
銅管焊接與防氧防腐蝕處理,你知道嗎?
2019-03-11 17:05:11
作者:本網(wǎng)整理 來(lái)源: 蘭石技術(shù)
分享至:


一.焊接實(shí)戰(zhàn)分享
注意看圖片中的要點(diǎn)提示!
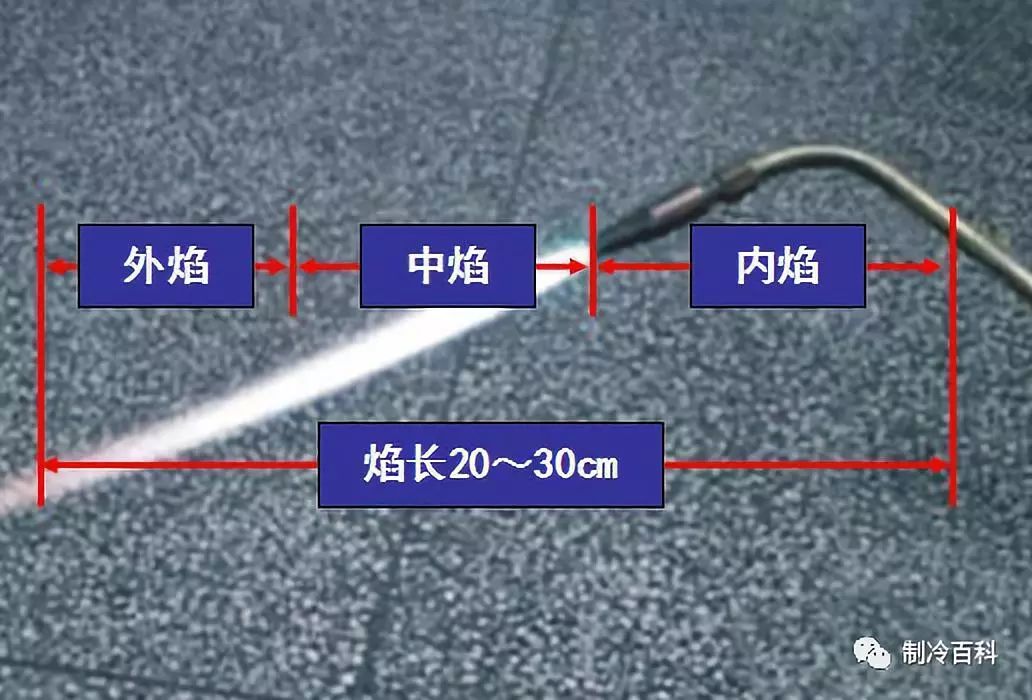
1、調(diào)整噴嘴火焰:
管路的焊接要求中性火焰的長(zhǎng)度一般為20~30cm。
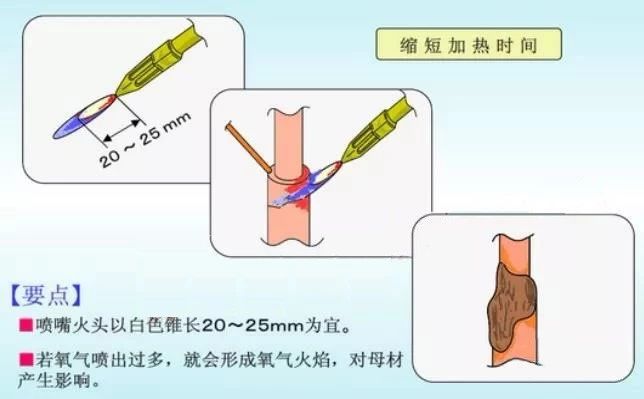
2、加熱時(shí)焊條的位置:
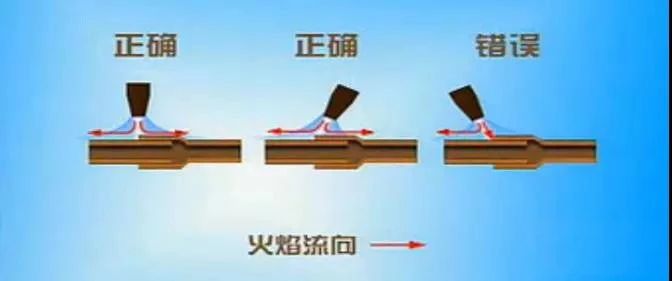
3、銅管加熱方向:
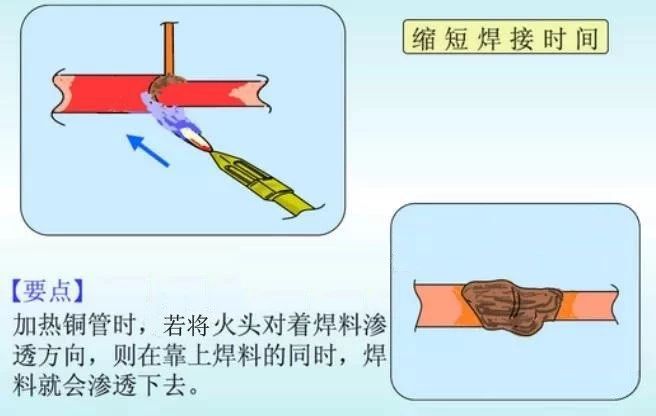
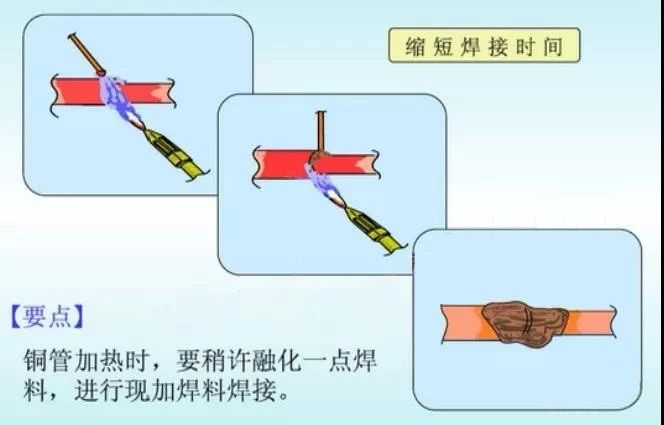
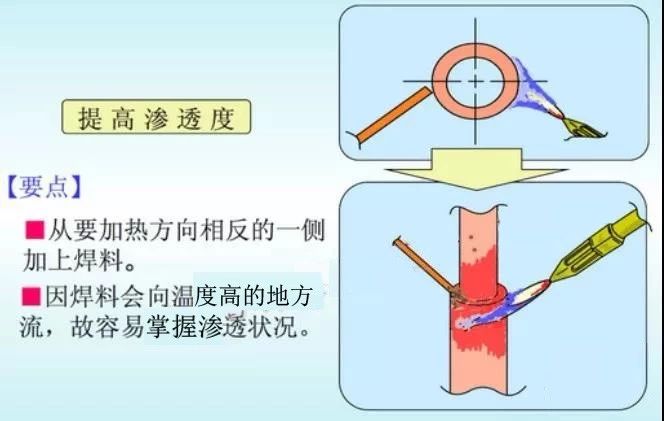
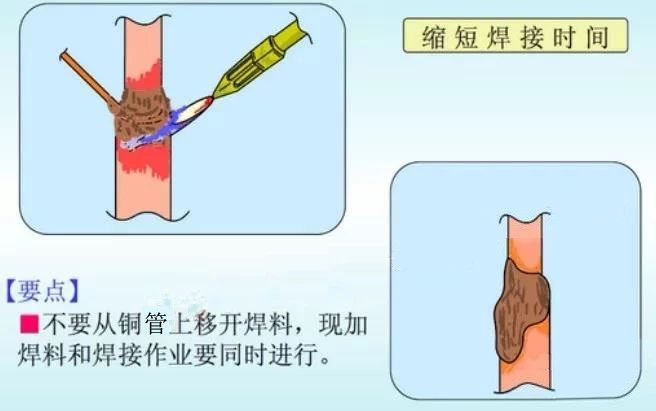
4、加上焊料的位置與方法:
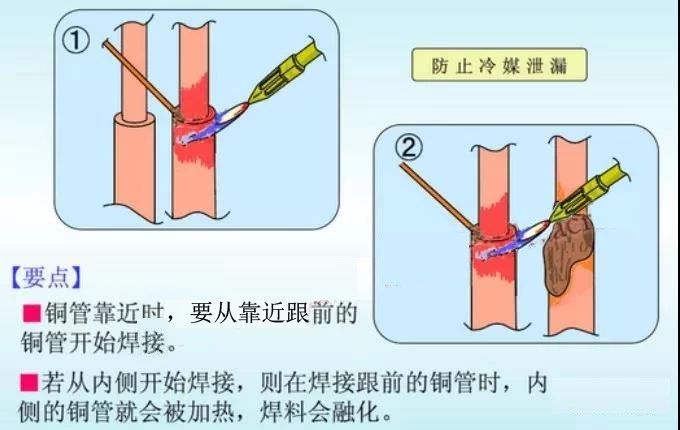
5、銅管靠近時(shí)的焊接程序:
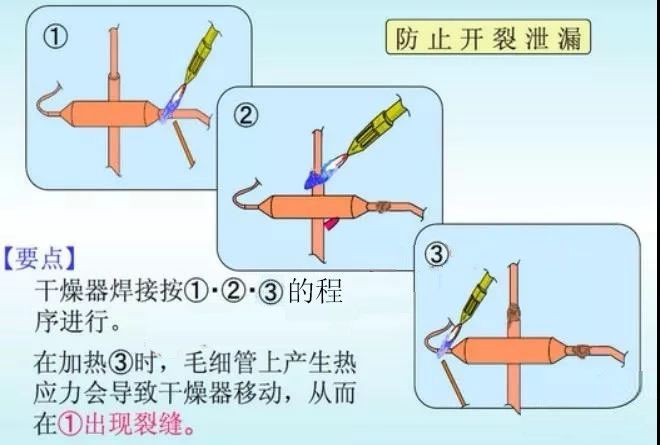
6、干燥器焊接程序:
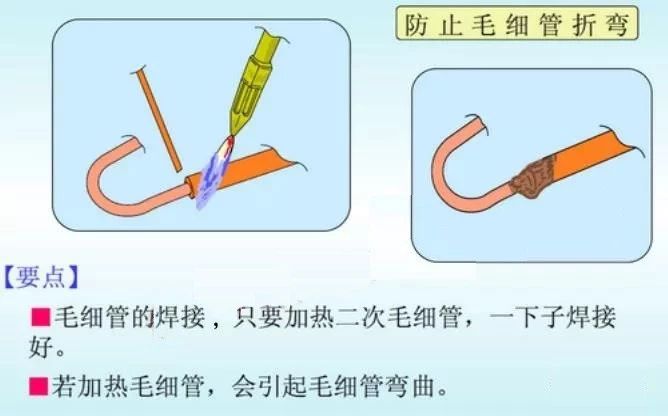
7、毛細(xì)管加熱方法:
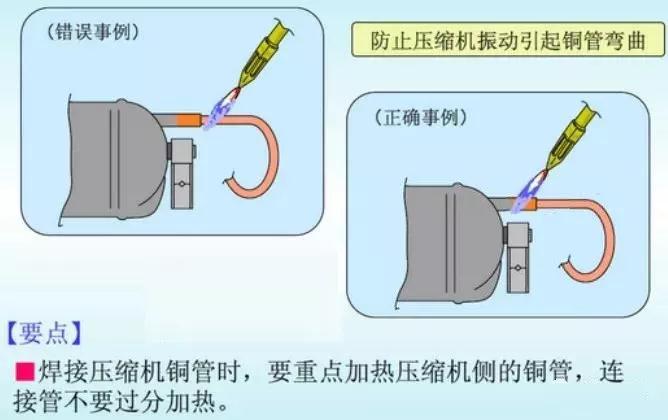
8、壓縮機(jī)銅管加熱方法:
二.焊接氧化處理
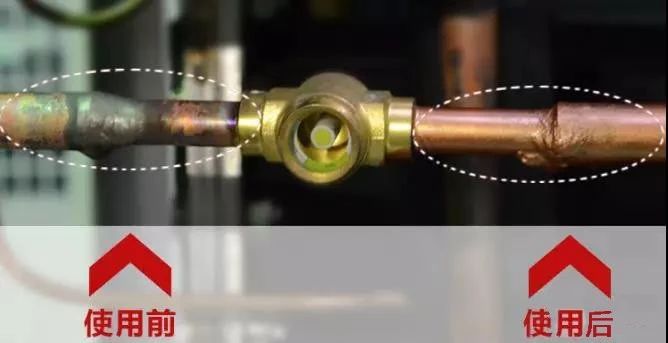
制冷設(shè)備制造及工程安裝維護(hù)時(shí),經(jīng)常需要各銅管的焊接,但焊接后,如果沒(méi)有進(jìn)行必要的防氧化防腐處理,焊接處很快就被氧化腐蝕掉,影響設(shè)備的整體美觀度。那如何才能快速經(jīng)濟(jì)的進(jìn)行防氧化防腐蝕處理呢?

使用紫銅防腐噴漆進(jìn)行噴涂,銅噴漆有良好的導(dǎo)向性,為銅金屬表面提供良好的防氧化保護(hù),可以防氧化防腐蝕。此種工藝是用含銅純度99.9%的薄銅粉配制的銅噴漆,有良好的導(dǎo)向性。
使用應(yīng)用效果對(duì)比:
產(chǎn)品使用方法:
第一步:用毛巾把產(chǎn)品擦拭干凈,除去污漬、油脂或是氧化皮。

第二步:使用前搖晃幾次罐體。

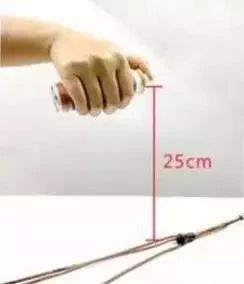
第三步:使用銅防腐噴漆進(jìn)行產(chǎn)品噴涂,噴涂距離建議在25cm左右。
第四步:噴涂完成。

更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國(guó)內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國(guó)腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:韓鑫
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國(guó)腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
相關(guān)文章
無(wú)相關(guān)信息

官方微信
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國(guó)腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):5768

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):4763