
一種感應淬火熱透入深度及心部硬度無損檢測法
2019-12-17 14:09:38
作者:蘇曉靜、徐凌雪、王培科 來源:熱處理生態圈
分享至:


1. 概述
感應淬火齒輪在使用過程中發生損壞的頻率較高,尤其模數為8~10的采煤機搖臂二軸齒輪、太陽輪等表面淬火齒輪,經常發生點蝕剝落、斷齒等損壞,經理化分析后,輪齒節圓以下無硬化層或齒心、齒根未淬火,即輪齒在表面淬火時,熱透入深度未達到齒心或齒根部。雖然淬硬層深度在理論上可通過調節感應加熱設備的電參數進行控制,但由于影響淬硬層深度的因素太多,無法在實際生產中對其進行較精確的控制。迄今為止,硬化工藝的質量控制局限于隨機的抽檢破壞測試,既費時,成本又高,特別是針對我公司的多品種、少批量生產的特點,更要尋找高效的檢測方法,無損檢測法具有非破壞測試、檢測比例高、高效率及低成本等優點。
用德國弗勞恩霍協會無損檢測研究院IZFP制造的多通道淬硬層深度無損測量系統第二代新產品QNET型設備,采用正交試驗,分別對模數為6、8、9、10齒輪的熱透入深度及有效硬化層深度進行檢測,并采用理化解剖進行了比對試驗。
2. 試驗理論依據
感應淬火齒輪的熱處理工藝為:滲碳→調質→表面淬火,齒輪材料一般為18Cr2Ni4WA或20Cr2Ni4A,屬本質細晶粒鋼,感應淬火后,感應加熱層發生了再結晶,因感應加熱速度快,表面形成的組織更細小致密,一般的超聲波(1~5MHz)很難穿過感應層,同時感應淬火齒輪均經過滲碳處理,因滲層存在細小的顆粒狀碳化物,在感應淬火中起到釘扎的作用,使滲層表面的晶粒更加細小,但致密的表面淬硬層及熱透入深度對于20MHz的超聲波幾乎是透明的,當20MHz超聲波分別在硬化層與熱透入深度界面發生背散射回波(見圖1、圖2)。
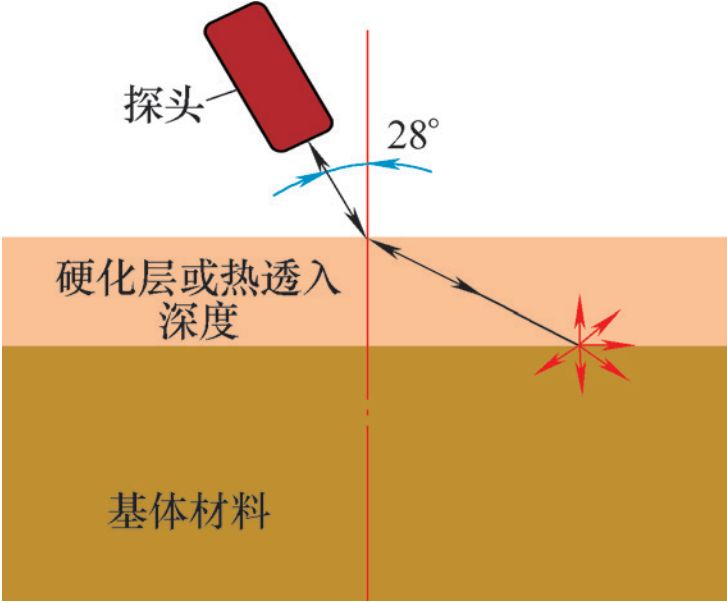
圖1 超聲波背散射檢測方法
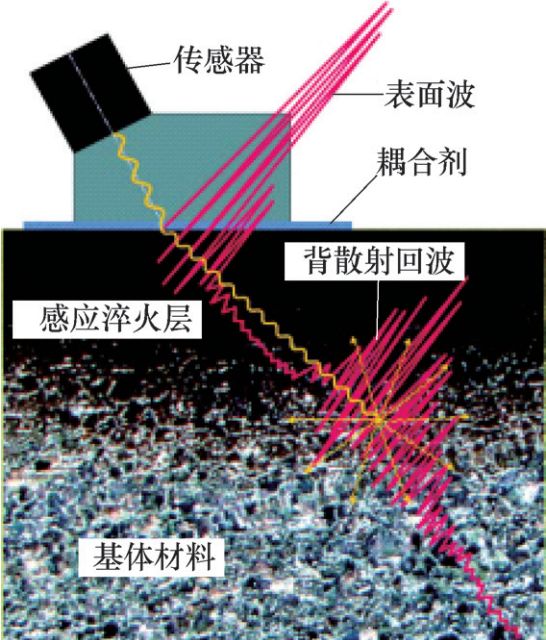
圖2 超聲波背散回波示意
利用下式就可得到表面淬火齒輪的熱透入深度及硬化層深度。
Rht=(vtcosβ)/2
式中 Rht——硬化層或熱透入深度(mm);
v——被檢材料中的聲速(mm/s);
t——聲波從工件表面到分界面所經歷的時間(s);
β——硬化層超聲折射角(°)。
目前,生產應用的輪齒材料18Cr2Ni4WA及20Cr2Ni4A均為馬氏體鋼,相關資料及實測數據表明,對于模數≤10的輪齒,只要輪齒能加熱至奧氏體溫度區間,空冷后,其心部硬度≥36.0HRC,因此感應淬火齒輪的熱透入深度達到輪齒心部,其心部硬度均能符合技術要求。
3. 檢測方案
鑒于表面淬火齒輪試樣的實際情況,特制定以下檢測方案:
(1)選擇分辯率較高的進口德國的感應淬火硬化層厚度檢測儀。
(2)選擇并設置合理的LN與UN值。
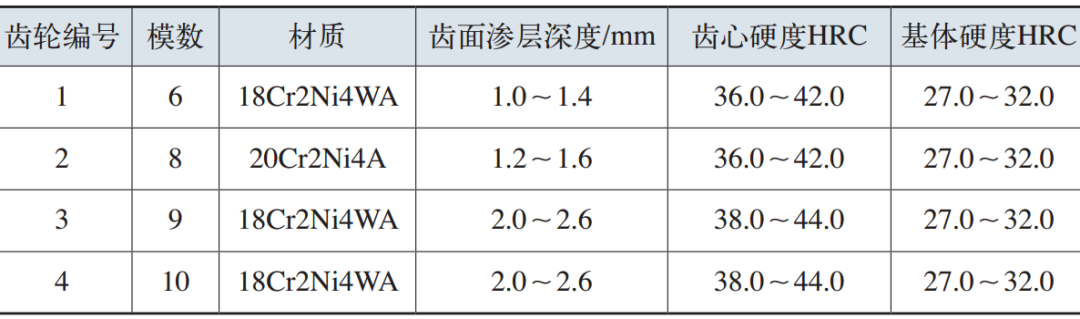
(3)切割模數為6、8、9、10的四種表面淬火滲碳齒輪,技術要求見表1。
表1 檢測齒輪試樣淬火技術要求
(4)選擇高頻(20MHz)的斜探頭與直探頭分別從齒面與齒頂進行檢測。
(5)采用顯微硬度法與金相宏觀分析法分別對齒輪試樣的有效硬化層深度與熱透入深度進行檢測。
(6)將無損檢測法與常規顯微分析及金相法進行對比,評價無損檢測數據的可靠性與準確性。
4. 檢測結果與分析
采用Fraunhofer-IZFP公司多通道淬硬層深度無損測量系統P3213QNET對5種齒輪進行檢測,選擇齒頂窄屏楔塊、齒平面楔塊、齒根楔塊,對齒頂、齒面、齒根進行無損檢測和理化檢測,結果見表2。
表2 兩種方法檢測結果對比
根據檢測結果,可得出以下結論:
(1)熱透入深度檢測方面無損檢測法與解剖分析法所測數值一致。
(2)輪齒心部硬度間接無損檢測方面 無損檢測法與解剖分析法所測數值一致。
(3)有效硬化層深度檢測方面 ①探頭可觸及輪齒節圓處樣品(m=8、m=9), 無損檢測法與解剖分析法所測數值一致。②探頭不可觸及節圓處,數據偏差較大。
(4)通過無損檢測與理化檢測的對比分析,可采用無損檢測方法檢測表面淬火齒輪熱透入深度、表面硬化層深度及心部硬度。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741