
超全金屬、玻璃、陶瓷材料成型工藝大匯總(必收藏)
2016-12-14 10:03:49
作者:本網整理 來源:新材料在線
分享至:


玻璃
成型工藝
玻璃的成型是熔融玻璃轉變為固有幾何形狀的過程。玻璃成型的方法有很多,主要有壓制法、吹制法、拉制法、延壓法、澆鑄法等。
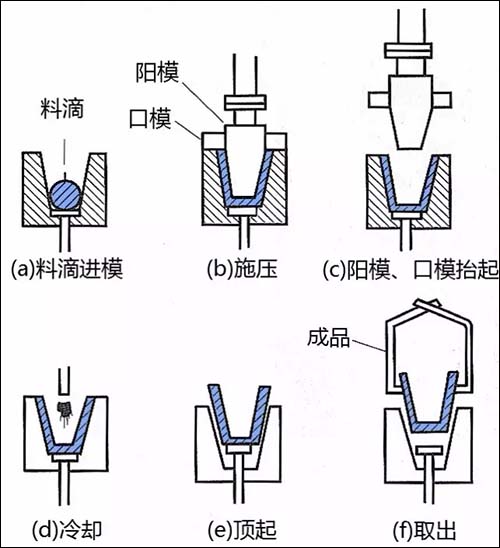
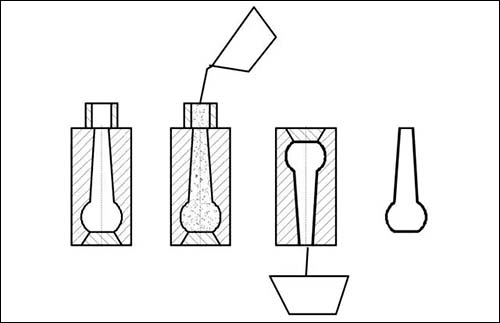
一 壓制法
壓制法:是將熔制好的玻璃注入模型,放上模環,將沖頭壓入,在沖頭與模環和模型之間形成制品的方法。
工藝流程:
工藝特點
優點:
形狀精確, 外面花紋制品, 工藝簡便, 生產能力高
缺點:
1、制品內腔不能向下擴大,否則沖頭無法取出,內腔側壁不能有凸凹地方;
2、不能生產薄壁和內腔在垂直方向長的制品;
3、制品表面不光滑,常有斑點和模縫;
應用:實心和空心的玻璃制品,玻璃磚、水杯、花瓶、餐具等。
二 吹制法
吹制法:采用吹管或者吹氣頭將熔制好的玻璃液在模型中吹制成制品的方法。
主要包括人工吹制法和機械吹制法。
(1)人工吹制法
工藝流程:
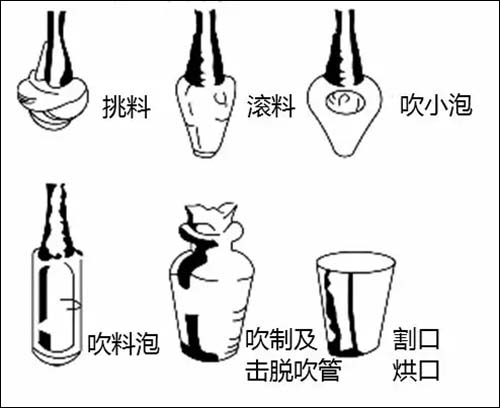
工藝特點:制品表面光滑,尺寸較精確,效率低。
應用:批量小,制作高級器皿、藝術玻璃等。
(2)機械吹制法
工藝流程:
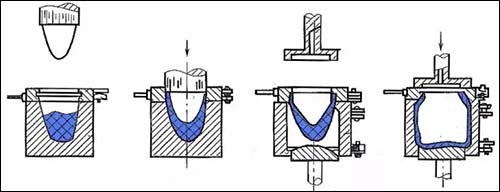
工藝特點:分壓制和吹制兩個步驟完成,先形成口部和雛行。
應用:生產廣口瓶、小口瓶等空心制品等。
三 拉制法
拉制法:是將熔制好的玻璃注入模型,經過冷卻器,采用機械的手段拉制成制品的方法。
工藝介紹:
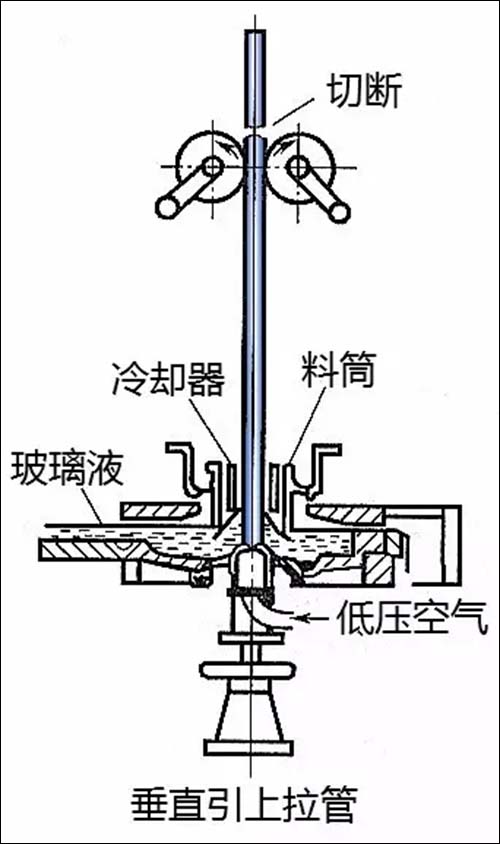
應用:主要用于生產玻璃管、棒、平板玻璃、玻璃纖維等。
四 壓延法
延壓法:將熔制好的玻璃液在輥間或者輥板間壓延成玻璃制品的方法。
工藝介紹:
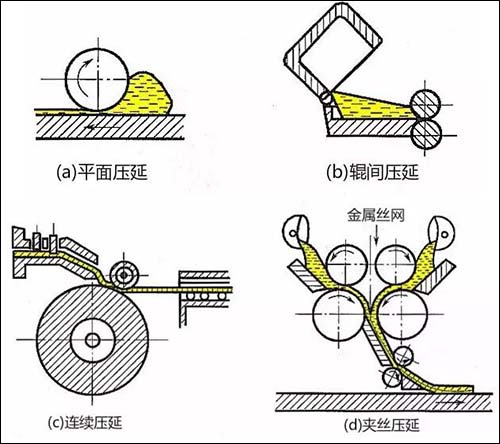
應用:厚平板玻璃、刻花玻璃、夾絲玻璃等。
五 澆鑄法
澆鑄法:將熔制好的玻璃液注入模具中,經退火冷卻,加工得到制品的方法。
工藝特點:設備要求低,產品限制小,適合制大型制品,但制品準確率較差。
主要應用:藝術雕刻、建筑裝飾品、大直徑玻璃管、反應鍋。
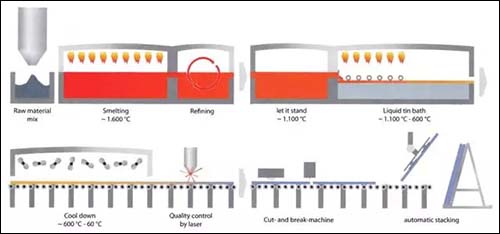
六 浮法成型
浮法:是指熔窯熔融的玻璃液在流入錫槽后在熔融金屬錫液的表面上成型平板玻璃的方法。
工藝流程:
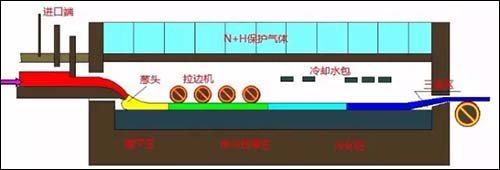
1、玻璃液由流道、流槽連續流入錫槽;
2、玻璃液在熔融錫液面依靠表面張力和重力攤平、拋光展薄、冷卻,并在這個過程中隨著傳動輥子項強飄移;
3、成型的玻璃經過渡輥臺托起,離開錫槽進入退火窯;
4、經過橫切、檢驗、裝箱。
工藝特點:
1、均勻性好,透明度強;
2、表面光滑,平面度好;
3、光學性能較強。
應用:主要用于建筑行業,是民用建筑的最好玻璃。
玻璃成型相關設備供應商

陶瓷
成型工藝
陶瓷制造工序之一。將配料做成規定尺寸和形狀,并具有一定機械強度的生坯。有注漿成型法、可塑成型、干壓成型、半干壓成型、等靜壓法等。
一 注漿成型法
注漿成型:用水等制作成帶有流動性的泥漿,將泥漿注入多孔質石膏模型內,水通過接觸面滲入石膏模型體內,表面形成硬層。
分類:有空心注漿和實心注漿兩種方法,為了提高注漿速度和質量又出現了壓力注漿、離心注漿、真空注漿等方法。
空心注漿法示意圖
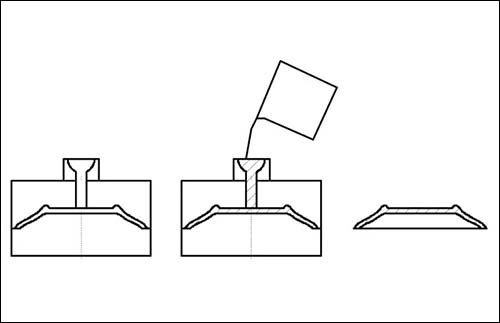
實心注漿法示意圖
工藝流程:配料加水→坯泥→注漿成型→干燥→燒制
工藝特點
優點:
坯體結構均勻,適應性強,投資小,適用于形狀復雜、不規則的、薄的、體積較大且尺寸要求不嚴的物件,如花瓶,湯碗,茶壺等。
缺點:
收縮大,生產時間長,占地面積大,模型消耗大
應用:
適用于各種陶瓷產品,凡是形狀復雜、不規則的、薄的、體積較大且尺寸要求不嚴的器物都可用注漿法成型。一般日用陶瓷中的花瓶、湯碗、橢圓形盤、茶壺、手柄等。
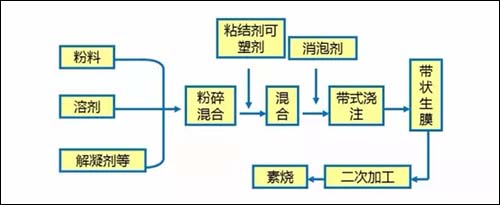
二 流延成型
流延成型:料漿均勻流到或涂到支撐板上,或用刀片均勻的刷到支撐面上,形成漿膜,經干燥形成一定厚度的均勻的素坯膜的一種料漿成型方法
工藝流程:
工藝特點
優點:
設備不太復雜,工藝穩定,可連續生產,效率高,自動化程度高,坯膜性能均一且易于控制, 適于制造各種超薄形陶瓷器件,氧化鋁陶瓷基片等
缺點:坯體密度小,收縮性高
三 熱壓鑄成型法
熱壓鑄成型:是在壓力的作用下,將熔化的蠟漿料注入金屬模具中,冷卻凝固后得到所要的形狀。
工藝流程:
配料→預熱→除氣→熱壓鑄機成型→攪拌→石蠟→洗成蠟餅存放→表面活性物質
工藝特點
優點:
1、適用于以礦物原料、氧化物,氮化物等為原料的新型陶瓷的成型,尤其對外型復雜,精密度高的中小型制品更為適宜。
2、其成型設備不復雜,模具磨損小,操作方便,生產效率高。
缺點:
工序較繁,耗能大,工期長,對于壁薄大而長的制品不適用。
應用:
主要用于生產中小尺寸和結構復雜的結構陶瓷、耐磨陶瓷、電子陶瓷、絕緣陶瓷、紡織陶瓷、耐熱陶瓷、密封陶瓷、耐腐蝕陶瓷、耐熱震陶瓷制品。
四 可塑成型法
可塑成型:各種不同的外力對具有可塑性的坯料進行加工,迫使坯料在外力作用下發生可塑變形而制成生坯的成型方法。
(1)旋壓成型:利用旋轉的石膏模與樣板刀進行成型,分為外旋和內旋
工藝特點
優點:設備簡單、適應性強,適于成型杯、盤子、碟子等制品,以及大型深孔制品
缺點:成型質量不高,勞動強度大,要有一定的操作技術,效率低等。
(2)滾壓成型:由旋壓發展而來,分內滾和外滾
工藝特點:坯體結構均勻,致密,強度大,表面光滑,產量大,適于自動化生產。
(3)擠壓成型:由擠制機將泥料擠壓成各種管狀、棒狀、及斷面和中孔一致的產品
(4)注射成型:脊性料和有機添加劑混合后用注射成型機將泥料注射到金屬模腔內而成型
工藝特點
優點:工藝簡單,成本低,壓坯密度均勻,尺寸精度高,注射周期短,可自動化生產,適于復雜形狀的大型制品。
缺點:脫脂時間長(72~96h),金屬模具貴,設計困難
(5)塑壓成型: 將泥料放在模型內,常溫下通過調節模內壓力使泥料擠壓成型
工藝特點:坯體致密,自動程度高,適于非旋轉對稱制品;需要高強度模型,如多孔性樹脂模、多孔金屬模,成本高。
(6)軋膜成型:將粉料與有機粘合劑混合,通過粗軋和精軋成膜片
工藝特點
優點:工藝簡單,生產效率高,膜片表面光滑,均勻,致密,生產設備簡單,適于大批量生產1mm以下的薄片產品。
缺點:干燥收縮和燒成收縮較大
五 壓制成型法
(1)干壓成型法
干壓成型法:將經過造粒、流動性好、粒配合適的粉料,裝入模具內,通過壓機的柱塞施加外壓力使粉料制成一定形狀坯體的方法。
工藝特點
優點:
1、工藝簡單,操作方便,宜于大批量生產,且周期短、工效高,容易實現機械化自動化生產。
2、由于坯體中含水或其他粘合劑比較少,干壓成型的坯體致密度高,尺寸比較精確,燒成收縮少,瓷體的機械強度高,電性能也好。
缺點:
1、干壓成型必須具備一定功率的加壓設備,模具的制作工藝要求高。
2、不適用于形狀復雜的陶瓷制品的成型。
(2)半干壓成型法
半干壓成型:在配料中加入較少水分(7—9%),拌勻并在較高的壓力下壓制或搗打成型。制品尺寸準確,機械強度高。
工藝特點:形狀準確、效率高、設備及技術條件復雜。
應用:雜件、滅弧罩、電器底版等低壓電瓷制品等。
(3)等靜壓成型法
等靜壓成型:將待壓試樣置于高壓容器中,利用液體介質不可壓縮的性質和均勻傳遞壓力的性質從各個方向對試樣進行均勻加壓,當液體介質通過壓力泵注入壓力容器時,根據流體力學原理,其壓強大小不變且均勻地傳遞到各個方向,通過上述方法使瘠性粉料成型致密坯體的方法稱為等靜壓法。
工藝特點:形狀準確、效率高、設備及技術條件復雜。
應用:瓷棒瓷套、火花塞、高氧化鋁電瓷等
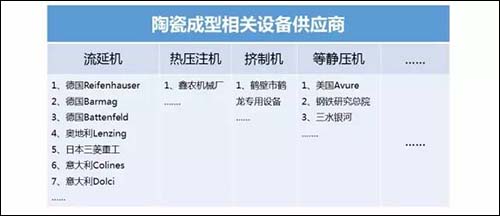
陶瓷成型相關設備供應商
更多關于材料方面、材料腐蝕控制、材料科普等等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461