
500臺發動機中有4臺出現高強度螺栓斷裂事故,氫脆很可怕
2018-06-07 14:56:53
作者:吝立永,王大偉 來源:熱處理生態圈
分享至:


國內某款1.5T汽油發動機多次發生增壓進油管與增壓器聯接螺栓斷裂事故。發動機所用螺栓規格為M10×1.0,技術要求:材質40Cr,調質處理后硬度32HRC,表面鍍彩鋅,如圖1所示。試驗過程中內部油溫在120~150℃內波動,當發動機轉速達到3500r/min時,螺栓通過增加器熱傳導承受溫度可達到275℃,螺栓擰緊力矩為42N·m。本批共裝配500臺發動機,陸續出現了4起斷裂事故,其中3起出現在發動機試機過程中,1起出現在整車銷售后行駛僅200km時。

1.斷口分析
取失效的螺栓進行分析,宏觀看其斷裂位置均發生在螺栓法蘭根部,斷口平齊,斷口周邊無機械損傷和塑性變形,如圖2所示。使用掃描電鏡對斷口進行檢查,內部觀察到較多的缺陷點、沿晶斷裂及“雞爪紋”的特征,如圖3、圖4所示。該螺栓為鍍鋅產品,制造過程中無去氫工藝流程,結合斷口特征斷定為氫脆斷裂。

圖2 斷口宏觀形貌
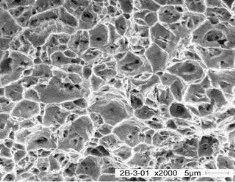
圖3 2000×電鏡成像形貌
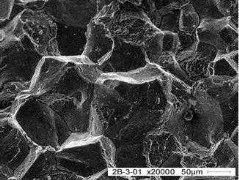
圖4 20000×倍電鏡成像形貌
2.失效螺栓的檢查
(1)材料化學成分檢測
使用光譜儀檢測失效螺栓的化學成分,結果如表1所示,化學成分合格。
表1 化學成分檢測結果(質量分數) (%)
|
元素 |
C |
Si |
Cr |
Mn |
S |
P |
|
要求值 |
0.37~0.44 |
0.17~0.37 |
0.8~1.1 |
0.5~0.8 |
≤0.03 |
≤0.03 |
|
檢測值 |
0.43 |
0.28 |
0.96 |
0.55 |
0.006 |
0.003 |
(2)硬度檢查使用洛氏硬度計檢測失效螺栓,并在同批次螺栓中隨意抽查5件進行檢測,結果如表2所示。
表2 硬度檢測結果
|
項目 |
斷裂螺栓 |
1# |
2# |
3# |
4# |
5# |
|
要求值 |
≥32HRC(1015MPa) |
|||||
|
檢測值HRC |
42 |
38.5 |
41 |
39.5 |
43 |
38.5 |
|
對應抗拉 強度/MPa |
1322 |
1199 |
1294 |
1232 |
1361 |
1199 |
通過檢測結果分析,螺栓的硬度比要求值偏高許多;經調查發現此聯接螺栓之前存在密封漏油問題,采用的解決方案之一是將螺栓擰緊力矩由25N·m提高到42N·m,更改過程中出現過螺栓自螺紋處斷裂事件,將螺栓的強度等級由8.8級提升到10.9級,規定硬度值≥32HRC,供應商實際處理的硬度38~43HRC,在提升硬度的同時未施加去氫工藝,最終導致了批量事故的發生。
3.原因分析
氫脆就是氫原子進入材料內部,聚焦在材料缺陷處并引起延遲失效的現象。
(1)氫的產生
螺栓表面鍍彩鋅,在電鍍過程中螺栓作為陰極,吸附溶液中的金屬正離子,同時也會吸附水電離后生產的H+離子,氫離子很小,可以穿透金屬原子間隙向金屬內部浸入。
(2)氫的浸入
螺栓是冷擠壓成形,在加工過程中內部產生大量位錯,晶界有變形開裂現象;在本例中螺栓回火溫度為480℃,調質后的硬度偏高,內部仍舊存在大量缺陷,為氫的快速浸入與吸附集聚創造了有利條件。
(3)氫脆條件
螺栓的工作溫度最高可以達到275℃,利于其內氫原子的擴散和聚集,形成氫氣后在高溫下體積膨脹,在材料內部形成了極高的內壓,促使在材料缺陷處形成裂紋并極快擴展,使螺栓瞬間斷裂。
4.采取措施
(1)增加去氫工藝
在電鍍后1h內進行去氫,工藝規范為200℃×2h,此時氫原子主要集聚在金屬表面,合成氫氣后在高溫下利于排出。本案例中發現螺栓存在氫脆時,產品電鍍已經放置超過30天,氫原子完全滲入了金屬內部,已經不能施行去氫工藝。庫存螺栓全部報廢,裝車螺栓全部需要更換。
(2)變更硬度的范圍與電鍍工藝
螺栓硬度原要求≥32HRC,現更改為32~38HRC,控制螺栓硬度上限,提高調質回火溫度,降低材料內部缺陷及內應力;改鍍彩鋅為鍍鋅鎳合金,以提高鍍層耐高溫性、耐蝕性,同時降低氫脆敏感性。
5.結語
高強度螺栓多應用在重要的聯接位置,因氫脆發生斷裂通常沒有征兆,后果會十分嚴重。當螺栓等級大于8.8級時,電鍍后均要求去氫處理,此批螺栓硬度要求的變更時設計人員在提高螺栓硬度后并未考慮到電鍍的影響,致使發生嚴重批量事故。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763