Ar 流量過大時,過量的氣體會冷卻等離子的射流,使其熱焓和溫度下降,不利于粉末的加熱,同時粒子的射流速度過高,也降低了粒子在射流中的滯留時間,導致粒子溫度進一步降低。因此,為獲得合適的粒子溫度和粒子飛行速度,需要均衡考慮粒子的溫度與速度,本文將Ar 流量選擇為65L/min。
2.2.2 主氣(Ar)流量對粉料沉積率的影響
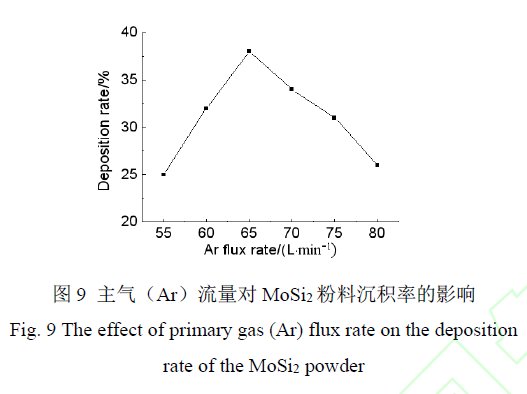
圖9 為MoSi2 涂層的沉積率隨Ar 流量的變化曲線,可以看出,隨著Ar 流量的增加,涂層的沉積率快速增加,在Ar 流量為65 L/min 時達到最大沉積率38%,而后沉積率開始隨Ar 流量的增加而降低。在Ar 較低時,MoSi2 粉料表面溫度高,飛行速度低,使得其在等離子射流中滯留時間長,粉料出現(xiàn)過熔或團聚,加劇MoSi2 氧化損失。同時,過熔的粒子可能包裹少量生粉形成球狀體,撞擊到基體表面圓球破裂生粉飛濺出去,不能形成涂層,導致沉積率降低。而當Ar 較高時,過量的Ar 冷卻了等離子射流,使得射流的熱焓和溫度降低,粉料不能很好地被熔化加速,撞擊到基體表面不能很好鋪展和鑲嵌到基體的裂紋與孔隙之中,而出現(xiàn)大量粒子被反彈或飛濺出去,無法形成涂層,降低沉積率。因此,為提高MoSi2 涂層的沉積率,獲得質(zhì)量較高的涂層,本文選擇主氣流量為65 L/min。
2.2.3 主氣(Ar)流量對涂層微觀結(jié)構(gòu)的影響
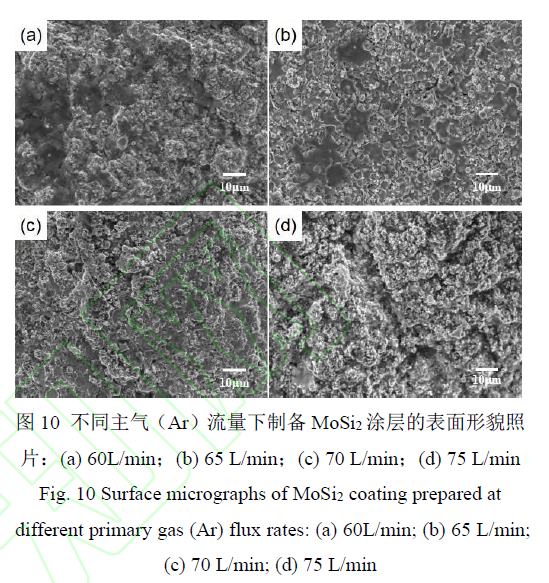
圖10 為不同Ar 流量下MoSi2涂層的表面形貌,可以發(fā)現(xiàn):Ar 流量不同時,涂層的形貌有很大的差別;Ar 流量為60 L/min 時,涂層表面疏松,孔隙率較高,有大量微裂紋存在,這主要是因為MoSi2粉料的表面溫度高且飛行速度低,容易出現(xiàn)過熔與團聚,氧化較為嚴重,撞擊到基體表面只有少量熔融粒子能夠鋪展。同時,因為粒子的溫度過高,在凝固過程,體積收縮較大,在涂層中留下許多微裂紋;當Ar 流量達到65 L/min 時,MoSi2 粉料表面溫度與飛行速度都保持在較高數(shù)值,粉料熔融充分且獲得的動能較大,撞擊到基體表面很好的鋪展、凝固形成結(jié)構(gòu)致密的涂層;隨著Ar 流量繼續(xù)增加到70 L/min 時,Ar 涂層中氣孔明顯增加,并伴隨著大的氣孔缺陷產(chǎn)生,由于過量的氣體冷卻了等離子射流,MoSi2 粉末熔融不充分,整體剛性加大,粒子撞擊大基體表面,粒子與粒子之間不能很好地堆疊,從而在涂層中形成大量的孔隙;進一步增加Ar 流量,等離子射流溫度降低而飛行速度加快,無法將MoSi2 噴涂粉末熔化,攜帶著大量的生粉顆粒,這些粉料撞擊到基體表面,一部分直接反彈飛濺,另一部分以機械鉚合的形式與基體結(jié)合形成涂層,因此,Ar 流量為75 L/min 時,涂層表面疏松,存在大量的空隙與裂紋。
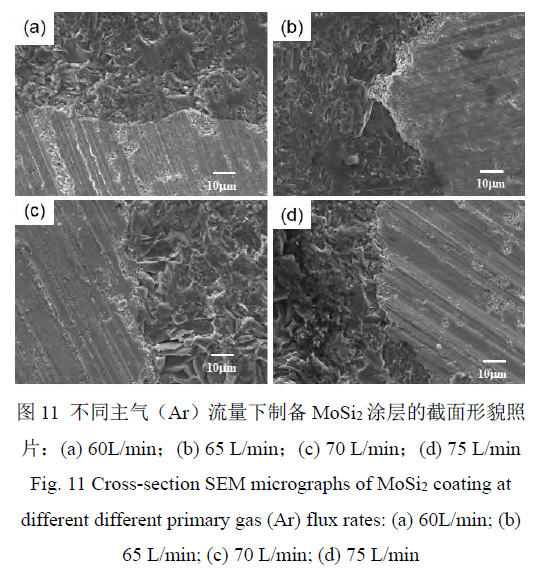
圖11 為不同主氣(Ar)流量下制備MoSi2 涂層的截面形貌照片,可以看出:Ar 流量為60 L/min時,涂層表面疏松,有較多微裂紋存在;當Ar 流量達到65 L/min 時,MoSi2 粉料表面溫度與飛行速度都保持在較高數(shù)值,粉料熔融充分且獲得的動能較大,撞擊到基體表面很好地鋪展、凝固,形成結(jié)構(gòu)致密的涂層;隨著Ar 流量繼續(xù)增加到70 L/min時,涂層中氣孔明顯增加;Ar 流量為75 L/min 時,涂層表面疏松,存在大量的空隙與裂紋。
隨著Ar 氣流量的增加,等離子射流溫度降低,造成MoSi2 粉末熔融不充分,同時由于粒子飛行速度快,在撞擊到基體表面時,粒子與粒子之間不能很好地堆疊,從而在涂層中形成大量的孔隙與裂紋。
3 結(jié) 論
1)噴涂功率在47.5~52.5 kW 時,既能使粒子有較高的速度和溫度,還能保證粉末不過熔。噴涂功率為50 kW 時,粉料的沉積率最高,涂層氧化程度不高,微觀結(jié)構(gòu)分析顯示涂層表面致密性好,截面結(jié)合緊密,涂層結(jié)合強度達到最大值15.6 MPa。
2)在不同噴涂功率下涂層主要由MoSi2、Mo5Si3 兩相組成。涂層中Mo5Si3 相以及可能存在的非晶SiO2 都是有利于提高涂層的抗氧化性能。
3)在Ar 流量為65 L/min 時,能夠保證MoSi2粉末有較高的表面溫度與較快飛行速度,沉積率最高,氧化不高,涂層表面致密,幾乎沒有孔隙與裂紋。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護網(wǎng)http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網(wǎng)官方 QQ群:140808414
免責聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
-
標簽: 碳/碳復合材料;超音速等離子噴涂, 二硅化鉬涂層, 噴涂功率, 主氣(Ar)流量

官方微信
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”