
如何保證金屬漆優異的防腐性能?
2019-01-17 12:46:19
作者:本網整理 來源:聯眾研發中心
分享至:


眾所周知,涂料是一種材料,用于涂裝物體表面而能形成涂膜,從而起到保護、裝飾、標志及其他特殊作用。對于水性工業防腐漆來說,大家最關注的就是它的 防腐蝕性能,那么,優異的金屬防腐蝕性能究竟與哪些因素有關呢,小編用下圖來概括~

01 主體樹脂
防腐蝕涂料的成膜物質在腐蝕介質中具有化學穩定性,其標準與成膜物質的組成和化學結構有關。主要是看它在干膜條件下是否易與腐蝕介質發生反應或在介質中分解成小分子。無論從防電化學腐蝕還是從單純的隔離作用考慮,防腐蝕涂料的 屏蔽作用 都很重要,而漆膜的屏蔽性取決于其成膜物的 結構氣孔 和 涂層針孔。
水、氧和離子對漆膜的透過速度是不同的。水的透過速度遠遠大于離子。氧的透過比較復雜,與溫度關系很大。水和氧透過漆膜后可在金屬表面形成腐蝕電池。離子透過漆膜較少,可不考慮它們對底材金屬的直接作用,但會增加漆膜的導電率。
當成膜物結構中分子有較多的官能團時,漆膜的結構氣孔少,并且在成膜過程中能彼此反應,形成 交聯密度高的網狀立體結構,從而增強涂料的防腐蝕性。漆膜的物理機械性能在很大程度上影響到防腐蝕涂料的防腐效果。它們與成膜物的分子量、鏈節、側基因等有關。
上期我們已經對比討論過不同種類樹脂的應用~

小編有話要說~貴的不一定是最合適的,一定要根據實際情況,綜合考慮:應用場景,性能要求,成本要求等,選擇合適的樹脂體系以及涂層配套。
02 基材處理
如果表面處理不當或不徹底,即使最昂貴、技術最先進的涂料體系也將失敗。在實際應用中,采取金屬表面處理工藝,其最主要的目的有三個方面:
一是增強金屬基材表面與涂層附著力,二是提高涂層防腐性能,三是提高基體表面的平整度。
一般金屬表面處理方法有:
01除油:去除金屬工件表面油污,增強與各種涂層附著力。包括溶劑清洗、堿液清洗、超聲波除油和乳化除油4種。
02除銹:除去鋼鐵基材表面銹垢,可以有效延長涂膜使用壽命。包括手工打磨除銹、機械除銹、噴射除銹和化學除銹4種。
GB/T 8923.1-2011 是目測評定鋼材銹蝕等級和表面處理等級的依據。
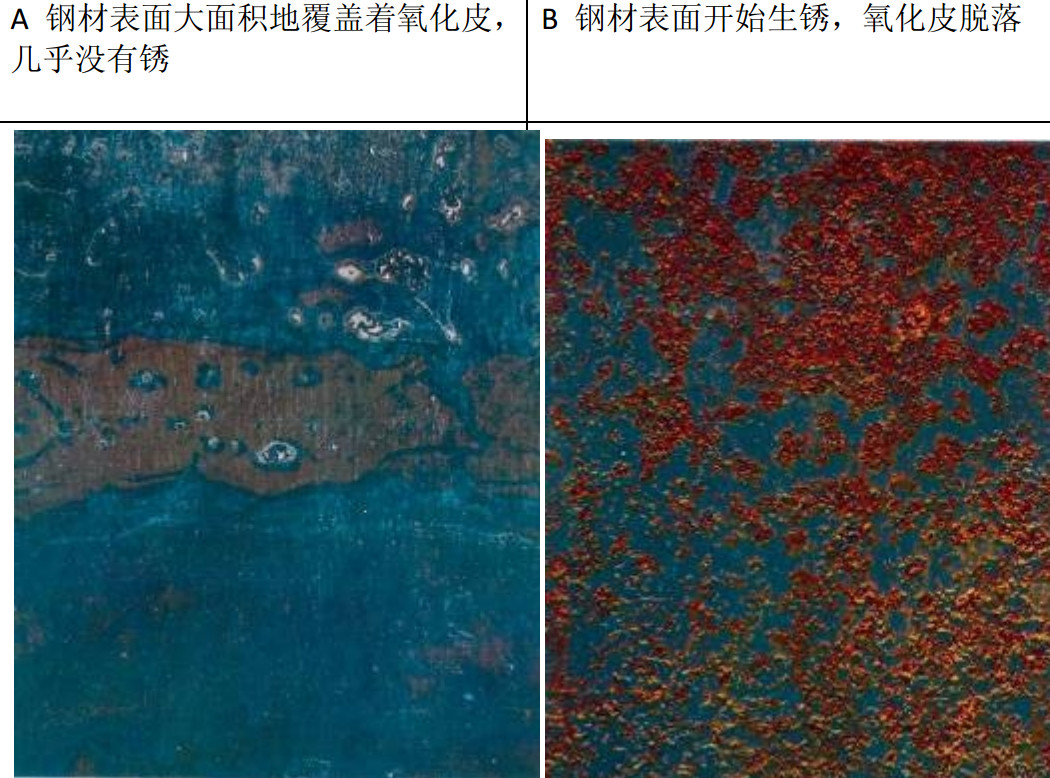
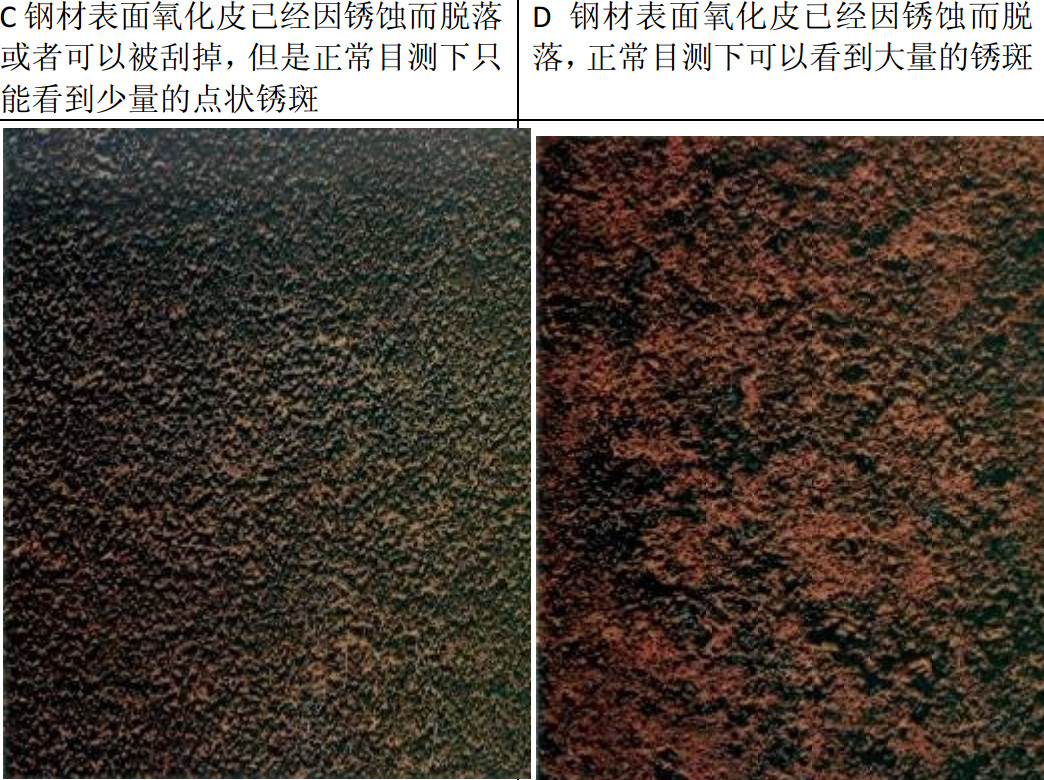
銹蝕等級鋼材表面的四個銹蝕等級分別以A、B、C、和D表示,如下:
除銹等級
鋼材表面除銹等級以代表所采用的除銹方法的字母“Sa”(磨料噴射)、“St”(工具打磨)或“F1”(火焰清理)表示。如果字母后面有阿拉伯數字,則其表示清除氧化皮、鐵銹和油漆涂層等附著物的程度等級。
01噴射或拋射除銹
噴射或拋射除銹以字母“Sa”表示。噴射或拋射除銹前,厚的銹層應鏟除。可見的油脂和污垢也應清除。噴射或拋射除銹后,鋼材表面應清除浮灰和碎屑。對于噴射或拋射除銹過的鋼材表面,分為四個除銹等級。
(1)Sal 輕度的噴射或拋射除銹鋼材表面應無可見的油脂和污垢,并且沒有附著不牢的氧化皮、鐵銹和油漆涂層等附著物。
(2) Sa2 徹底的噴射或拋射除銹鋼材表面會無可見的油脂和污垢,并且氧化皮、鐵銹和油漆涂層等附著物已基本清除,其殘留物應是牢固附著的。
(3) Sa2*0.5 非常徹底的噴射或拋射除銹鋼材表面會無可見的油脂、污垢、氧化皮、鐵銹和油漆涂層等附著物,任何殘留的痕跡應僅是點狀或條紋狀的輕微色斑。
(4) Sa3 使鋼材表觀潔凈的噴射或拋射除銹鋼材表面應無可見的油脂、污垢、氧化皮鐵銹和油漆涂層等附著物,表面應顯示均勻的金屬色澤。
02手工和動力工具除銹
用手工和動力工具,如用鏟刀、手工或動力鋼絲刷、動力砂紙盤或砂輪等工具除銹,以字母“St”表示。手工和動力工具除銹前,厚的銹層應鏟除,可見的油脂和污垢也應清除。手工和動力工具除銹后,鋼材表面應清除去浮灰和碎屑。對于手工和動力工具除銹過的鋼材表面,本標準訂有二個除銹等級,如下:
(1)St2 徹底的手工和動力工具除銹鋼材表面應無可見的油脂和污垢,并且沒有附著不牢的氧化皮、鐵銹和油漆涂層等附著物。
(2)St3 非常徹底的手工和動力工具除銹鋼材表面應無可見的油脂和污垢,并且沒有附著不牢的氧化皮、鐵銹和油漆涂層等附著物。除銹應比St2更為徹底,底材顯露部分的表面應具有金屬光澤。
03火焰除銹
火焰除銹以字母“FI”表示。 火焰除銹前,厚的銹層應鏟除,火焰除銹應包括在火焰加熱作業后以動力鋼絲刷清加熱后附著在鋼材表面的產物。 FI 火焰除銹 鋼材表面應無氧化皮、鐵銹和油漆涂層等附著物,任何殘留的痕跡應僅為表面變色(不同顏色的暗影)。
03磷化:磷化處理是用鐵、錳、鋅、鎘的正磷酸鹽溶液去處理金屬工件,能在金屬工件表面形成一層不溶性磷酸鹽保護膜,該涂膜可提高金屬工件的防腐性能和絕緣性能。
04鉻化:鉻化是最常見的一種化學轉化錢處理方法,鉻化膜提高了金屬與涂層之間的附著力,改善了涂層的防腐性能。
小編有話要說~工作中,常會遇到客戶不注重前期的表面處理,而出現各種各樣的問題,再回過頭來翻修,更加得不償失。基材表面處理是防腐涂料施工前的第一道工序,也是基礎工作,直接關系到整個涂裝體系的防腐蝕性能和防護壽命。長期的實踐證明,許多防護體系提前失效,其原因的70%以上是由表面處理不當引起的。
03 干膜厚度
防腐效果的好壞受到 涂裝道數 與 漆膜厚度 的影響,尤以在嚴酷腐蝕環境下的重防蝕涂料,必須達一定的干膜厚度。而漆膜厚度又受到涂裝道數的影響,涂裝道數又與涂料固含量高低有直接的關系,如果固含量高的話則會減少涂裝道數,反之增加涂裝道數,為了保證在嚴重腐蝕環境下能夠起到長久的保護功效,通常采用多道薄涂的施工工藝,即便是高固體含量的環氧漆也采用這種涂裝方法,優點是各層之間相互遮蓋缺損部位,其耐蝕性、機械性能要比單層漆膜更能保證整個涂料系統的防腐效果。
很多大型的防腐工程上采用的多道數涂裝,現如今所有漆膜在涂裝過程難免會縮孔、氣泡現象,導致漆膜受損,如果不加注意的話這些現象將會埋藏在漆膜當中,大面積施工時無法得到完整無缺的漆膜,首先在缺損薄弱部位發生腐蝕。雖然厚漿涂料有節省工時、減少污染的優點,但是也會帶來較大的內應力,致使涂層在使用過程中,由于外力或溫度的變化極易發生開裂。除了涂裝道數與固含量影響漆膜厚度之外,還受到施工技術的影響,為了確保一定的漆膜厚度,要求施工人員必須掌握一定的涂裝技巧,隨時使用漆膜測厚儀測量漆膜厚。
小編有話要說~雖然說,防腐蝕涂層的厚度與防腐蝕效果有直接的關系,但千萬不能為追求效率,一遍涂裝。特別是氧化干燥型(醇酸、環氧酯等),因為太厚則 表層吸氧皺皮 而內層不干。若涂料含溶劑,太厚會使溶劑不能充分揮發,少量溶膠殘留在涂層中 而降低耐蝕性。因此,在保證優異成膜的前提下談干膜厚度,才有意義。
04 干燥環境
涂料施工需要有適宜的環境與條件,如溫度、濕度、光線、通風、衛生等才能做出好的效果。
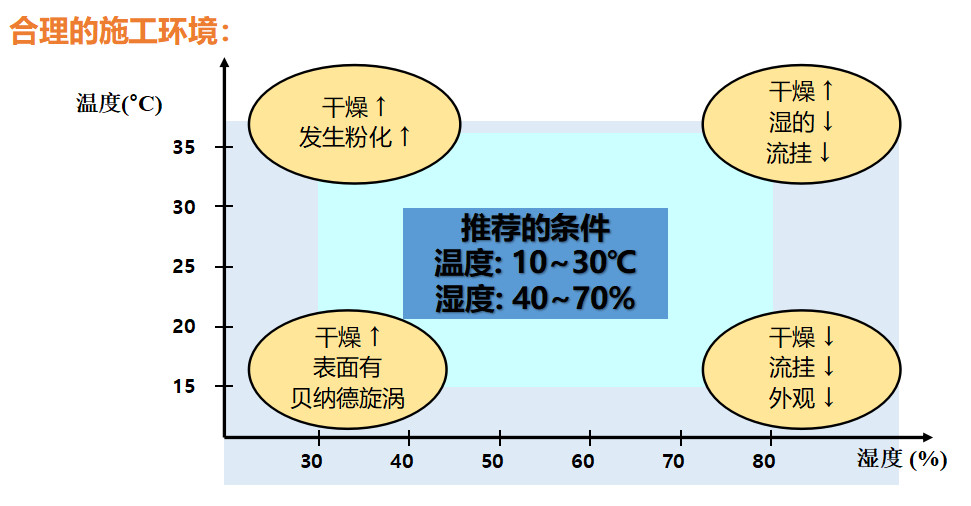
01 溫度、濕度與溶劑型涂料不同,水性漆不僅要考慮到溫度,還要考慮到濕度。溫度低于5℃或超過35℃,濕度超過來85%時不適于施工。
施工最好在常溫(15-30℃)條件下進行,溫度過低,涂料成膜變慢,易導致漆膜硬度不良發生后期返白現象,溫度過高(超過35℃),固化快易出現桔皮、暗泡、針孔等現象,性能將受不利影響。潮濕空氣,對大多數涂料都不利,會造成發白或干燥緩慢等弊病,最終導致成膜不良,影響涂膜性能。
02 光線如果是在室內施工,充足的光線有助于看清漆面,辨別施工涂膜是否均勻,及時避免漏噴或流掛,因此應選在光線充裕的房間進行施工。
03 通風施工場地應有通風設備,以保持適量的新鮮空氣流通。這樣既有利于施工者的健康,利于涂料成膜,又可減少火災隱患。但空氣流通的速度不可過快,以免影響涂層質量。
04 灰塵要防止灰塵對涂料成膜時的影響,灰塵會影響漆膜的光澤和美觀。施工環境必須保持干凈,在施工過程中產生的粉塵與磨屑應立即清除干凈,否則會影響到面漆漆膜的最終效果。
小編有話要說~在實際涂裝過程中由于施工方法不當而達不到預期防蝕效果的例子很多。特別是許多性能優異的防腐蝕涂料對施工方法極為敏感,只有嚴格按照其各自的施工條件進行施工才可形成正常的涂層,達到預期的防蝕保護作用。
05 成膜性能及配方調整
成膜的好壞直接影響著涂膜的性能,其中,成膜助劑的選擇也非常重要。除此之外,配方中,其他助劑如:分散劑 、基材潤濕劑、消泡劑、防閃銹助劑、流變助劑等,以及防銹顏料的選擇,顏積比的設定等,都會最終在不同程度上影響涂膜的防腐性能~
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763