
可以借鑒,原來國外是這樣加工高溫合金的!
2016-08-02 11:57:32
作者:本網整理 來源:網絡
分享至:


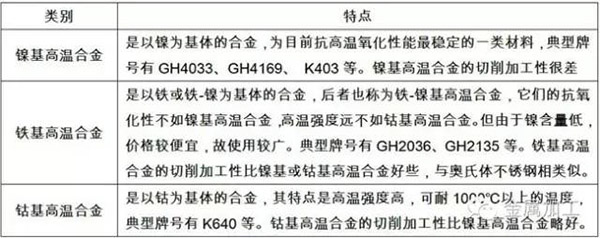
高溫合金又稱耐熱合金或熱強合金,能在600~1000℃的高溫氧化氣氛及燃氣腐蝕條件下工作,熱強性能、熱穩定性及熱疲勞性能良好。高溫合金按基體元素分為鎳基高溫合金、鐵基高溫合金及鈷基高溫合金,廣泛應用于各個領域,特別是航空、航天、發電設備和造船等行業。
高溫合金的分類及特點
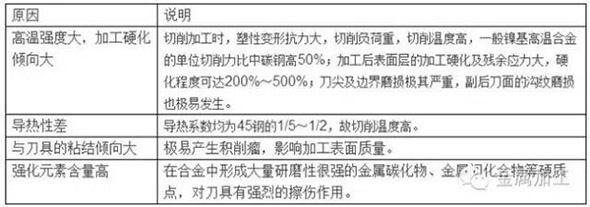
大家都知道高溫合金非常難切削,那么到底難切削的原因是什么,請看下面這個表格。
刀具材料
如此難切割的高溫合金,必須有專門的刀具來對付,在刀具材料方面常用的是硬質合金刀具,僅在切削速度很低的復雜型面加工時才采用高速鋼。用硬質合金刀具切削時,最好選用性能較佳的新牌號。另外氮化硅陶瓷由于其抗粘結性和耐熱性及硬度高于硬質合金,所以也適用于對高溫合金的半精加工和精加工。PCBN刀具由于具有高硬度和高熱性等特點,更適于對高溫合金的連續切削加工。
刀具幾何參數
高溫合金材料的切削對刀具的幾何參數也要求,變形高溫合金(如鍛造、熱軋、冷拔)。刀具前角γ0為10°左右;鑄造高溫合金γ0為0°左右,一般不鐾負倒棱。刀具后角一般α=10°~15°。粗加工時刀傾角λs為-5°~-10°,精加工時λs =O~3°。主偏角κr為45°~75°。刀尖圓弧半徑r為0.5~2mm,粗加工時,取大值。
切削用量
切削用量的選擇原則與切削不銹鋼基本相同,最主要是切削速度。切削高溫合金時,切削速度過高或過低,刀具磨損均較迅速。采用硬質合金刀具時切削速度通常采用Vc=20~50m/min;進給量宜取偏小,一般取f=0.1~0.5mm/r,粗車時取大值,精車時取小值;背吃刀量不宜過小,粗車時取ap=2~4mm,精車時取ap=0.2~0.5mm。高速鋼立銑刀加工高溫合金常用的切削用量Vc=5~10m/min;fn=0.05~0.12mm/r,ap+1~3mm。硬質合金面銑刀則為Vc=20~45m/min;fn=0.05~0.1mm/r,ap=1~4mm。
更多關于材料方面、材料腐蝕控制、材料科普等等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
-
標簽: 高溫合金
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8135

腐蝕與“海上絲綢之路”
點擊數:6475