
金相制樣指南,國慶重禮!
2018-09-29 14:00:23
作者:本網(wǎng)整理 來源:測了么
分享至:


樣品切割
得到一個盡可能無變形的平表面才能迅速而容易地進行下一步制樣,最合適的切割法是濕式砂輪片切割法,這種方法所造成的損傷與所用的時間相比是最小的。濕式砂輪片切割使用的砂輪片是由研磨料和粘合劑合成的。工作時,冷卻液沖刷砂輪片以避免摩擦熱對樣品造成的熱損傷。
按照所需切割的材料不同,選擇不同組份的砂輪片,主要依材料的硬度和韌性來選擇。按照材料的性質(zhì)來正確選擇砂輪片是十分重要的。只有砂輪片合適,才能保證切割的樣品表面變形小、平整度好,以便快速地得到所需的制樣結(jié)果。
鑲嵌樣品
金相樣品鑲嵌(以下簡稱鑲樣),是指在試樣尺寸較小或者形狀不規(guī)則導(dǎo)致研磨拋光苦難而進行的鑲嵌或夾持來使試樣拋磨方便,提高工作效率及實驗的準(zhǔn)確性的工藝方法。鑲樣一般分為冷鑲和熱鑲。
冷鑲
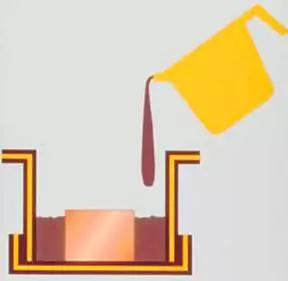
冷鑲示意圖
冷鑲應(yīng)用:對溫度及壓力極敏感的材料,以及微裂紋的試樣,應(yīng)采用冷鑲的方式,將不會引起試樣組織的變化。
冷鑲材料:一般包括環(huán)氧樹脂、丙烯酸樹脂、聚脂樹脂。
環(huán)氧樹脂:收縮率低,固化時間長;邊緣保護好,用于真空浸漬,適用于多孔性材料;
丙烯酸樹脂:黃色或白色,固化時間短,適用于大批量形狀不規(guī)則的試樣鑲樣;對有裂紋或孔隙的試樣有較好的滲透性;特別適用于印刷電路板封裝;
聚酯樹脂:黃色、透明、固化時間較長;適用于大批量無孔隙的試樣制樣,適用期長;
真空浸漬:多孔材料(如陶瓷或熱噴涂層)需要進行真空浸漬。樹脂可強化這些脆弱的材料,可以最大程度地減少制備缺陷(如拔出、裂紋或未打開的孔隙)。只有環(huán)氧樹脂可用于真空浸漬,因為它們具有低粘度和低蒸汽壓特性。可將熒光染料與環(huán)氧樹脂混合使用,以便于在熒光燈下找出一切填充過的孔隙。
熱鑲
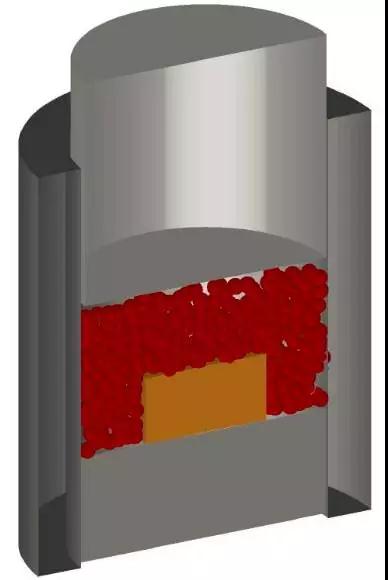
熱鑲示意圖
熱鑲應(yīng)用:適用于低溫及壓力不大的情況下不發(fā)生變形的樣品。
熱鑲材料:目前一般多采用塑料作為鑲嵌材料。鑲嵌材料有熱凝性塑料(如膠木粉)、熱塑性塑料(如聚氯乙烯)、冷凝性塑料(環(huán)氧樹脂加固化劑)及醫(yī)用牙托粉加牙托水等。膠木粉不透明,有各種顏色,而且比較硬,試樣不易倒角,但抗強酸強堿的耐腐蝕性能比較差。聚氯乙烯為半透明或透明的,抗酸堿的耐腐蝕性能好,但較軟。

熱鑲試樣
鑲樣缺陷及解決方法

機械制樣研磨粗磨一般材料都用砂輪機粗磨。操作時應(yīng)利用砂輪側(cè)面,以保證試樣磨平。要注意接觸壓力不宜過大同時要不斷用水冷卻,防止溫度升高造成內(nèi)部的組織發(fā)生變化。粗磨完成后,試樣外邊緣應(yīng)倒角,以免在以后的工序過程中會將砂紙或拋光物拉裂,甚至還可能會被拋光物鉤住而被拋飛出外,造成事故。
詳情請點解鏈接:mp.weixin.qq.com/s/iSXFki6BMtza3RpIAzxDjQ
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護網(wǎng)http://www.ecorr.org
責(zé)任編輯:王元
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):5768

腐蝕與“海上絲綢之路”
點擊數(shù):4763