
特種耐火材料的用途及工藝簡介
2017-01-06 10:33:11
作者:本網整理 來源:粉體圈
分享至:


特種耐火材料是以提純高純原料或以合成高純原料為基礎,以傳統生產工藝和特殊生產工藝相結合的方法加工而成的耐火材料制品。是許多工業部門不可缺少的產品,特別是在很多新技術、新領域中,在關鍵的部位代替其他產品,大大的提高原有產品的使用壽命。
一、特種耐火材料的分類及特點
特種耐火材料的分類
根據原料及制品的性質不同,大致可將特種耐火材料分為五大類:
1、高熔點氧化物材料及其復合物
舉例:氧化鋁(Al2O3)、氧化鎂(MgO)、氧化鈹(BeO)、氧化鋯(ZrO)、氧化鈣(CaO)、熔融石英(SiO2)、氧化釷(ThO2)、氧化鈾(UO2)、鎂鋁尖晶石(MgO·Al2O3)等。高熔點氧化物是和傳統耐火材料“血緣”關系最近的特種耐火材料。
氧化鋁坩堝
2、難熔化合物材料(碳化物,氮化物、硼化物、硅化物等)及其復合材料
舉例:碳化硅(SiC)、碳化硼(B4C)、氮化硅(SiN)、氮化硼(BN)、氮化鋁(AlN)、硼化鋯(ZrB)、硼化鑭(LaB6)、硅化鉬(MOSi2)等。多數由人工合成。

碳化硼噴嘴
3、高熔點氧化物與難熔金屬的復合材料(金屬陶瓷)
舉例:有碳化鎢-鈷系(WC-Co);氧化鋁-鉻系(Al2O3-Cr);
氧化鋁-鐵系(Al2O3-Fe);氧化鎂-鉬系(MgO-Mo);
碳化鈦-鈷系(TiC-Co)、碳化鈦-鎳系(TiC-Ni);碳化鈦-鎳鉬合金系(TiC-Ni-Mo);
碳化鉻-鎳鉻合金系(Cr3C2NiCr)等金屬陶瓷。
4、高溫不定形材料及無機物層
是一種噴涂或沉積在金屬或其他結構材料表面用于抗高溫氧化、腐蝕或阻熱的陶瓷保護層或表面膜的總稱。
5、高溫纖維及其增強材料
舉例:高熔點氧化物、難熔化合物特種耐火材料制成的纖維或晶須。如碳纖維、碳化硅和氮化硅纖維、晶須和氧化鋁纖維及石墨晶須等。它們本質上屬于陶瓷。
特種耐火材料的特點
1、更高的熔點。特種耐火材料的熔點大多數在2000℃以上,許多難熔化材料熔點甚至多達4000℃。
2、采用更純的原料,因為天然礦物存在較多比例的雜質而不能滿足特種耐火材料制備的要求,因此多采用提純原料或者是人工合成原料。
3、原料多為微米級的粉體,甚至是納米級的粉體,通常采用球磨法或化學制備的方法制備微米級或納米級的粉體作為原料。
4、制備工藝多樣化,可使用注漿法、可塑法成型,等靜壓、氣相沉積、等離子濺射、噴涂、熱壓、電熔。
5、制品燒成條件更為苛刻。除成型溫度要求更高外,在非氧化性燒結時,還需要在真空、惰性或其他特定氣氛下進行燒結。
6、制品形狀更加多樣化。除普通簡單形狀、還有其他各種更加精致的特定要求產品。
7、性能多樣化。除具備較高耐火性能以外,還具有電、熱等功能特性。
二、特種耐火材料用途
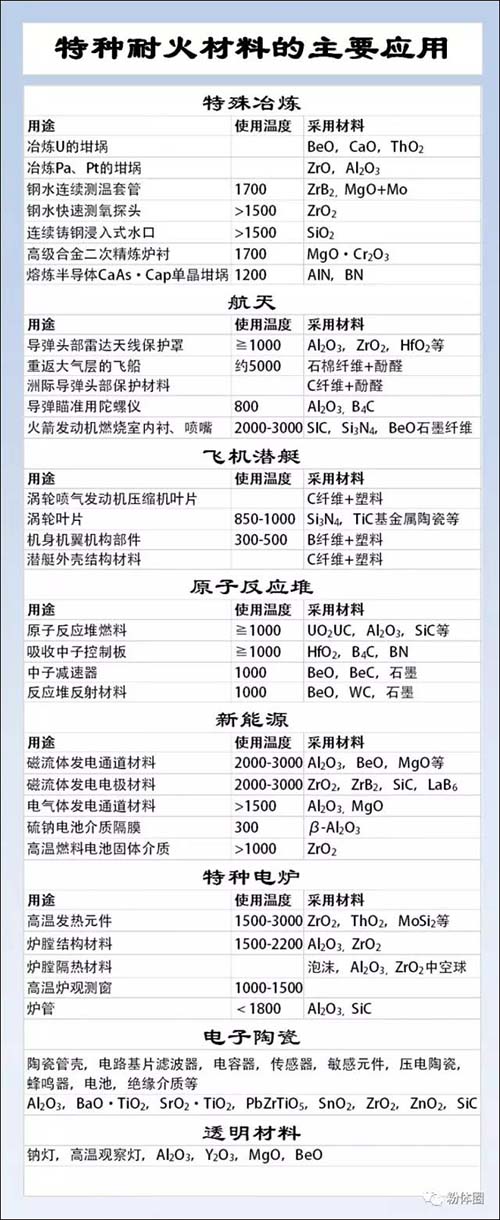
特種耐火材料可應用在多種特定領域,在于它們所具有的優良的高溫力學性能和后來被開發出的功能特性。下文將為大家列舉部分應用產品及使用溫度。
三、特種耐火材料的生產工藝
可分為原料準備→配料混練→素坯成型→干燥→素坯預燒→粗加工→燒成→燒結后處理→檢驗等工序,最終獲得合格的成品。
原料準備
1、原料的選擇
純度要求:傳統的的耐火材料廣泛采用天然礦物為原料,而特種耐火材料多選擇質量、成分穩定的高純人工合成粉體為原料,絕大多數純度在95%以上,特殊要求的在99%以上,更有甚者要求純度在99.99%以上。
粒度要求:原料粉體的粒度將影響后續耐火材料的制備過程,一些特種耐火材料要求毫米級甚至是更大尺寸的顆粒,而更多的特種耐火材料需要的粒度為微米級,更有甚者需要納米級粉體原料。
2、原料熱處理
根據加熱溫度的不同,可以將特種耐火材料生產領域內對原料的熱處理分為煅燒和電熔兩種。
煅燒熱處理過程中對原料的加熱溫度通常低于制品燒結溫度。意在分解原料中有機物、除去易揮發組分及物理吸附,化學吸附水分,以提高原料純度。
通過煅燒可以使原料粉體顆粒的晶粒長大,致密度提高,以控制制品收縮率。或者使其轉變為更穩定的晶型。
3、粉碎
根據工藝要求,使用適當的球磨設備或粉碎設備制取原料粉體。原料的粒度分布將直接影響到成型后坯體的致密度,從而影響制品的耐熱及強度等相關品質。
如果粉體有合適的粒度分布,就可以有效的提高坯體的密度。其他條件相同時,坯體致密度高時,在燒成過程中,需要排出的氣孔體積就相對較少,燒成后制品的致密度就會因此得到提高。
4、合成
當通過熱處理或粉碎等原料準備工序,依然無法獲取某些特種耐火材料所需粒度或者純度要求時,需要用合成的方式來獲取原料。根據反應物狀態的不同,其合成方法可分為固相法、液相法及氣相法。
5、凈化
在電熔化的粉碎以及粉碎操作過程中,極易引入鐵屑等雜質,根據混入雜質的不同性質,可選用的凈化方法包括水洗、酸洗、溶劑洗和磁洗。
6、配料混煉
經原料準備工序獲得了純度、粒度分布等均符合要求的粉體原料后,接下來就需要進行配料和混練。照既定的配方來稱量原料,利用混練設備將稱量好的原料及適量的各種添加劑混合均勻,得到可塑性良好的坯料,為隨后的成型工序做好準備。
各類添加劑的添加原則是盡量不引入影響品質的雜質元素。
成 型
成型就是將混練得到的坯料加工成規定尺寸及形狀坯體的操作過程。在特種耐火材料的工業生產中,使用得比較普遍且成熟的成型方法為模壓法、注漿法、熱壓注法、等靜壓法、擠壓法。
流延法、等離子噴涂法及化學氣相沉積法則主要是用于特種耐火材料陶瓷材料功能特性成型和制備方面。
1、模壓法
將混練后通過特殊造粒工藝獲得的粒度合適、流動性好的粉體團聚體加入到金屬模具中,在壓力作用下進行成型。加壓的方式有單向加壓法和雙向加壓法。
模壓成型的主要特點是工藝簡便、周期短、工效高,宜于批量生產和實現機械化。坯體的密度高、尺寸精確。但由于加壓方式所限,這種成型方法僅適合于圓柱、薄片狀等簡單形狀制品的成型,不適合于復雜形狀制品的成型。
2、注漿法
在原料粉體中加入適量的水或有機液體及電解質,通過混練制成具有良好的穩定性、流動性、脫模性且氣泡含量少的料漿,然后將料漿注入石膏模中成型的方法,因此也被稱為石膏模注漿法。
因混練漿料制備過程中需加入大量的水或有機溶劑,因此注漿法得到的坯體往往密度較低。燒成過程中,制品不容易達到較高的致密度,因而機械強度也較差。這種方法只適于生產一些形狀復雜、不規則,對外觀尺寸要求不嚴格、薄壁及大型厚胎的制品。
3、熱壓注法
熱壓注法成型法也被稱為注射成型法。其原理與注漿成型法類似,但料漿的制備過程與注漿法有很大的區別。熱壓注法是將經過粉碎、熱處理等原料準備工序處理好且充分干燥的原料粉體與熔化的石蠟混合均勻,然后再注入金屬模具腔體中進行冷卻、脫模得到坯體;然后經排蠟和燒成制成所需形狀制品的方法。
4、擠壓法
擠壓法指可塑性坯料在擠泥機中,在壓力作用下從擠出口中的具有一定形狀的模具中擠出成型的方法。特種耐火材料原料多為瘠性物料,不具有可塑性,因此在擠壓成型之前必須進行塑化。塑化是利用塑化劑使原本沒有可塑性的物料轉變為可塑性物料的過程。該法可實現連續化生產,生產效率高,特別適用于生產管狀、棒狀產品。
塑化劑由黏結劑和相應的溶劑組成。對于特殊要求的產品,可以采用坯料主要成分來做粘結劑。
例如:氧化釔穩定氧化鋯制品生產中,可以先將以氧氯鋯和醋酸鹽為原料制備醋酸氧鋯;將醋酸氧鋯白色粉末和硝酸釔溶于甲醇中制成溶膠,并使得最后產物中Zr與Y比與原料中相同。將該溶膠在80℃進行適當的脫水后,就制成所需黏結劑。
5、軋膜法
軋膜法是先將粉料可塑化,然后通過粗軋和精軋,將坯料軋成一定厚度的膜片后,再通過沖片成型的方法。先粗壓,再精壓即可對膜片進行切割和沖片制成所需形狀的坯體。
該法工藝簡單,生產效率高,膜片厚度均勻,但干燥和燒成過程中收縮較大。適用于批量生產厚度在1mm以下的薄片狀特種耐火材料制品。
6、流延法
將陶瓷原料粉體與一定比例的黏結劑、抗凝劑、除泡劑和溶劑混合形成料漿;以傾倒或澆注等方式將料漿鋪展在平面基體上;隨著溶劑的逐漸揮發,鋪展開來的料漿慢慢固化,最終形成一定厚度的膜片,靜置或烘干一段時間后,對膜片進行必要的切割、沖片或打孔后,即得到需要制備的制品的坯體。
流延法的每個步驟都有嚴格要求:使用原料需要經過細磨,漿料均勻性要高,料漿不允許有氣泡,氣泡可以通過過濾或消泡劑等方法消除。
7、等靜壓法
等靜壓成型亦稱為靜水壓成型,它是將需要成型的粉料(有時需要與一定的黏結劑預先混合均勻)放入由塑料或橡膠制成的彈性模具中,再將模具放入裝滿剛性液體介質的高壓容器中,然后對液體介質施加壓力。
剛性液體介質具有的不可壓縮性和均勻傳遞壓力的特性,壓力通過包裹在彈性模具周圍液體介質均勻地傳遞至彈性模型,對填充于其中的坯料進行加壓,最終獲得一定形狀的制品。坯體四周均勻受力,因此這種成型方法特別適合于制備其他成型方法無法制備的形狀復雜的制品,所得制品收縮小,缺點是采用彈性模具尺寸精確度差。
在最初的等靜壓成型的基礎上,又衍生出熱等靜壓,干等靜壓等成型方法,其基本原理相似。
等靜壓原料粉舉例-氧化鋁造粒粉
8、熱壓法
熱壓法在模壓法的基礎上發展而來。原料粉體置于由石墨或氧化鋁特種耐火材料制成的模具中,在通過電阻或感應加熱方式,直接或間接對模具及其中的粉體原料加熱的方式,進行加熱的同時,施加壓力,使坯料在成型的同時被燒結成瓷。
9、熔鑄法
熔鑄法是將原料在電弧爐中熔融后,把熔體直接澆注入鑄模中,經冷卻、退火及切割等工序制成所需形狀制品的一種成型方法。
采用熔鑄法生產特種耐火材料制品時,原料既可以采用粒徑較細的粉體原料,也可以采用粒徑稍粗的顆粒原料。用顆粒原料投料,可有效減少粉塵污染。此外,熔鑄法在適當的退火條件下,可以制得性質優良的坯體,具有晶粒大、致密度高耐腐蝕的特點。
10、等離子噴涂
通過高頻壓縮電弧放電使流經電弧的氣體分子部分電離,產生高溫等離子體射流;然后用高溫等離子體射流噴入其中的原料粉體熔融、噴吹到工件表面進行冷卻、凝固、獲得陶瓷涂層的方法。噴涂后無需額外的燒成工序,因此這種方法既是一種成型方法,同時也是一種特殊的陶瓷材料燒成方法。
由于等離子射流的溫度可以達到上萬度,足以將任何特種耐火材料粉體顆粒熔化,因此在理論上可以利用這種方法生產任何特種耐火材料材料的涂層。但利用該方法進行成型所需設備及運行成本昂貴。
11、化學氣相沉積法
化學氣相沉積法是一種典型的在材料基體表面制備薄膜的方法,是將含有構成薄膜元素的反應氣體引入被加熱至特定溫度的反應室,通過在基體或襯底材料表面發生化學反應,并將反應生成的固體產物沉積在襯底表面生成薄膜的方法。
與等離子噴涂方法一樣,沉積產物是陶瓷薄膜,因此既可以被看成是一種成型方法,也可以被看成是一種特殊的燒成方法。同時該法僅在材料表面生成薄膜,不改變基材性質,因此可以看做是一種材料表面改性方法。
通過化學氣相反應沉積在襯底材料表面生成陶瓷薄膜的速度非常低,大約為0.25mm/h。然而與其他陶瓷制備技術相比,以這種方式形成的陶瓷薄膜往往具有更高致密度,因此其硬度和耐磨性也較高。另外陶瓷晶粒在襯底表面形成時,如果反應條件控制得當,可以使多數晶粒按某一垂直于襯底表面的晶軸優先生長,從而形成具有各向異性的結構陶瓷薄膜。
干燥與排塑
除熱等靜壓、熱壓、熔鑄、等離子噴涂和化學氣相沉積這幾種成型方法以外,其他成型方法均不能直接獲得陶瓷制品,而僅能得到一個具有一定形狀和致密度的坯體,通常稱之為生坯。
其中,熱壓注法采用石蠟作塑化劑,因此生坯中不含有水分。剩余的其他幾種成型方法,通常均采用水基黏結劑、塑化劑等有機添加劑。對這樣的生坯通常不直接進行燒成,而需要先進行干燥與排塑。
1、干燥
干燥指借助熱能使生坯中的水分汽化進入生坯周圍流動的介質中被帶走而使生坯含水量下降的過程。
生坯中水存在的方式分為三種,分別是:化學結合水、吸附水和機械結合水。化學結合水原料中的結晶水或結構水。吸附水是由于原料表面的不飽和鍵吸附了水分而產生。機械結合水為坯料原料間的縫隙水分,這種形式存在的水分與原料粉體的結合強度最低,是干燥過程的主要除去對象。除去水分后,坯體會形成一定量的氣孔。
根據熱量供給方式的不同,可將干燥的方式分成熱空氣干燥、電熱干燥、輻射干燥和微波干燥等。
2、排塑
干燥后,成型時所加的黏結劑、塑化劑、消泡劑等有機添加劑仍然存在于生坯中。排塑就是將生坯加熱到制品燒成溫度之下的某個溫度、保溫,使生坯中的有機添加劑熔化、分解并揮發出坯體的處理過程。
在一些特種耐火材料制品生產過程中,為提高生產效率、降低成本,可將干燥和排塑合并進行。
燒 結
采用模壓法、注漿法、擠壓法、軋膜法、流延法及熱壓注法制備的生坯,經過干燥和排塑工序后,粉料顆粒間形成了一定的鍵合,晶粒也有了一些成長,因此也具備了一定的強度,但它的強度等性能指標還遠遠達不到我們對一件特種耐火材料制品的要求。需通過后序燒結來提高制品強度。
燒結是一個通過加熱使素坯經過一系列物理化學變化成為致密制品的工藝過程;其次,燒結還可以指被加熱至高溫的素坯體中發生的晶粒長大和致密化這兩個基本現象。
燒結后處理及品質控制
制品經過如上工序加工后,可制取一定形狀及致密度的陶瓷制品。部分制品經檢查合格后可以投入使用環節。另外一部分燒結后尺寸、表面光潔度及缺陷類型達不到用戶要求的,需要進行后續的加工,其工藝包含:冷加工、上釉或導電化處理(金屬化處理)及缺陷檢驗等。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:龐雪潔
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461