
渦流陣列焊縫及應(yīng)力腐蝕裂紋檢測技術(shù)介紹
2018-08-23 12:58:49
作者: ofbis 來源: 工業(yè)檢測大時代
分享至:


1.應(yīng)用背景
焊接缺陷是指焊接接頭部位在焊接過程中形成的缺陷。焊接缺陷包括氣孔、夾渣、未焊透、未熔合、裂紋、凹坑、咬邊、焊瘤等。其中凹坑、咬邊、焊瘤及表面裂紋屬表面缺陷,其他缺陷(包括內(nèi)部埋藏裂紋)均屬埋藏缺陷。
現(xiàn)階段表面裂紋的檢測還是以磁粉(MT)和滲透(PT)檢測為主,而這兩種技術(shù)的主要問題有兩個:
(1)MT和PT檢測會污染環(huán)境
(2)PT檢測需要去除表面漆層
(3)MT只對碳鋼材料檢測比較理想,其他非鐵磁性材料效果一般
(4)檢測效率較低尤其是對于在役檢測來說,不需要去除漆層的高效檢測方法成為表面缺陷檢測的主要訴求。而渦流檢測由于其快速高效及無需去除漆層的特點,使其檢測焊縫表面缺陷成為可能。
但由于常規(guī)的渦流技術(shù)檢測平面工件適用,但檢測焊縫類工件,由于焊縫表面是凹凸不平的,即使是柔性渦流探頭也無法完全貼合焊縫表面,而由于渦流的提離效應(yīng)影響,導(dǎo)致檢測效果不佳。
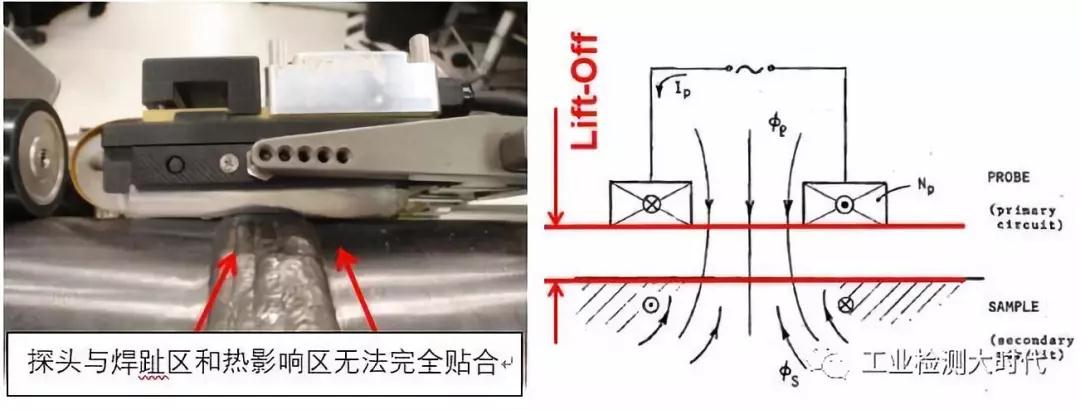
2.檢測原理
適用帶有提離補償功能的柔性渦流陣列探頭MagnaForm,可以有效地解決上述問題,使渦流檢測焊縫成為可能。
其內(nèi)部的柔性探頭如下:

它使用正交方形線圈結(jié)構(gòu),以實現(xiàn)提離信號的自動補償。

它包含兩種不同的模式:
(1)提離測量模式:可提供強烈而穩(wěn)定的提離信號,同時檢測信號強度較低。
(2)檢測模式:可提供較高的檢測信號,但提離信號較弱。

這樣在焊縫檢測中,可以利用實時測量的提離信號,并結(jié)合缺陷信號,得到最終帶提離補償?shù)臋z測結(jié)果。

經(jīng)過提離補償以后,可以提高焊縫和檢測區(qū)域的靈敏度,同時還能保證任何區(qū)域的缺陷(包括焊帽、焊趾和熱影響區(qū))的等量缺陷的幅值和相位保持一致。
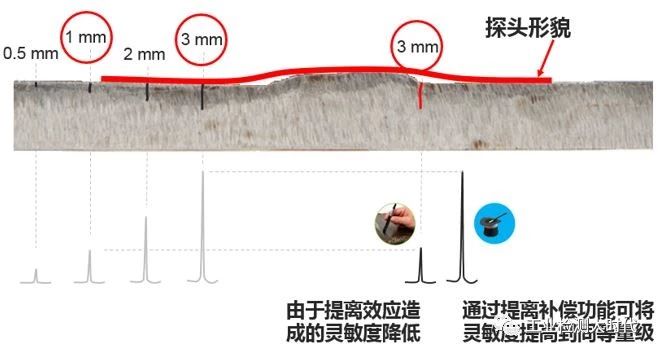
這樣就使得渦流對于表面裂紋缺陷的深度評估成為可能。
3.檢測結(jié)果
下面是0mm提離和5mm提離(即墊5mm紙板)的檢測結(jié)果比較:

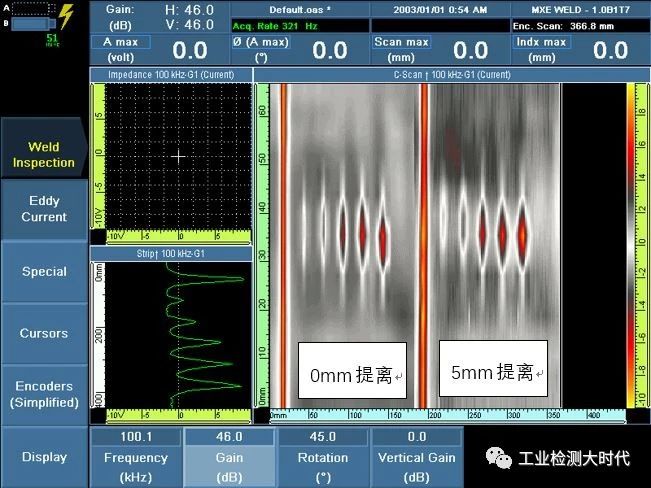
由上面的檢測結(jié)果可見,在設(shè)置不變的情況下,5mm提離的檢測結(jié)果與0mm提離的檢測結(jié)果基本一致,也表面了提離補償功能可以有效地排除提離高度對于缺陷檢測的影響,使距離探頭不同距離的同量級缺陷都有相同的檢測靈敏度,這也是渦流陣列檢測焊縫的基礎(chǔ)。
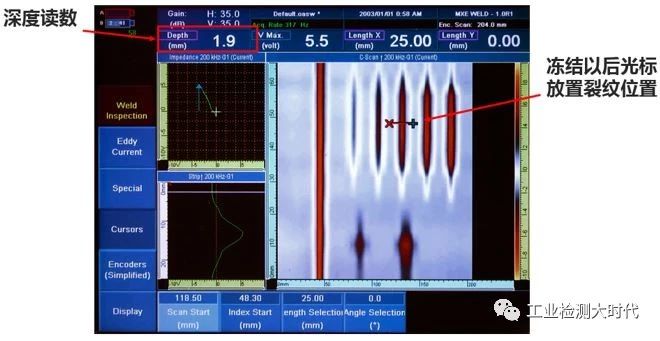
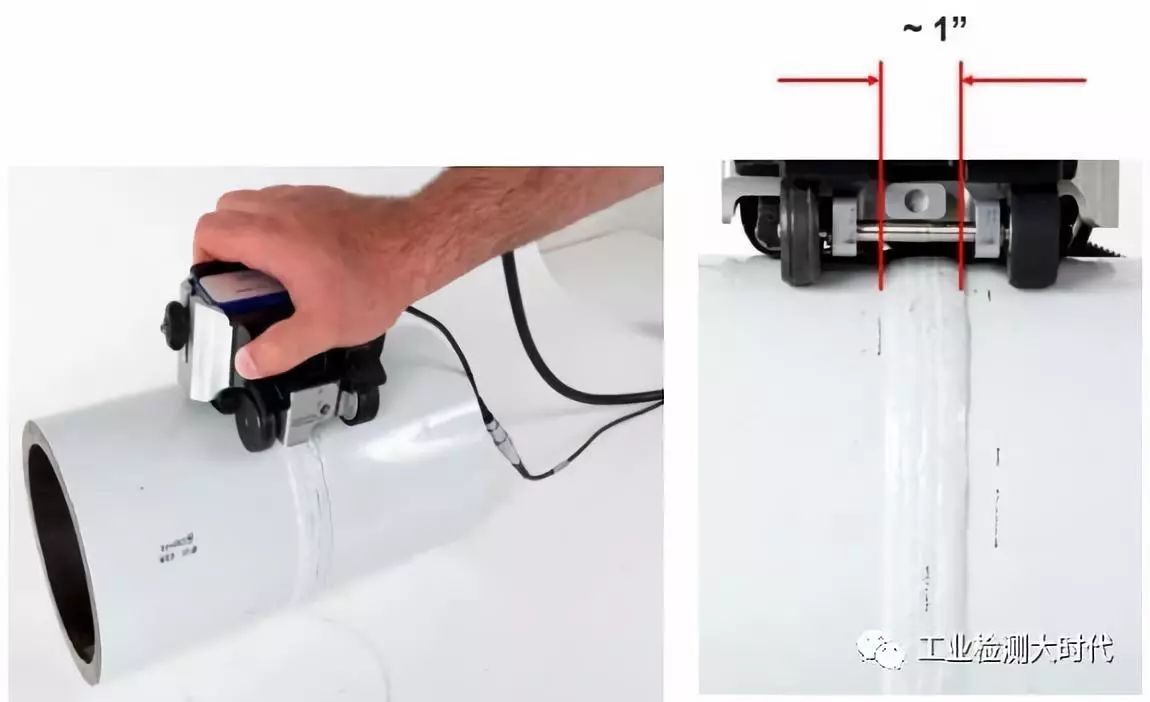
下面是實際帶漆層焊縫的檢測結(jié)果:
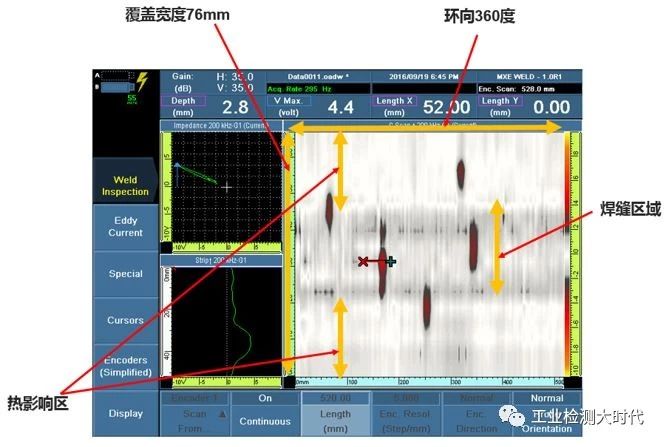
碳鋼管直徑165mm,壁厚12.7mm,涂層厚度0.2mm。表面4道焊道,焊縫寬度25mm,粗糙表面。
檢測結(jié)果如下:
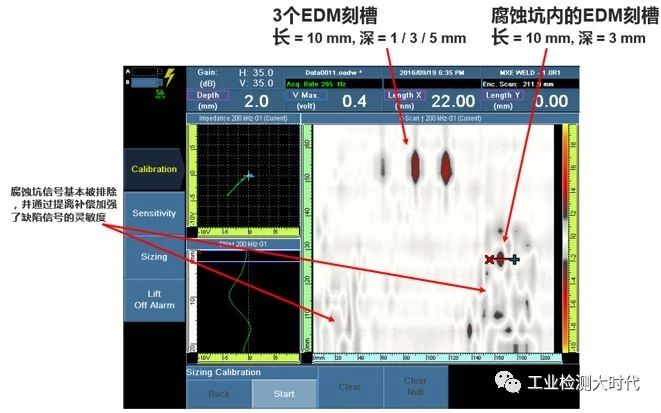
該提離補償技術(shù)還可用于應(yīng)力腐蝕裂紋檢測,由于該裂紋經(jīng)常出現(xiàn)在腐蝕坑內(nèi),因而需要使用提離補償技術(shù)來檢測腐蝕坑內(nèi)的裂紋缺陷。
檢測對象為10mm碳鋼板,有明顯的腐蝕坑,無漆層,腐蝕坑內(nèi)內(nèi)外各有一個EDM刻槽缺陷。
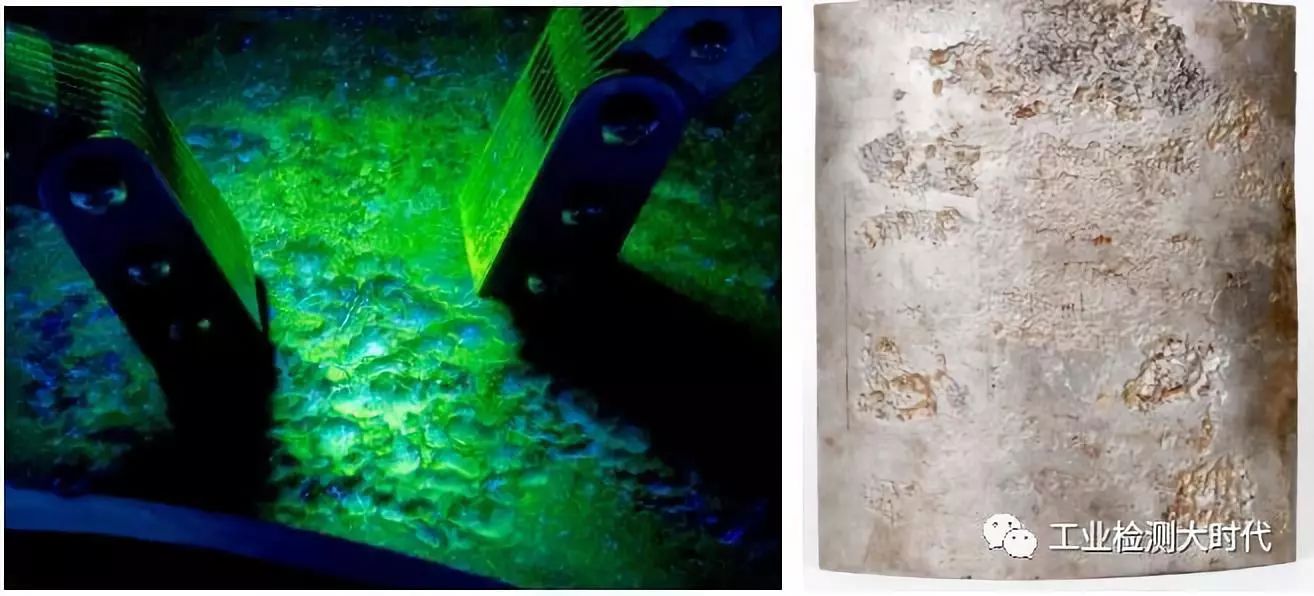
檢測結(jié)果如下:
4.結(jié)論
使用渦流陣列技術(shù),并結(jié)合自動提離補償功能,可以有效地檢測焊縫及應(yīng)力腐蝕坑內(nèi)的表面裂紋,在某些場合可成為一種替代磁粉和滲透的理想表面檢測手段。

更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護網(wǎng)http://www.ecorr.org
責(zé)任編輯:王元
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 渦流陣列焊縫, 應(yīng)力腐蝕裂紋, 檢測技術(shù)
相關(guān)文章

官方微信
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):5768

腐蝕與“海上絲綢之路”
點擊數(shù):4763