
維修項目防腐油漆施工的關鍵
2019-09-29 09:34:34
作者:初夏 來源:防腐蝕論壇
分享至:


近期,收到好幾個維修項目的朋友來電,都和油漆施工的過程質量控制相關,這也是目前化工廠各種腐蝕帶來的安全隱患促使了越來越多企業開始重視防腐蝕。
在南方某化工廠的維修現場見證/指導輥/刷施工了一塊樣板,整理分享出來供大家參考,希望能幫到正在做維修工程的朋友。
腐蝕介質:
硫銨及其揮發弱酸氣體、蒸汽、沿海環境。
環境制約:
1、本次維修為不停產維修,需要定期輸送硫銨等材料,受時間、表面處理方式限制;2、高空作業、結構復雜。
推薦配套:JOTAMASTIC 90(150um×2)+ HARDTOP AX(60um)
一、表面處理
表面處理是防腐施工質量的關鍵停止點,必須有相關方的確認。防腐行業的老法師都知道,三分材料七分施工,而據早期涂層失敗的案例分析,基材表面處理占據80%或更大比例,也從另外角度證實了“萬丈高樓平地起”的相傳俗語。
施工步驟:
1、搭建腳手架;2、動力工具表面處理:
1)電動工具鋼絲輪清理表面浮銹、破損松動涂層和一些海洋、工業污染;
2)千葉片清理氧化皮、拉磨涂層表面及順滑;
3)直磨頭和筆形刷清理狹窄部位;
4)鏟刀、扁鏟清理直磨頭和筆形刷無法到達的部位;
5)毛刷清掃、碎布稀釋劑擦拭。

質量確認:
1、大部分銹蝕裸漏部位,可達ISO 8501-ST3等級;

2、部分狹窄銹蝕裸漏部位清理不徹底,進行二次處理后可達到ISO 8501-ST2等級。

二、油漆施工
施工準備:
1、確認使用油漆與項目配套一致;
2、確認油漆在保質期內;
3、根據面積計算用量:面積÷{【(固體含量×1000)÷設計膜厚】÷損耗系數};
4、油漆調配:
1)組份A攪拌均勻;
2)倒入固化劑攪拌均勻;
3)根據需要添加合適比例的稀釋劑攪拌均勻(油漆稀釋比例因施工環境、施工方法、施工設備不同,如果現場施工流暢,則無需添加稀釋劑,既可減少VOC排放又節約成本);
5、少量油漆調配:
1)A、B組份分別攪拌均勻;
2)根據用量將組份A倒入潔凈桶內;
3)按比例添加組份B;
4)添加適量稀釋劑。
施工步驟:
1、底漆施工:
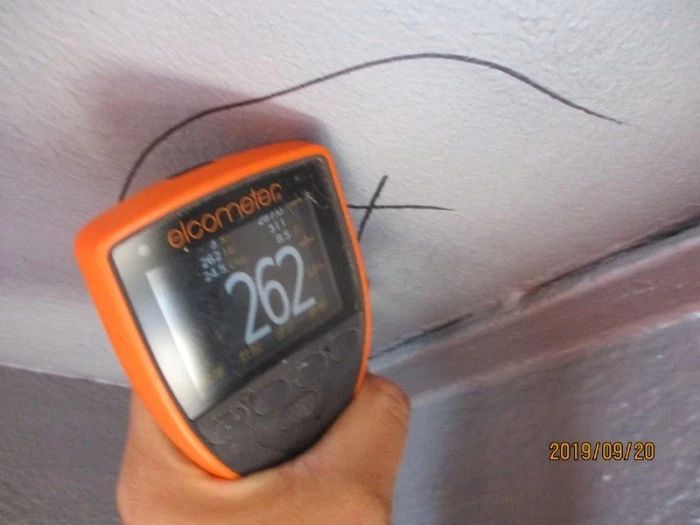
1)毛刷預涂所有焊縫;2)輥涂大面;3)涂層缺陷檢測;4)干膜厚度測量;5)修補涂層缺陷、低膜厚區域加厚。

質量確認:底漆成膜良好,目測無明顯的涂層缺陷,干膜厚度符合“90/10”膜厚測量原則。

2、面漆施工:
1)毛刷預涂所有焊縫;2)輥涂大面;3)涂層缺陷檢測;4)干膜厚度測量;5)修補涂層缺陷、低膜厚區域加厚。

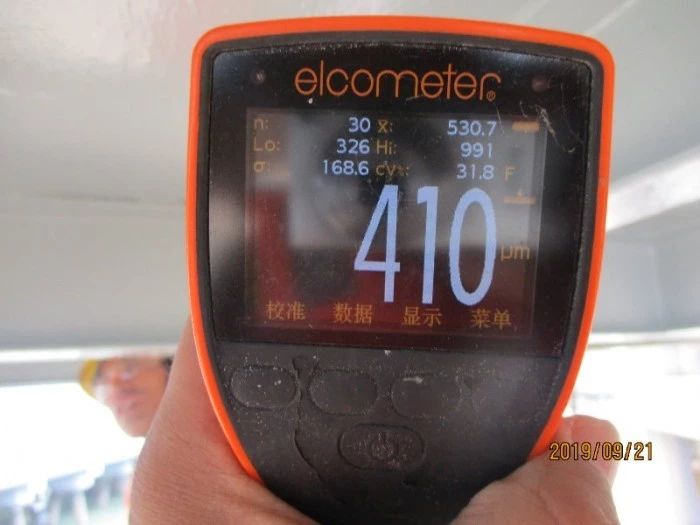
質量確認:面漆成膜良好,顏色均勻一致,目測無明顯的涂層缺陷,干膜厚度符合“90/10”膜厚測量原則。

三、成品保護
面漆未硬干前,應做好成品保護,不能踩踏、雨淋等。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763