
基于電子束的材料表面熔覆技術研究進展
2017-05-25 09:48:10
作者:張國培等 來源:知網
分享至:


電子束表面熔覆技術已經成為當前的研究熱點,其能量密度高、加工速度快、功率參數可控性好和綠色環保等優點廣泛應用于各個領域。 電子束表面處理是以加速電子為載體的入射能量, 在極短的時間內作用于材料表面薄層內,由此引發快速熔化、凝固、汽化、應力波、沖擊波和增強擴散等物理化學現象, 使材料能獲得普通熱處理方法難以達到的物理、化學及力學性能 ,最終得到基體表面具有特定合金成分及特定性能的改性層。 本文對電子束熔覆技術的原理、研究現狀和存在的問題進行了綜述。
1 電子束熔覆改性技術的原理
1.1 電子束材料表面加熱機理
當高速的電子束流掃射被處理的基體表面時,電子能穿過基體的表面到達距離表面的一定深度,將能量傳遞給基體的金屬原子, 致使金屬原子的震動加劇,該過程是把電子的動能轉化為熱能,從而使被處理基體的表層溫度迅速升高。 電子束焊接時熱量在被掃射材料表面下的某一薄層下析出, 該薄層被稱為電子穿透層,如圖 1 所示,電子穿透層的厚度跟電子加速電壓的平方成正比,跟基體材料的密度成反比,一般都在 1mm 以內。 當電子撞擊到基體表面時首先穿越電子穿透層, 此時電子的動能幾乎不變, 僅極少部分能量被彈性散射電子帶走或損耗于二次電子發射,因此電子不能對穿透薄層進行加熱。當電子進入基體內部后, 穿透至電子行程的那一厚度上,由于在次表層擴散受阻,從而引起能量傳輸,將動能轉化為熱能使基體表面發生熔化 。

1.2 電子束熔覆改性原理
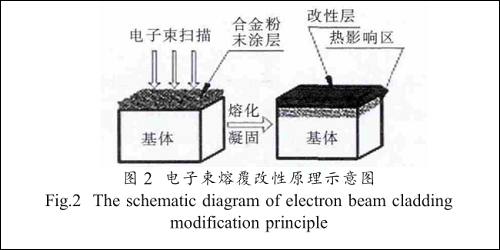
電子束熔覆技術作為涂層預置后的改性處理方法,電子束熔覆前,需將涂層預置在基體上,根據要求:厚度一般為幾微米到幾毫米。然后利用高能量密度電子束熱源經聚焦后對預置涂層材料表面進行處理, 瞬間可把涂層由室溫加熱至奧氏體化溫度或熔化溫度,使涂層全部熔化,基體表層部分熔化,增加涂層與基體之間的粘結強度,改善涂層性能 。 電子束熔覆時只有嚴格控制能量密度, 才能精確保證涂層及基體熔化深度。 能量密度過大會導致基體熔化深度加大,涂層成分嚴重稀釋,表面粗糙度增加。 能量密度過小會導致涂層未充分重熔, 進而造成涂層與基體之間的粘結強度降低。 圖 2 為電子束熔覆改性原理示意圖。
1.3 電子束熔覆改性特點
電子束熔覆技術是近期發展起來的新技術,其在表面熔覆改性方面主要有以下幾個特點: 電子束能量密度高,利用率高,僅需毫秒間就可將金屬材料表面由室溫加熱至奧氏體化溫度或熔化溫度, 且冷卻速度可達 10 6 ~10 8 ℃/s ;與激光相比使用成本低。電子束處理設備一次性投資比激光少 ( 約為激光的1/3) ,其運行成本比激光低一半左右 ;電子束能量和能量密度的調節很易通過調節加速電壓、 電子束流和電子束的匯聚狀態來完成 , 整個過程易于實現自動化;電子束加熱深度和尺寸范圍比激光大。 電子束加熱時熔化層至少幾個微米厚, 能量沉積范圍較寬,而且約有一半電子作用區幾乎同時熔化;電子束加工是在真空條件下進行的,既不產生粉塵,也不排放有害氣體和廢液,對環境幾乎不造成污染,加工表面不產生氧化, 特別適合于加工易氧化的金屬及合金材料,以及純度要求極高的半導體材料。
2 電子束表面熔覆改性技術研究現狀
電子束雖然在工業中的應用有幾十年的歷史,但是在表面熔覆改性方面的應用則始于 20 世紀 70年代初期。 由于該技術在不斷的改進和完善, 已經成為材料表面改性方面一個強有力的工具。國內外的相關機構對電子束熔覆進行了廣泛而深入的研究。
2.1 國外研究現狀
電子束表面熔覆技術在國外研究地區主要集中在北美、歐洲及亞洲。 主要內容包括以下幾個方面。
2.1.1 電子束熔覆工藝及強化機理研究
Weisenburger 采用高速火焰熱噴涂方法用鎳基合金制備 CoNiCrAlY 涂層,再進行電子束重熔研究。結果表明:距離表層 30~40μm 范圍內氣孔被徹底消除, HVOF 涂層表面粗糙度由 62μm 下降至 3.7μm ,而 VPS 涂層表面粗糙度也從 47μm 下降至 8μm ,高溫氧化試驗涂層氧化膜增長尺度減小。 重熔的CoNiCrAlY 涂層作為電子束物相沉積熱障涂層與基體間的粘結層,近表層氣孔的消除、快速熔凝的表層細小晶粒和表面粗糙度的降低對 EB-PVD 熱障涂層的形成十分有利。 粘結層中氧化物 (TGO) 的生長導致熱障涂層 (TBC) 中應力的引入,并最終導致TBC 涂層撕裂。 電子束處理有助于 HVOF 涂層中TGO 的生成方式由脫離式轉變為連續式。
2.1.2 電子束表面熔覆層相組成控制的研究
Eunsub 采用 Ti-6Al-4V 鈦合金作為基體,在其表面電子束熔覆 Ti+B 4 C , 研究改性層硬質相分布。結果表明表面熔覆后的改性層中均勻分布大量的硬質相 TiC 和 TiB ,且改性層耐熱性能得到提高。 AGTyurin 等在建筑類鋼材 45 鋼和 20 鋼表面預涂混合粉末涂層 VK6 和 T15K6 ,之后用電子束掃描熔覆處理。 結果顯示:在 0.8mm 深的熱影響區形成了魏氏組織。 改性 層呈現出樹 枝狀 結 構 ,硬 度 達 到1700 HV , 在包含一些碳化物粒子的區域硬度達2500~2700HV ,改性層的耐磨性也得到提高。 IgbalM 等將合金粉末碳化硼涂覆在低碳鋼 (MS) 基體上,利用電子束對其進行表面熔覆處理。 研究表明:經過 10keV , 50~100mA 的電子束掃描后, 合金粉末熔入基體中;經過 XRD 分析,基體熱影響區中含有碳化硼成分; SEM 分析顯示基體纖維組織中鐵素體轉變為枝晶,珠光體重結晶后得到細化,基體的硬度是處理前的 6 倍。
2.1.3 電子束表面熔覆制備合金層耐磨性的研究
烏克蘭的 Pogrebnjak 等人主要研究了強流脈沖電子束對材料結構的影響, 提高了表面熔覆層對于各種材料表面的性能。 他們采用電子束蒸鍍金屬薄膜與 HCPEB 后處理結合的方法, 在純鐵表面實現了鉬、鉭、鋁、鉻等元素的合金化,最終提高了純鐵的耐腐蝕性和耐磨性。 Zenker 等研究了在較軟基體上,利用電子束熔覆高硬度合金粉末,結果表明,經電子束掃描后,基體與涂層之間熔為一體,其涂層的表面硬度、強度和耐磨性都有所提高。
2.2 國內研究現狀
國內電子束表面熔覆技術起步落后于國外工業發達國家,這方面的研究尚處于起步階段。目前國內研究內容主要涵蓋以下幾個方面。
2.2.1 電子束表面熔覆對材料表面力學性能提高的研究
葉宏等人在 AZ91D 鎂合金基體上采用真空電子束熔覆制備了鋁涂層。 AZ91D 鎂合金基體的硬度 為 60 ~80 HV0.05 , 噴 鋁 層 的 硬 度 為 40 ~45HV0.05 。 經電子束熔覆處理后,涂層與基體結合良好,主要由熔覆區、合金化區和熱影響區 3 部分組成。 在涂層表面,由于 Mg 溶入 Al 中產生固溶強化,使鋁層的硬度提高到 115HV0.05 左右。 中間 Al-Mg合金化層因存在大量 Mg 17 Al 12 、 Mg 2 Al 3 等金屬間化合物 , 硬度最高 , 達到 220HV0.05 。 在熱影響區 , 由于基體金屬快速熔凝產生晶粒細化, 從而導致硬度增加,約為 130HV0.05 。 鎂合金材料表面硬度的顯著提高,有利于材料表面耐磨性能的提高。 陸斌鋒等用(Cr , Fe)7 C 3 和 52Cr 3 C 2 -48Fe( 質量分數為 52%Cr ,8%C- 和 40%Fe) 混合粉作為原料粉預置于 903 鋼表面上,經電子束熔覆后,合金層的顯微硬度在 1020~1080HV0.5 ,約為基體顯微硬度 (350HV0.5) 的 2.3~3.1 倍。 合金層的相對耐磨性也比基體提高了 10.5倍。 這說明在低合金鋼表面電子束熔覆合金層能顯著提高基體的耐磨損性。 王英對 ZL109 鋁硅合金采 用 直 徑 為 0.8 mm 0Cr25Ni20 和 直 徑 為1.0mm 的 1Cr18Ni9Ti 作為涂層, 然后進行表面熔覆處理,發現其表面硬度達 55~60HRB ,是基體硬度的 4~6 倍,與高鎳鑄鐵基本相當,但其耐磨性能高于高鎳鑄鐵。 劉科等人采用 45 鋼作為基體,以鈷基碳化鎢粉末 (WC-12Co) 作為涂層,經過電子束熔覆后,改性層的平均硬度為 1280HV ,最高硬度可達 1450HV ,且改性層的深度更大,其耐磨性也提高了 10~12 倍。 石其年在 45 鋼表面用 WC/Co+TiC涂層粉末進行電子束熔覆后, WC/Co 合金化層的耐磨性比常規淬火提高了 52 倍, Ni 、 Cr 粉末合金層的耐磨性約為常規處理的 2~7 倍。
2.2.2 電子束表面熔覆制備合金層耐腐蝕性的研究
張可敏等人將 Ti 粉末預涂在 316L 不銹鋼表面后,采用 10 次強流脈沖電子束進行后處理,在電子束對表面涂層快速加熱熔化、 混合及增強擴散效應的作用下,部分鈦熔入基體表層形成一層富鈦層,其在模擬體液中的耐腐蝕性得到了顯著提高。 同樣馬廷濤利用 9310 滲碳軸承鋼作為基體, Ti 粉作為涂層,經電子束 10 次強流脈沖熔覆后,耐腐蝕性有了一定的提高。 曹輝在純鎂上利用強流脈沖電子束表面滲透 Al ,發現其耐腐蝕性顯著提高,維鈍電流降低 2 個數量級以上,并且隨著轟擊次數的增加,腐蝕性能得到改善。
3 存在的問題和發展前景
通過研究, 電子束熔覆技術可使基體表面局部熔化區以極快的速度冷卻, 形成急速凝固的表面微觀組織結構,晶粒細化甚至形成微晶、非晶態固體。表面非晶層的形成可使材料表面變得光滑致密,表面力學性能得到很大改善, 同時也可提高表面耐腐蝕性、抗氧化性和隔熱性能。但電子束熔覆技術還存在一些欠缺, 今后可從以下幾方面進一步開展電子束熔覆技術的研究工作。
(1) 電子束與表層金屬熱力耦合機理。 與激光熔覆技術的研究相比還有一定差距, 電子束與材料之間的耦合作用機制還需進一步深入研究。 數值模擬技術可以優化電子束熔覆工藝, 將熔覆過程的溫度場、殘余應力場及流場進行數值模擬,即可把握和控制電子束熔覆工藝的過程。
(2) 電子束熔覆技術的缺陷。 電子束熔覆技術與等離子束噴涂在成本和工藝上有相對的優勢,但是該工藝對微小及薄壁零件進行熔覆時, 由于電子束的溫度場瞬間溫度較高, 易造成薄壁零件的熔化或變形,這也是今后要解決的問題。
(3) 電子束 3D 打印技術。 電子束熔覆技術大部分僅限于二維平面使用,在未來的發展中,電子束熔覆技術可以用于三維產品, 也就是電子束 3D 快速成型技術。 通過計算機程序控制電子束按零件截面輪廓信息有選擇性地熔化金屬粉末, 一層一層的堆積,直至整個零件全部熔化完成,最后去除多余的粉末,得到所需的三維產品。與激光及等離子束快速成形技術相比, 電子束快速成形技術具有能量利用率高、加工速度快、功率大、運行成本低和高真空保護等優點, 是高性能復雜粉末冶金件的理想快速制造技術,在航空航天、汽車制造及生物醫學等領域有著廣闊的發展前景。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
投稿聯系:編輯部
電話:010-62313558-806
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461