
冷噴涂純鋁涂層耐腐蝕性能研究
2017-01-22 16:42:20
作者:本網整理 來源:網絡
分享至:


鋼鐵、 鋁合金及鎂合金等金屬材料在海洋氣候中面臨著嚴重的腐蝕問題,其疲勞性能顯著下降,大大降低相關構件的使用壽命, 甚至造成災難性事故, 因此海洋環境下的材料腐蝕與耐久性值得高度重視。純鋁材料作為抗腐蝕涂層,不僅具有隔離腐蝕介質的作用, 而且在電化學腐蝕過程中還是鋼鐵基體的陽極性材料, 因此廣泛應用于鋼鐵構件的腐蝕防護。國內外大多采用火焰噴涂、電弧噴涂、爆炸噴涂等熱噴涂技術制備純鋁涂層,并在海洋防腐工程中廣泛應用。 但熱噴涂由于熱輸入量較大,噴涂材料容易發生氧化、燒損及相變等現象,嚴重影響涂層的結合強度、致密性及耐腐蝕等性能,同時對基體也有不良的熱影響。冷噴涂技術是近年來發展起來的一種新型噴涂技術, 與熱噴涂相比, 冷噴涂通過超音速氣體動力將細小粉末加速至臨界速度沖擊基體, 粉末顆粒發生劇烈塑性變形后與基體結合形成涂層。冷噴涂技術具有加熱溫度低、 涂層致密、 結合強度高等優點, 極其適合于鋁、鋅等防腐涂層的制備。
本文針對特種裝備零部件在海洋環境下的腐蝕問題,采用冷噴涂技術制備純鋁涂層,探討純鋁涂層的耐腐蝕性能及其影響因素, 為冷噴涂技術在海洋防腐方面的應用提供理論依據。
1 實驗
1.1 材料
基體材料為 30CrMnSiA,化學成分見表 1,試樣尺寸為 30 mm×20 mm×5 mm。冷噴涂材料選用由北京礦冶研究總院提供的純鋁粉。 鋁粉顆粒以球形為主,純度為 99.99%以上,粒度為 30~50 μm,粉末形貌如圖 1 所示。
1.2 方法
1.2.1 試樣制備
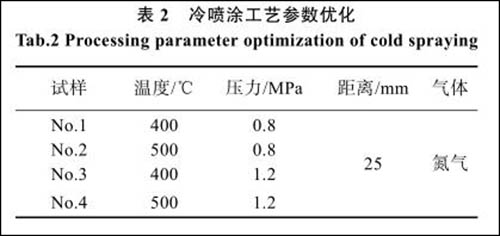
噴涂前, 基體使用 200~500 μm 的氧化鋁砂粒進行噴砂處理。實驗采用低壓冷噴涂系統進行涂層制備,為了得到致密性高的涂層,首先進行了制備工藝參數的優化,涂層制備工藝設計方案如表 2。
1.2.2 微觀形貌觀察
采用 OLYMPUS-BX60M 型光學金相顯微鏡觀察 涂 層 的 金 相 組 織 并 測 量 涂 層 厚 度 。 采 用Quanta200 型環境掃描電鏡對涂層表面形貌進行觀察。采用 DX-2500 型 X 射線衍射儀對涂層的物相進行分析。利用 Scandium 軟件對涂層孔隙率進行分析。
1.2.3 電化學測試
采用 Autolab 電化學工作站測試涂層試樣的動電位極化曲線,介質為 5%NaCl 溶液,掃描范圍為-0.5~0.5 V(vs.OCP),掃描速率為 20 mV/min,試樣工作面積為 1 cm 2 ,測試溫度為室溫。
1.2.4 耐腐蝕性能測試
在JY-60型鹽霧試驗機內按GB/T 10125— 2012方法進行中性鹽霧實驗,試驗溶液為 5%的 NaCl 溶液,試驗溫度為 35 ℃,鹽霧 pH 值為 6.5~7.2。
2 結果與討論
2.1 涂層微觀形貌及物相
圖 2 是不同工藝參數制備的冷噴涂涂層橫截面形貌。是不同工藝參數制備的冷噴涂涂層橫截面形貌。在冷噴涂過程中,粉末粒子經高速撞擊后發生了劇烈的塑性變形而沉積,先沉積的粒子受到后續粒子的撞擊作用形成微鍛結合,使涂層與基體之間及涂層與涂層之間的結合更加牢固,在這種沉積機理下,冷噴涂能夠得到極為致密的涂層。 由圖 2 可以看出, 涂層與基體的結合處十分致密,No.1—No.4 涂層的孔隙率分別為 13.7%、8%、1.6%及 0.5%,可見,隨著噴涂溫度和壓力的不斷提高,涂層的致密度不斷增加。通過測量,涂層厚度均在 300 μm 左右。致密完整的涂層能夠有效隔絕腐蝕介質從外部環境向基體擴散,可提高材料的耐腐蝕性能。
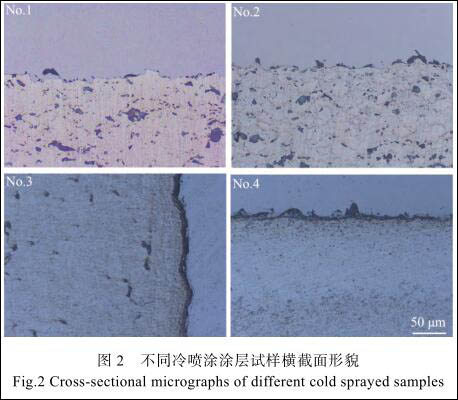
圖 3 是不同冷噴涂涂層試樣的微觀表面形貌。從圖 3 可以看出, 所有涂層的相鄰純鋁粒子緊密結合,粒子變形充分,粉末粒子未發生熔化,互相之間以機械結合為主, 且沒有裂紋、 分層等現象存在,但涂層的致密性存在較大差異。 No.1、 No.2 和 No.3試樣微觀下可以看到較多孔隙, 這些孔隙的存在能夠成為腐蝕介質的快速通道, 腐蝕介質穿過孔隙到達涂層內部或涂層與基體界面,加速涂層的失效,降低其耐腐蝕性能。No.4 涂層幾乎看不到微小孔洞的存在,具有良好的完整性,能夠有效隔絕腐蝕介質腐蝕基體。
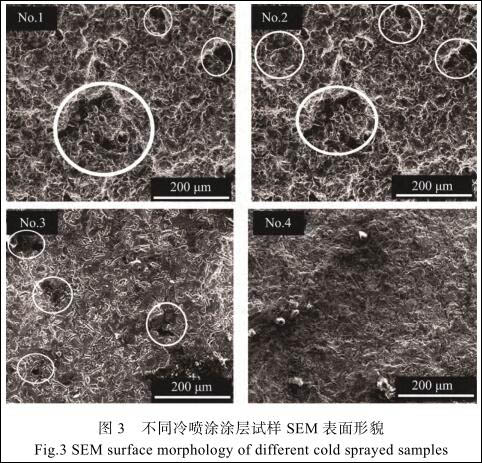
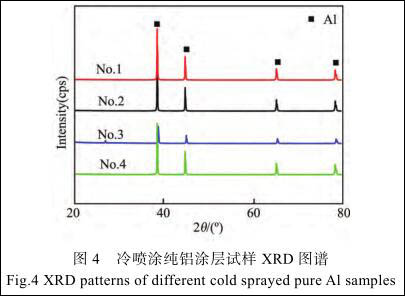
圖4是No.1—No.4鋁涂層的XRD衍射分析曲線。結果表明,鋁涂層中的物相主要為 Al,涂層中均未檢測到氧化物,說明在冷噴涂過程中鋁粒子未發生氧化。在鋁粒子沉積過程中,即使表面發生一定的氧化,后續粒子的高速沖擊作用也會將已沉積涂層表面的非致密氧化膜破壞,確保涂層表面能夠形成較為致密完整的氧化膜層,進而提高膜層的耐腐蝕性能。因此,本研究采用 No.4 工藝方案進行純鋁涂層的制備,并對其耐腐蝕性能進行測試。
2.2 純鋁涂層電化學腐蝕性能
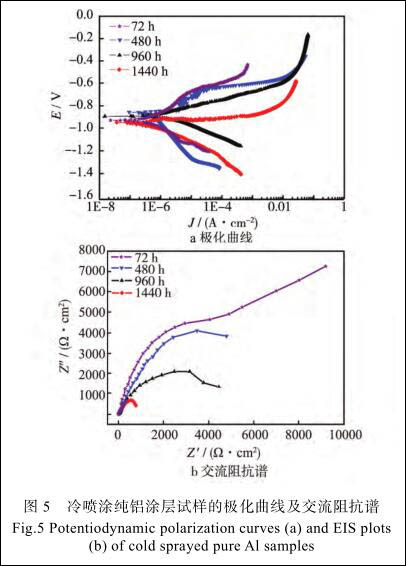
冷噴涂純鋁涂層在不同中性鹽霧試驗時間后的動電位極化曲線如圖 5a, 可以看出, 不同腐蝕時間后,純鋁涂層的自腐蝕電位在-0.9 V 左右波動。隨著鹽霧試驗的不斷進行,極化電流密度逐漸降低,說明純鋁涂層的腐蝕速率是不斷降低的。1440 h 后,純鋁涂層的腐蝕速率為 4.935×10 -7 A/cm 2 。圖 5b 是純鋁涂層在不同中性鹽霧試驗時間后的交流阻抗譜曲線,可以看出,72 h 后純鋁涂層表現出高頻圓弧加低頻斜線的阻抗特征, 此階段不斷生成鈍化膜。 隨著腐蝕的進行,阻抗特性以容抗弧為主,此時腐蝕介質中的 Cl - 不斷穿透鈍化膜到達內部涂層,內部腐蝕產物逐漸堵塞孔隙,形成自封閉作用,阻抗趨于穩定。阻抗降低并趨于穩定后,由于涂層表面被腐蝕產物覆蓋,受到表面鈍化膜的保護及鋁涂層的陰極保護作用,故涂層整體的耐腐蝕性能并無明顯降低。
2.3 涂層耐中性鹽霧腐蝕性能
圖 6 是冷噴涂涂層試樣在不同時間中性鹽霧試驗后的宏觀表面形貌。中性鹽霧試驗前,冷噴涂涂層試樣的表面均勻完整,無裂紋(見圖 6a)。鹽霧試驗 72 h 后,涂層表面形成鈍化膜層,無明顯腐蝕產物存在。480 h 后,涂層的耐腐蝕性能仍較為優異,表面未發生明顯腐蝕。960 h 后,涂層表面略顯疏松,表面出現均勻細小的腐蝕凹坑。1440 h 后,涂層仍保持較為完整,未發生明顯腐蝕。

圖 6 不同時間中性鹽霧試驗后純鋁涂層試樣的宏觀表面形貌
Fig.6 Macro-morphology of pure Al coated samples after 0 h, 72 h, 480 h, 960 h and 1440 h neutral salt spray test
圖 7 是冷噴涂純鋁涂層試樣在不同時間中性鹽霧試驗后的微觀表面形貌。從 72 h 后的涂層微觀表面形貌可以看出, 涂層的微觀形貌與原始狀態相比,未發生明顯變化,表面仍較致密,無腐蝕現象出現。480 h 后,涂層表面出現了一定數量的黑色凹坑, 這主要是由局部區域腐蝕造成的。 960 h后,黑色凹坑的數量進一步增多,相鄰粒子的結合強度下降, 這也是導致涂層宏觀表面疏松的主要原因。1440 h 后,涂層表面凹坑數量沒有繼續增加,腐蝕過程趨于穩定。 綜合宏觀、 微觀表面形貌分析,致密的純鋁涂層可以有效隔絕腐蝕介質, 同時在表面鈍化膜防護及腐蝕產物的封閉作用下, 涂層具有優異的耐腐蝕性能,雖然發生一定的腐蝕,但腐蝕速率較小, 表面質量良好, 可以作為長效防腐涂層。
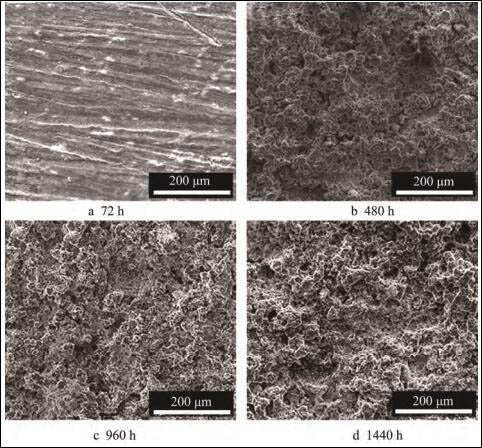
圖 7 不同時間中性鹽霧試驗后純鋁涂層試樣微觀表面形貌
Fig.7 Micro-morphology of pure Al coated samples after 72 h, 480 h, 960 h and 1440 h neutral salt spray test
3 結語
1) 在噴涂溫度為 500 ℃、 噴涂壓力為 1.2 MPa、噴涂距離為 25 mm 及工作氣體為氮氣的工藝條件下,純鋁涂層孔隙率為 0.5%,涂層十分致密。
2)冷噴涂純鋁涂層中的鋁粒子不發生氧化,保證了較好的電化學腐蝕防護能力,腐蝕速率緩慢,1440 h 后的腐蝕速率為 4.935×10 -7 A/cm 2 ,具有較好的耐腐蝕性能。
3)冷噴涂純鋁涂層具有優異的耐中性鹽霧腐蝕性能,中性鹽霧試驗 1440 h 后無腐蝕,可以為鋼鐵材料提供長效防護。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:邢云輝
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461