
軌道客車涂層體系的選擇與應用
2018-11-21 13:53:21
作者:劉民軍,司萬強 ,劉紅剛 來源:唐山軌道客車有限責任公司制造技術中心,大同電力機車有限責任公司技術中心工藝開發部
分享至:


0 引言
隨著國民經濟的飛速發展和人民生活水平的不斷提高,軌道客車制造技術也在突飛猛進的發展,同時對軌道客車的速度、性能及外觀裝飾性提出更高的要求。而腐蝕不僅消耗其中的制造資源,甚至會破壞正常的運行。涂裝作為最有效、最經濟、應用最普遍的防腐方法。面對防腐涂料的飛速發展,需要我們軌道客車涂裝工藝技術工程師做好適宜的原材料選擇和涂裝工藝制定。
1 涂料介紹
中國軌道客車的防腐涂裝生產,80年代初,中車公司組織進行了客車高性能涂料的試驗研究,環氧酯防銹底漆、環氧酯膩子、丙烯酸醇酸面漆等單組分涂裝體系相繼應用。2002年中鐵發布了144號文件,25K、25G部備客車采用雙組分涂裝體系,涂裝工藝經歷了單組分涂料體系向雙組分涂料體系的過渡。對于單組份體系與雙組份體系的試驗和實際應用表明:雙組分涂料噴涂前雖然需要執行主劑與固化劑的配比調配和熟化過程,但交聯型干燥機理的雙組份體系施工性和化學指標都要優于吸氧自干成膜的單組分體系,同時增強涂層使用壽命和外觀裝飾性。
隨著科學技術的發展,各行各業涂料的發展向更方便、清潔的方向轉化,呈現出水性化、高固化、無溶劑化的三大趨勢。涂料根據形態可分為液態涂料和固體涂料,固體涂料以粉末涂料為主,應用于內飾零部件表面涂裝,和低速車的窗框裝飾;液態涂料有溶劑涂料、水性涂料,按照組成可分為單組份涂料和雙組份涂料,有車間底漆、防銹漆、膩子、中涂漆、面漆、清漆、重防腐涂料、阻尼涂料等。
鐵路行業對上述涂料有三個技術標準:a、鐵路機車車輛用防銹底漆(TB/T 2260—2001);b、鐵路機車車輛用面漆供貨技術條件(TB/T 2393—2001);c、鐵路機車車輛阻尼涂料供貨技術條件(TB2932—1998)。其中《鐵路機車車輛用面漆供貨技術條件》對膩子、中涂漆、面漆進行了性能要求,規范低速軌道客車涂料的選擇。
2 涂層體系選擇
根據車體各部位技術要求和各種涂料的性能進行涂層結構組合,同時還要考慮涂裝適應性、施工性,尋求最高性價比,具體要求見表1。
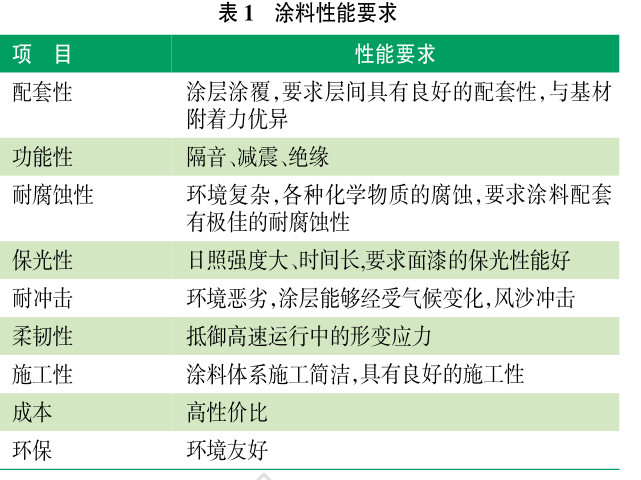
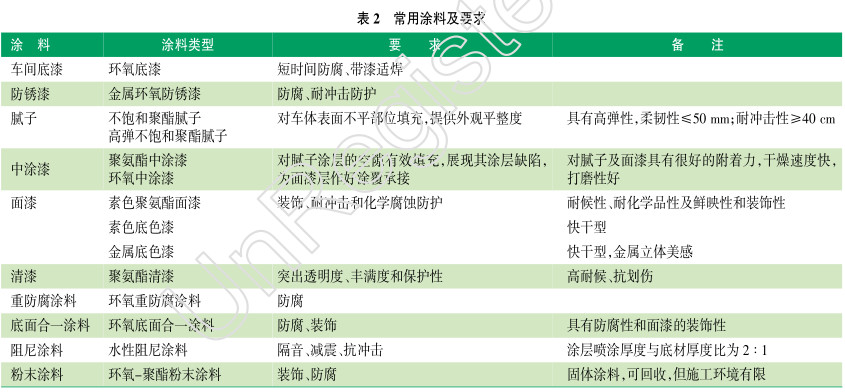
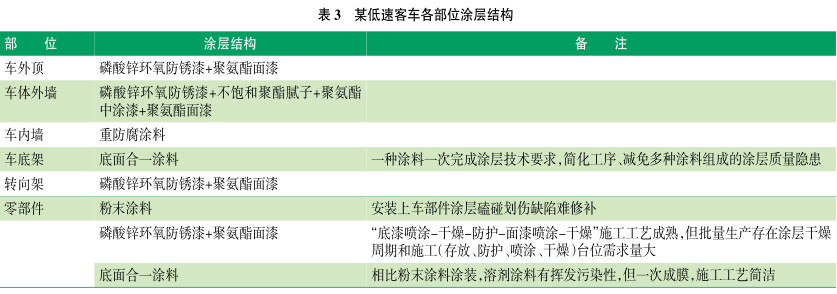
對于龐大的軌道客車制造,不同的車體部位,對于涂料的性能要求有主有次,如車體外部涂層需要具有良好的保護性和外觀性,車內非裝飾部位涂層的主要作用在于耐污染、防腐性。這需要涂裝工藝技術人員進行認真細致的考慮,按照表1技術要求進行合理的涂料選擇和涂層結構搭配。以某客車制造公司某低速客車為例,涂料選擇和涂層結構見表2和表3。
3 涂裝工藝
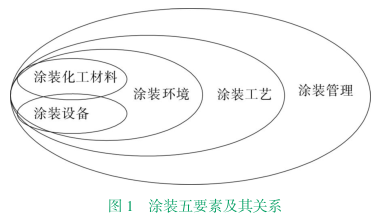
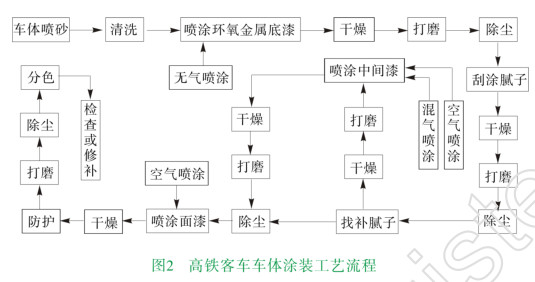
涂裝工藝屬于特殊過程,有道是“三分料七分工”,施工過程嚴格控制五要素,即材料、設備、環境、工藝和管理,控制重點在于底材處理、涂料準備、施工環境控制、施工設施、施工技能與責任心等,涂裝五要素及其關系見圖1,高鐵客車車體涂裝工藝流程見圖2。
3.1 底材處理
底材處理,是涂裝質量的基礎保證。的目的是保證涂料涂敷后,具有良好附著力:去除待涂裝表面的油污、附著不牢的廢物等,從而達到一定的清潔度,清潔度不良宏觀上如同線繩提重物;并達到一定的粗糙度,從而增加涂料涂敷的接觸面積,宏觀上如同冰面行走打滑,水泥面穩步直行。
底材分為基礎底材和涂層底材,需要因材施能。
3.1.1 基礎底材處理
基礎底材處理,是指涂裝前對板材、型材或是部件進行表面處理。施工工藝有物理處理法和化學處理法。物理處理包括手工打磨和噴砂,手工打磨由于生產效率低,職工勞動強度大、質量不穩定,僅適用于局部修補而不適應批量作業。高鐵動車車體手工打磨部位粗糙度允許值為Ra3.2~12.5µm。噴砂工藝是最徹底、最通用、最迅速、效率最高的清理方法,適用于大面積、批量作用,需根據基礎底材的材質和厚度選擇砂料。TB/T2879.4《金屬和非金屬材料表面處理技術條件》中,對表面清潔度和粗糙度要求分別為:“拋(噴)射除銹后的鋼材表面,除銹等級應達到GB/T8923中的Sa2.5級”,“拋(噴)射除銹后的鋼件表面粗糙度為Ra12.5~50µm (鑄件除外)”。高鐵動車采用鋁合金車體,表面粗糙度要求為Ra5~12.5µm。如CRH3-350車體涂裝前噴砂處理采用46目的棕剛玉進行噴砂,對于無法有效噴砂的死角部位允許手工打磨,施工后要求表面粗糙度均勻,為Ra3.2µm~12.5µm。
底材處理采用物理處理法,除達到規定要求的表面清潔度和粗糙度外,需注意施工前的防護和施工后的清潔與防腐。如對加工面、工藝孔須在處理前做好密封防護;鋁合金車體噴砂完成后到開始涂底漆的時間間隔最多不超過7d;TB/T 2879.5《客車和牽引動力車的防護和涂裝技術條件》中規定,“表面處理后的鋼材表面應在4h內完成第一層涂裝”。
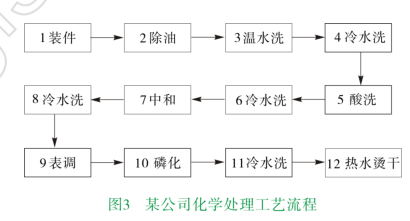
對于化學處理施工工藝,一般采用酸洗磷化的處理方法,通過除掉工件表面的油污、灰塵、銹跡,在工件表面生成一層抗腐蝕且能夠增加噴涂涂層附著力的磷化層。多應用于異型、體型小的零部件涂裝前處理,其優點在于生產批量大,無處理死角,不受部件異型結構限制。但是工序繁瑣,質量問題隱患重重,同時存在廢液處理問題。以某公司浸槽酸洗磷化處理為例,具體化學處理工藝流程見圖3。
化學處理槽液工藝參數,每時每刻都在變化之中,如果每道工序調整不好,不能達標準規范,都將影響預處理質量,造成泛黃生銹、磷化膜成型疏松、磷化露底局部無膜,嚴重掛灰現象,大大降低噴涂漆膜的附著力。另外施工過程中須做好污水處理。
3.1.2 涂層底材處理
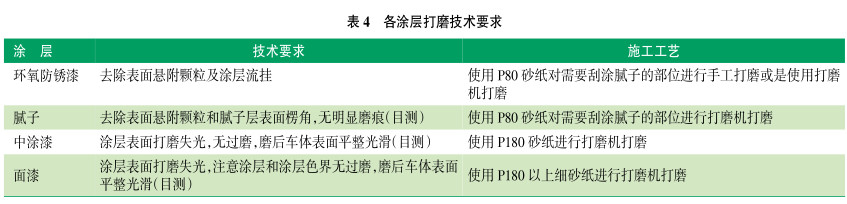
涂層底材處理,是指涂裝施工過程中對上道涂層進行表面處理,多采用手工打磨的施工工藝,包括防銹漆層、膩子層、中涂漆層、面漆層等涂層打磨處理。各涂層打磨后要求做好表面清潔,其技術要求見表4。
3.2 涂裝
3.2.1 涂料存儲與調配
涂料是涂裝的源頭,因此使用單位根據技術要求做好涂料質量選擇后,需要做好涂料的存儲與調配。
涂料的存儲,須按照涂料的存儲要求,選擇適宜的溫濕度、密封環境和存儲時間,如水性涂料的存儲條件不能低于0℃,溫度過低將造成涂料凝結失效;粉末涂料的存儲環境一定要求干燥;使用過程注意涂料的使用期限,做到先入先用,避免過期浪費等。
目前使用的涂料多為雙組份涂料,由主劑、固化劑、稀釋劑組成。因為不同制造公司的涂料或是不同種的涂料組成不同,多為不能交替使用,混合后將發生負面反應或是不能有效成膜;主劑與固化劑配比低于或超過使用要求,將減緩涂層的干燥時間和減弱性能。因此涂料調配過程須注意涂料的正確支領和配比,保證為同組材料和調配比例。筆者曾用兩個制造公司的聚氨酯稀釋劑和聚氨酯漆混合觀其效果,將兩物料混合即時發生起泡、涂料凝結漂浮現象。
3.2.2 涂裝環境
涂裝環境,從空間上講,應該包括涂裝車間(廠房)內部和涂裝車間(廠房)外部的空間,而不僅僅是地面的部分。涂裝車間(廠房)內的溫度、濕度、潔凈度、照度(采光和照明)、通風、污染物質的控制等。對于涂裝車間(廠房)外部的環境要求,應通過廠區總平面布置遠離污染源,加強綠化和防塵,改善環境質量。
關于涂裝環境的要求,可以在TB/T2879.4-1998 《鐵路機車車輛 涂料及涂裝》第5部分客車和牽引動力車的防護和涂裝技術條件中查尋,每層涂層的涂裝和干燥應在室內進行,室溫工件和涂料溫度不低于12℃,使用雙組份或多組份涂料時涂裝環境溫度不低于18℃;涂裝表面均不允許有凝水、油漬等,涂裝期間不得把車輛移到室外如因特殊原因應在涂裝涂料達到表干后方可移到室外。
自2002年至今,車體防腐涂裝采用的涂料普遍為雙組分涂料,需要交聯反應固化成膜,環境溫度的不適合難以保障涂料正常反應固化,濕度和溫度太高或太低都不宜施工。溫度太大,會使雙組份丙烯酸聚氨酯面漆容易產生針孔等弊病,影響漆膜的裝飾效果;溫度太低,干燥太慢,影響涂裝作業的周轉,并影響漆膜的外觀。不潔的涂裝環境造成涂層表面多附塵粒,如面漆層表面不潔將造成返工。
另外良好的通風環境和照明環境,便于職工涂裝施工和交叉作業等。
3.2.3 施工設施
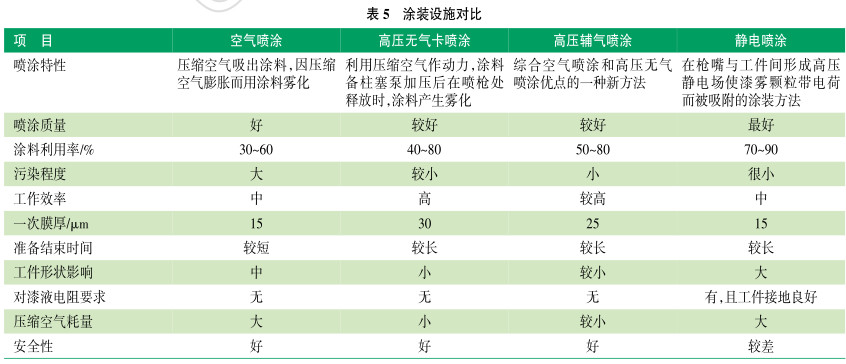
施工設施根據涂裝工藝,選擇不同的噴槍和工裝設施,噴涂設備選用對比見表5。
除了噴涂方法的確定,為保證涂裝質量的控制和實施,需要做好相應輔助設施的配套,如目前多用的噴漆房、烘干房或是噴-烘一體漆房;車體噴涂登高的安全支承和部件涂裝的承載平臺;長體線槽內部涂裝采用長桿槍嘴等。
3.2.4 施工技能與責任心
在涂料、施工環境、施工設施等準備齊當的條件下,施工人員的施工技能是基礎,責任心是保證涂裝質量和低成本的重要因素,是保證涂料、涂裝設備等最大限度發揮其功能的關鍵。
各工序施工人員應嚴格執行“上崗制”,完成上崗前的專業培訓,工作期間通過不間斷的培訓,提高技能及責任心。在涂裝過程中能夠認真執行工藝方案,按照工藝圖紙施工,并正確操作噴涂設施,如針對噴涂物體的噴涂死角(盲區)部位,能夠選用先刷涂再與主體同步噴涂的工藝流程,避免因此到處尋車找點修補。
4 結語
隨著工業的發展,人們生活水平的提高,軌道客車的防腐涂裝的地位越來越重要。因此需要制造工藝人員利用涂料不斷發展的平臺,積極進行涂裝工藝創新,實現涂裝生產中“高質量、低成本、高效率及環境友好”的目的。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763