
鋼磨料中的可溶性鹽對鋼材表面噴砂處理的影響
2015-09-06 11:48:00
作者:本網整理來源:


在對鋼材表面造成影響的各種因素中,鋼鐵表面可溶鹽的存在是使保護涂層過早失效的一個主要原因,如圖1所示。根據歷史數據顯示,其造成失效的概率高達60%。
過去已經就鋼材表面可溶性鹽標準與涂層性能之間的關聯進行了一系列研究,同時在這些研究中根據涂層和操作環境對各種規范和指導意見進行了定義。但是,幾乎很少有研究涉及在噴磨處理期間,鋼磨料中所含可溶性鹽的濃度對鋼鐵表面造成污染的影響。
1可溶性鹽簡介
在我們生活的環境中充滿了可溶鹽污染物,其來源包括天然的和人為兩種。幾乎每一個物體表面都受到一定程度的鹽污染。
美國防護涂料協會(SSPC)將可溶性鹽定義為“一種溶解在水中,形成正離子和負離子溶液的離子化合物”。通常來說,我們平時遇到的造成腐蝕最多的鹽為氯化物、硫酸鹽和硝酸鹽,當然特定的行業可能還會存在一些特殊情況。
這些鹽會對鋼鐵表面造成各種影響,其中之一就是這些鹽會從自然環境中吸取水分。因為所有的聚合物在某種程度上都是可透水的,因此這就會增加鋼鐵和涂層交界處的滲透壓,導致涂層起泡和剝離,見圖2。
目前主要有幾種現場方法來測試并確定污染的水平。其中一種是從鋼表面提取污染物的方法,稱為Bresle法,在ISO 8502-6標準中有該方法的描述。這種方法的步驟主要包括,在鋼表面貼一個鹽分測試貼片,使用注射器使蒸餾水與鋼接觸,并溶解鹽分。為了對污染物進行后續分析,我們可以使用ISO 8502-9標準來確定鹽的總表面密度。
可以確定的是,無論鹽的含量有多少,都會對涂層的整體壽命造成損害。表面的可溶性鹽越少,涂層的性能就越好。但事實上很難設定出一個合適的標準,因為不同類型的涂層和涂層厚度對可溶性鹽降解的敏感性是不同的。因此人們普遍接受的標準是,可溶性鹽在30mg/m2的水平之下就可以算是比較理想的。
在ISO/TR 15235:2001文件中所提出的限制和指導水平是不同的,但因為它本身是一份技術報告,而不是一個標準,因此我們可以將其視為一種指導意見。
鑒于適用于石油和天然氣工業(管道涂層)的ISO 21809-1:2011國際標準規定,符合標準文件 ISO 8502-6和ISO 8502-9的鋼管在噴砂之后最大的可溶性鹽允許標準限度為20 mg/m2。
2 鋼磨料中的可溶性鹽
可溶性鹽存在于研磨劑中。即使是在充分執行噴砂后,如果可溶性鹽濃度過高,仍可能導致腐蝕的發生。
本文主要關注的研究對象為鋼磨料,文中介紹的磨料是由W集團生產的A品牌磨料。W公司是世界鋼鐵磨料生產的領導者,旗下銷售的主要磨料品牌為A,該公司也一直希望能夠對行業中關于可溶性鹽影響的研究貢獻出自己的一份力量。
在噴砂的操作過程中,磨料可引起氯化物、硫酸鹽、氟化物等污染,而表面處理過程中清洗水中氯化物和可溶性緩蝕劑也會引起污染。在工廠內的環境條件下可能會進一步提高可溶性鹽的濃度。包裝和存儲所提供的隔離條件也需要考慮在內。
可溶性鹽的測定是通過電導率試驗間接進行的,以下為ASTM D4940規定的方法:將磨料和純水組合成懸浮液,對其進行攪拌,使可溶性鹽(氯化物、硫酸鹽、硝酸鹽等)從磨料中分離出來。隨后過濾該懸浮液,同時測試濾液的電導率。相較于Bresle電導率試驗,該方法并沒有鑒定離子的種類。
電導率值以mS/cm為單位給出,該單位等同于mmho/cm。根據SSPC-AB-3國際標準,最大允許值為1000mS/cm。然而若根據ASTM D4940標準,“高水平的導電性污染的典型數值為500mS/cm。較低污染水平的典型數值為50mS/cm。”
必須指出的是,如果可以充分執行熱處理工藝,如空氣冷卻淬火,則可以減少可溶性鹽的水平。相較于低碳磨料(碳含量約為0.1%),這也是高碳磨料(碳含量約1%)所具有的一個潛在優勢。
3 研究的目的和方法
這項研究的目的是檢查磨料的導電性轉移到噴砂表面的程度,并將所得結果與表面預處理行業的要求進行對比。
為此,我們使用A磨料樣品和其競爭對手的磨料樣品,基于以下條件對一塊鋼板進行噴砂:
分析條件:
4 研究結果
4.1 鋼磨料
兩種磨料在化學成分、硬度、尺寸和顯微組織上都沒有顯示出相關的差異。發現的主要差異主要體現在鹽污染水平上,如表2所示。
4.2 鋼板
關于表面屬性,兩種磨料所得到的粗糙度值相似(Rz的范圍在80?90mm,Pc的范圍在70?80peaks/cm之間),這表明兩者得到涂層的粘附強度是相似的,假設條件是兩種情況下的除銹等級都為Sa 2 1/2。
關于可溶性鹽造成的表面污染,表3示出了可溶鹽污染物的水平,單位為mg/m2。
由數據可見,競爭者磨料中的可溶性鹽轉移到鋼板,導致一個27mg/m2>20 mg/m2的平均值,因此超出ISO 21809標準規定的管面涂層規格。
而使用A磨料噴砂的區域,顯示出了較初始鋼板更低水平的可溶鹽污染物。
5 結論
鋼磨料中的可溶性鹽主要通過電導率測試法進行檢測,可溶性鹽會污染噴砂表面,造成涂層下金屬腐蝕和涂層失效。
W公司的A品牌磨料的生產制造采用先進的技術,因此其顯示出的可溶性鹽濃度很低,確保了表面處理的風險大大降低,也防止涂層過早受到破壞。

圖1:可溶性鹽造成的表面腐蝕
過去已經就鋼材表面可溶性鹽標準與涂層性能之間的關聯進行了一系列研究,同時在這些研究中根據涂層和操作環境對各種規范和指導意見進行了定義。但是,幾乎很少有研究涉及在噴磨處理期間,鋼磨料中所含可溶性鹽的濃度對鋼鐵表面造成污染的影響。
1可溶性鹽簡介
在我們生活的環境中充滿了可溶鹽污染物,其來源包括天然的和人為兩種。幾乎每一個物體表面都受到一定程度的鹽污染。
美國防護涂料協會(SSPC)將可溶性鹽定義為“一種溶解在水中,形成正離子和負離子溶液的離子化合物”。通常來說,我們平時遇到的造成腐蝕最多的鹽為氯化物、硫酸鹽和硝酸鹽,當然特定的行業可能還會存在一些特殊情況。
這些鹽會對鋼鐵表面造成各種影響,其中之一就是這些鹽會從自然環境中吸取水分。因為所有的聚合物在某種程度上都是可透水的,因此這就會增加鋼鐵和涂層交界處的滲透壓,導致涂層起泡和剝離,見圖2。
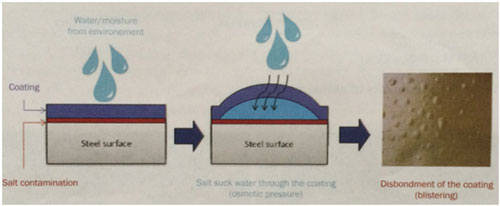
圖2:起泡過程示例
目前主要有幾種現場方法來測試并確定污染的水平。其中一種是從鋼表面提取污染物的方法,稱為Bresle法,在ISO 8502-6標準中有該方法的描述。這種方法的步驟主要包括,在鋼表面貼一個鹽分測試貼片,使用注射器使蒸餾水與鋼接觸,并溶解鹽分。為了對污染物進行后續分析,我們可以使用ISO 8502-9標準來確定鹽的總表面密度。
可以確定的是,無論鹽的含量有多少,都會對涂層的整體壽命造成損害。表面的可溶性鹽越少,涂層的性能就越好。但事實上很難設定出一個合適的標準,因為不同類型的涂層和涂層厚度對可溶性鹽降解的敏感性是不同的。因此人們普遍接受的標準是,可溶性鹽在30mg/m2的水平之下就可以算是比較理想的。
在ISO/TR 15235:2001文件中所提出的限制和指導水平是不同的,但因為它本身是一份技術報告,而不是一個標準,因此我們可以將其視為一種指導意見。
鑒于適用于石油和天然氣工業(管道涂層)的ISO 21809-1:2011國際標準規定,符合標準文件 ISO 8502-6和ISO 8502-9的鋼管在噴砂之后最大的可溶性鹽允許標準限度為20 mg/m2。
2 鋼磨料中的可溶性鹽
可溶性鹽存在于研磨劑中。即使是在充分執行噴砂后,如果可溶性鹽濃度過高,仍可能導致腐蝕的發生。
本文主要關注的研究對象為鋼磨料,文中介紹的磨料是由W集團生產的A品牌磨料。W公司是世界鋼鐵磨料生產的領導者,旗下銷售的主要磨料品牌為A,該公司也一直希望能夠對行業中關于可溶性鹽影響的研究貢獻出自己的一份力量。
在噴砂的操作過程中,磨料可引起氯化物、硫酸鹽、氟化物等污染,而表面處理過程中清洗水中氯化物和可溶性緩蝕劑也會引起污染。在工廠內的環境條件下可能會進一步提高可溶性鹽的濃度。包裝和存儲所提供的隔離條件也需要考慮在內。
可溶性鹽的測定是通過電導率試驗間接進行的,以下為ASTM D4940規定的方法:將磨料和純水組合成懸浮液,對其進行攪拌,使可溶性鹽(氯化物、硫酸鹽、硝酸鹽等)從磨料中分離出來。隨后過濾該懸浮液,同時測試濾液的電導率。相較于Bresle電導率試驗,該方法并沒有鑒定離子的種類。
電導率值以mS/cm為單位給出,該單位等同于mmho/cm。根據SSPC-AB-3國際標準,最大允許值為1000mS/cm。然而若根據ASTM D4940標準,“高水平的導電性污染的典型數值為500mS/cm。較低污染水平的典型數值為50mS/cm。”
必須指出的是,如果可以充分執行熱處理工藝,如空氣冷卻淬火,則可以減少可溶性鹽的水平。相較于低碳磨料(碳含量約為0.1%),這也是高碳磨料(碳含量約1%)所具有的一個潛在優勢。
表1:高碳鑄鋼砂導電性變化的例子。霧化和水淬火的電導率范圍:300-600 mS/cm
| 電導率(S/cm) | |
| 霧化(涂層) | 49 |
| 奧氏體化和水淬火 | 106 |
| 奧氏體化和空氣淬火 | 11 |
圖3:大直徑鋼管噴砂處理
3 研究的目的和方法
這項研究的目的是檢查磨料的導電性轉移到噴砂表面的程度,并將所得結果與表面預處理行業的要求進行對比。
為此,我們使用A磨料樣品和其競爭對手的磨料樣品,基于以下條件對一塊鋼板進行噴砂:
- 5.5bars的壓力
- 10mm的Venturi噴嘴
- 70°的入射角
- 噴砂后的除銹等級:根據ISO 8501-1標準,Sa 2 1/2
分析條件:
- 使用溶劑:蒸餾水
- 溶劑注入量:3mL
- 總接觸時間: 10分鐘
- 溫度:25℃
- 鹽分貼片尺寸A-1250,分隔面積1250mm2±13
- 鹽分貼片批號:02563
- 電導率測量范圍: 0mS/cm至199mS/cm
- 日期:12/03/2015
mg/m2=uS/cm*1,18
4 研究結果
4.1 鋼磨料
兩種磨料在化學成分、硬度、尺寸和顯微組織上都沒有顯示出相關的差異。發現的主要差異主要體現在鹽污染水平上,如表2所示。
表2:磨料電導率
| 電導率 (ASTM D4940, mS/cm) | |
|---|---|
| A品牌 | 17 |
| 競爭對手 | 627 |
4.2 鋼板
關于表面屬性,兩種磨料所得到的粗糙度值相似(Rz的范圍在80?90mm,Pc的范圍在70?80peaks/cm之間),這表明兩者得到涂層的粘附強度是相似的,假設條件是兩種情況下的除銹等級都為Sa 2 1/2。
關于可溶性鹽造成的表面污染,表3示出了可溶鹽污染物的水平,單位為mg/m2。
表3:表面可溶鹽污染物密度,單位mg/m2(Bresle測試法,ISO 8502-6/9標準)
| Bresle測試方法:ISO 8502-6/9 | 測試編號 | 噴砂前的鋼板 | A品牌磨料噴砂后的鋼板 | 競爭對手產品噴砂后的鋼板 |
|---|---|---|---|---|
| 1 | 11 | 10 | 30 | |
| 2 | 12 | 8 | 28 | |
| 3 | 10 | 10 | 28 | |
| 4 | 11 | 8 | 23 | |
| 5 | 10 | 8 | 26 | |
| 平均值 | 11 | 9 | 27 |
由數據可見,競爭者磨料中的可溶性鹽轉移到鋼板,導致一個27mg/m2>20 mg/m2的平均值,因此超出ISO 21809標準規定的管面涂層規格。
而使用A磨料噴砂的區域,顯示出了較初始鋼板更低水平的可溶鹽污染物。

圖4:使用Bresle法對鋼板的不同區域進行測試
5 結論
鋼磨料中的可溶性鹽主要通過電導率測試法進行檢測,可溶性鹽會污染噴砂表面,造成涂層下金屬腐蝕和涂層失效。
W公司的A品牌磨料的生產制造采用先進的技術,因此其顯示出的可溶性鹽濃度很低,確保了表面處理的風險大大降低,也防止涂層過早受到破壞。
責任編輯:王元
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-801
郵箱:ecorr_org@163.com
中國腐蝕與防護網官方 QQ群:140808414
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

鋁合金LDH自修復自抗菌膜層構建
點擊數:466

碳鋼及合金鋼應用與區別
點擊數:393