
煉焦、燒結、球團、煉鐵、煉鋼、軋鋼等數十張工藝圖詳解
2022-09-30 13:48:30
作者:熱處理生態圈 來源:熱處理生態圈
分享至:


占世界黑色冶金工業產能80%以上的鋼鐵企業,都是采用傳統“燒結——煉鐵——煉鋼——軋制”長流程生產工藝,它具有高效率、大批量生產鋼材的優點,遠超使用電爐煉鋼及直接還原鐵工藝的產量。下面我們以某廠的生產工藝流程來了解了解鋼材生產:
煉焦
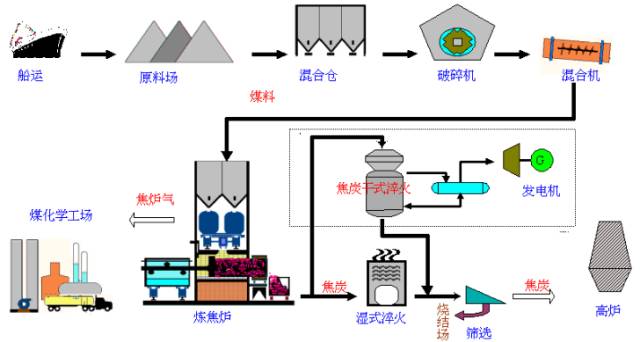
煉焦生產流程:煉焦作業是將焦煤經混合,破碎后加入煉焦爐內經干餾后產生熱焦碳及粗焦爐氣之制程。
燒結
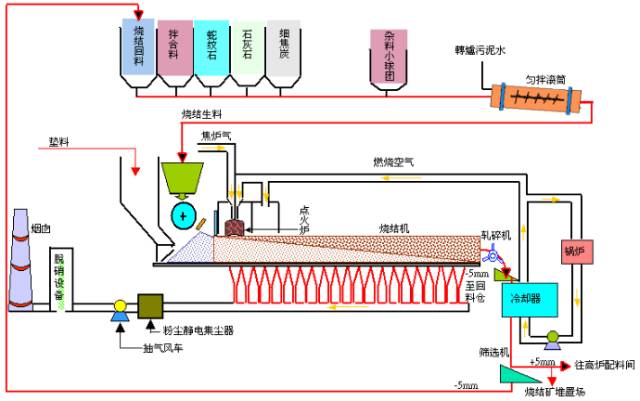
燒結生產流程:燒結作業系將粉鐵礦,各類助熔劑及細焦炭經由混拌、造粒后,經由布料系統加入燒結機,由點火爐點燃細焦炭 ,經由抽氣風車抽風完成燒結反應,高熱之燒結礦經破碎冷卻、篩選后,送往高爐作為冶煉鐵水之主要原料。
球團
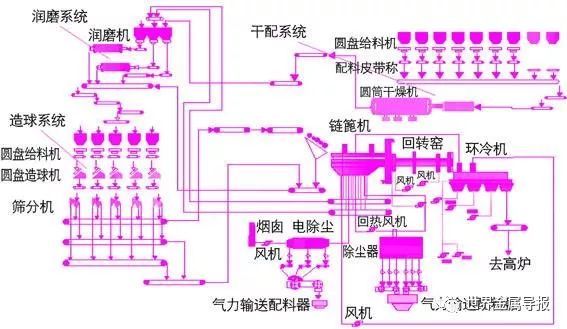
篦機-回轉窯-環冷機球團生產工藝過程主要包括以下幾個部分:制煤系統、原料系統、干配系統、造球焙燒系統、潤磨系統。球團生產過程可概述為:將準備好的原料(細磨精礦和添加劑等),按一定比例經過干配混勻后,進入造球系統造球,然后進入鏈篦機-回轉窯-環冷機進行干燥、高溫焙燒、冷卻,直至送入成品系統。其中回轉窯高溫焙燒是最重要的一環,決定著球團礦的性能和產量,如上圖所示。
高爐煉鐵
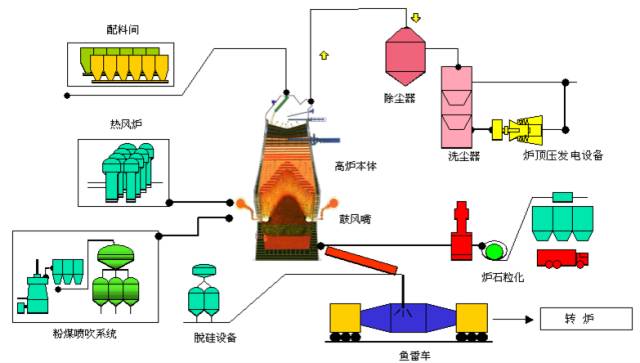
高爐生產流程:高爐作業是將鐵礦石、焦炭及助熔劑由高爐頂部加入爐內,再由爐下部鼓風嘴 鼓入高溫熱風,產生還原氣體,還原鐵礦石,產生熔融鐵水與熔渣之煉鐵制程。
非高爐煉鐵
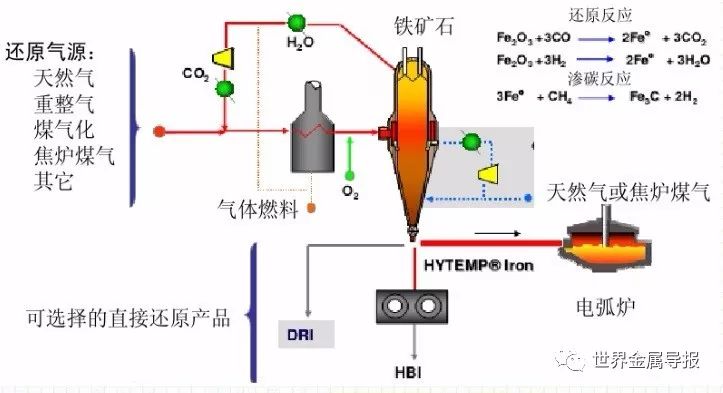
在豎爐中用高溫還原氣或固體還原劑還原鐵礦石的直接還原煉鐵方法。該法是1932年由馬丁·韋伯(Wiberg)發明的在瑞典建成了第一座生產裝置,稱維伯爾法(Wiberg Soderfors process)。此法開始是用木炭制造還原氣。后因經濟上的原因,改用焦炭制氣。60年代,隨著石油、天然氣工業的發展,以天然氣為能源的豎爐直接還原法蓬勃興起。30多年來,先后有阿姆科(Armco)法、普羅費爾(Purofer)法、米德萊克斯(Midrex)法、NSC和希爾(HYL)法等豎爐直接還原法問世。70年代初,用煤做還原劑的外熱式豎爐直接還原法(KM法)投入生產。
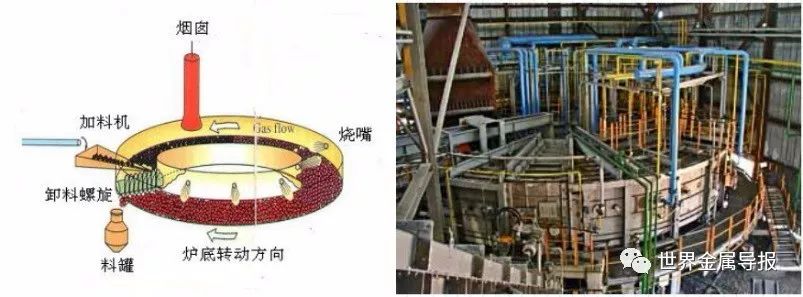
轉底爐直接還原技術(RHF)是鐵礦粉(或紅土鎳礦、釩鈦磁鐵礦、硫酸渣或冶金粉塵、除塵灰、煉鋼污泥等)經配料、混料、制球和干燥后的含碳球團加入到具有環形爐膛和可轉動的爐底的轉底爐中,在1350 ℃ 左右爐膛溫度下,在隨著爐底旋轉一周的過程中,鐵礦被碳還原。當鐵礦粉含鐵品位在67%以上,采用轉底爐直接還原工藝,產品為金屬化球團供電爐使用;當礦粉含鐵品位低于62%時,采用轉底爐——熔分爐的熔融還原鐵工藝,產品為鐵水供煉鋼使用。通常金屬化率可達80%以上,金屬化球團可作為高爐原料。
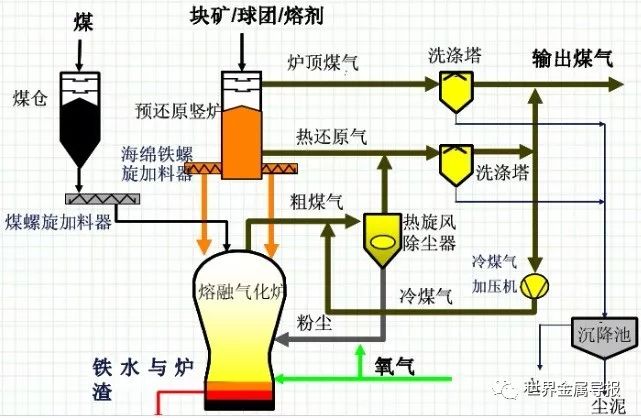
COREX法是由原聯邦德國KORF公司和奧地利VOEST-ALPINE公司聯合開發的一種無焦煉鐵的熔融還原煉鐵工藝。原名KR法,是在KORF工程公司擁有的米德萊克斯(Midrex)豎爐直接還原法基礎上發展起來的。
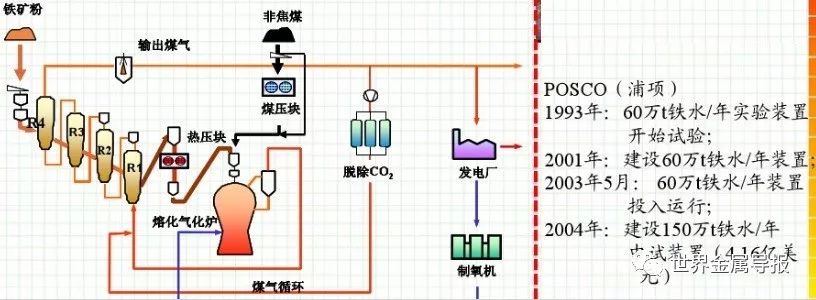
Finex是一種直接用粉礦和非煉焦煤粉冶煉鐵水的新工藝。
Finex工藝的關鍵技術是在主流化床反應器內將鐵礦粉還原成粉狀DRI(直接還原鐵),DRI經熱壓成形后,利用熔融氣化爐將DRI熱壓鐵塊熔融還原為鐵水。與傳統的高爐煉鐵工藝相比,Finex煉鐵工藝省去了煉焦和燒結過程,生產的鐵水質量可以與高爐及Corex工藝相媲美。目前,世界上唯一一座Finex工藝裝備(年產150萬t鐵水)已于2007年4月10日在浦項點火投產,設計產能4300t/d。
轉爐煉鋼

轉爐生產流程:煉鋼廠先將熔銑送前處理站作脫硫脫磷處理,經轉爐吹煉后,再依訂單鋼種特性及品質需求,送二次精煉處理站(RH真空脫氣處理站、Ladle Injection盛桶吹射處理站、VOD真空吹氧脫碳處理站、STN攪拌站等)進行各種處理,調整鋼液成份,最后送大鋼胚及扁鋼胚連續鑄造機,澆鑄成紅熱鋼胚半成品,經檢驗、研磨或燒除表面缺陷,或直接送下游軋制成條鋼、線材、鋼板、鋼卷及鋼片等成品
電爐煉鋼
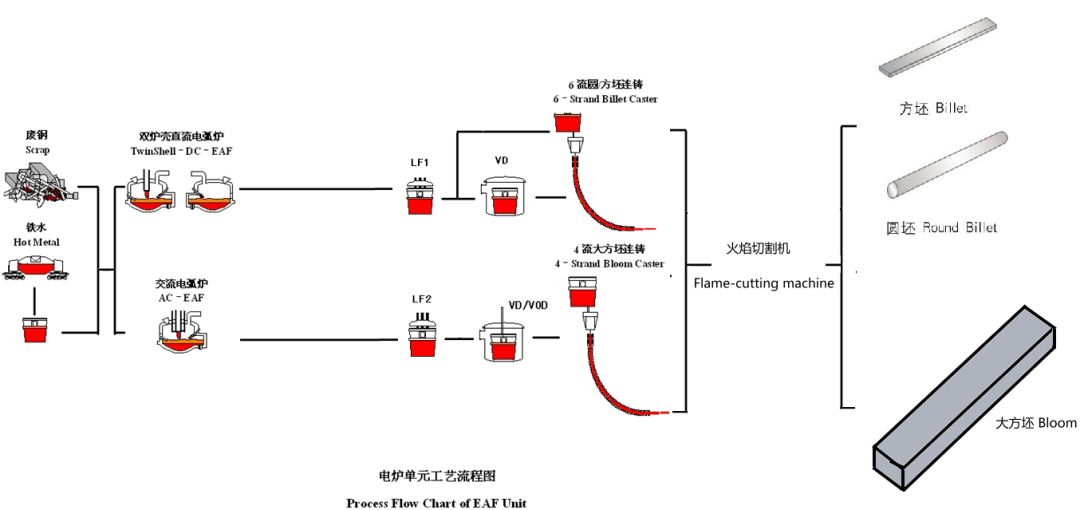
電爐煉鋼主要利用電弧熱,在電弧作用區,溫度高達4000℃。冶煉過程一般分為熔化期、氧化期和還原期,在爐內不僅能造成氧化氣氛,還能造成還原氣氛,因此脫磷、脫硫的效率很高。
以電為能源的煉鋼過程。
此類煉鋼爐即電爐種類有電弧爐、感應電爐、電渣爐、電子束爐、自耗電弧爐等。通常說的電爐鋼是用堿性電弧爐生產的鋼。
電爐鋼多用來生產優質碳素結構鋼、工具鋼和合金鋼等。這類鋼質量優良、性能均勻。在相同含碳量時,電爐鋼的強度和塑性優于平爐鋼。電爐鋼用相近鋼種廢鋼為主要原料,也有用海綿鐵代替部分廢鋼。通過加入鐵合金來調整化學成分、合金元素含量。
以廢鋼為原料的電爐煉鋼,比之高爐轉爐法基建投資少,同時由于直接還原的發展,為電爐提供金屬化球團代替大部分廢鋼,因此就大大地推動了電爐煉鋼。
連鑄制坯
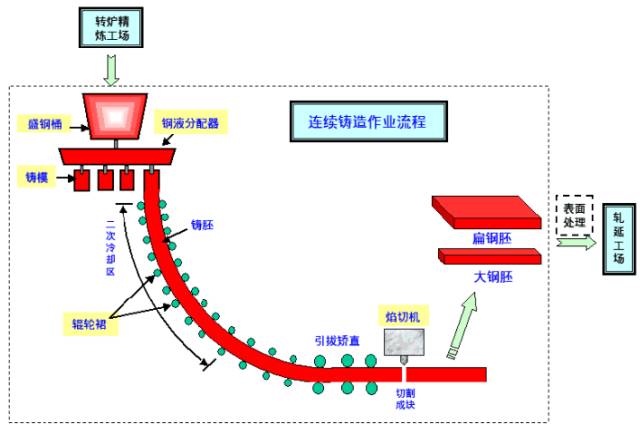
連鑄生產流程:連續鑄造作業乃是將鋼液轉變成鋼胚之過程。上游處理完成之鋼液,以盛鋼桶運送到轉臺,經由鋼液分配器分成數股,分別注入特定形狀之鑄模內,開始冷卻凝固成形,生成外為凝固殼、內為鋼液之鑄胚,接著鑄胚被引拔到弧狀鑄道中,經二次冷卻繼續凝固到完全凝固。經矯直后再依訂單長度切割成塊,方塊形即為大鋼胚,板狀形即為扁鋼胚。此半成品視需要經鋼胚表面處理后,再送軋鋼廠軋延。
熱軋
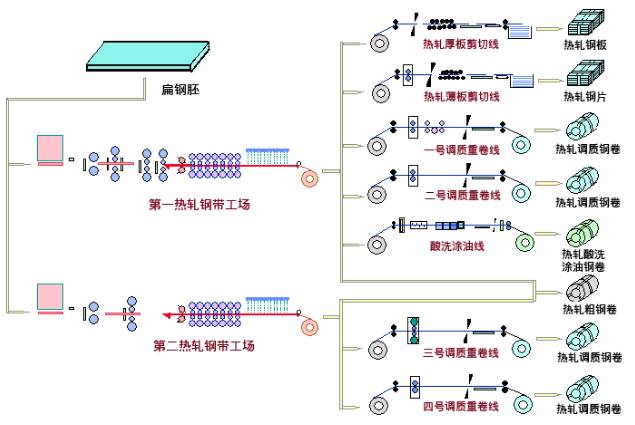
第一熱軋生產流程
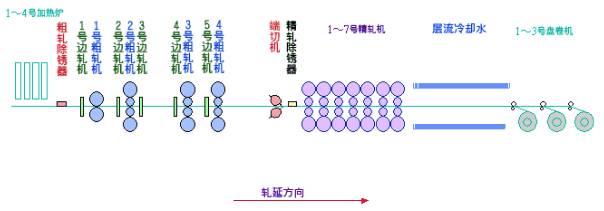
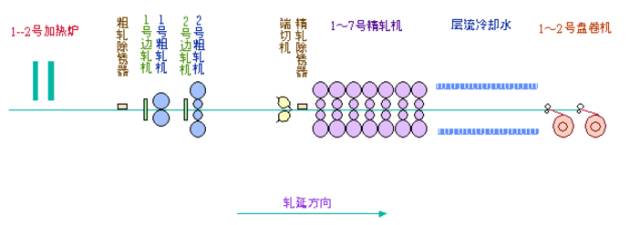
熱連軋
熱軋生產流程>第一熱軋鋼帶生產流程:熱軋鋼帶工場主要制程是將扁鋼胚加熱后,經粗軋機及精軋機軋延成鋼帶,并以層流冷卻系統噴水冷卻至適當溫度,再由盤卷機卷成粗鋼卷。
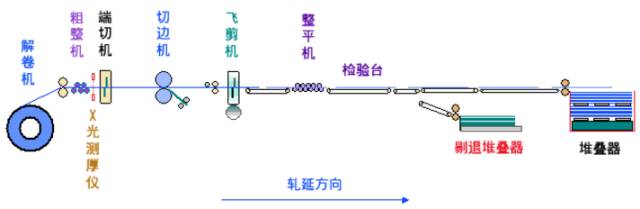
開平剪切
熱軋生產流程>熱軋板剪切線布置圖:主要功能為將原料鋼卷上線解卷、切邊、切片、整平、堆疊、及包裝為成品鋼板疊(HR PLATE)。

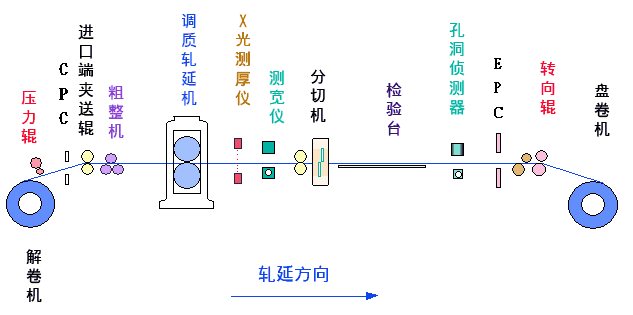
調質
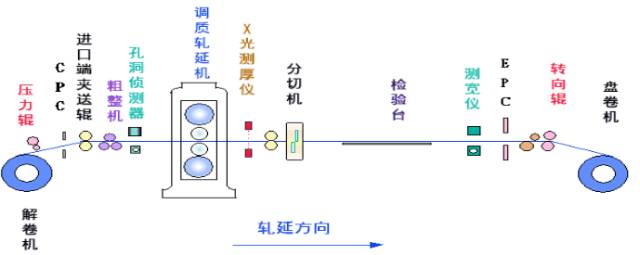
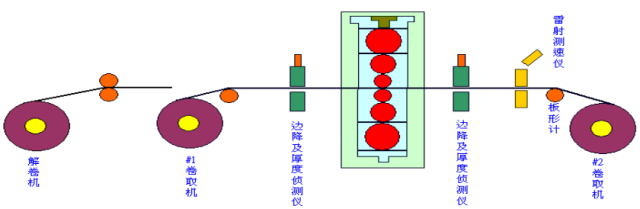
熱軋生產流程>一號調質重卷線布置圖:主要功能為將原料鋼卷上線解卷、調質軋延、分切、重卷及包裝為成品H.R COIL 或 H.R BAND〔HR BAND 未調質軋延〕。
調質
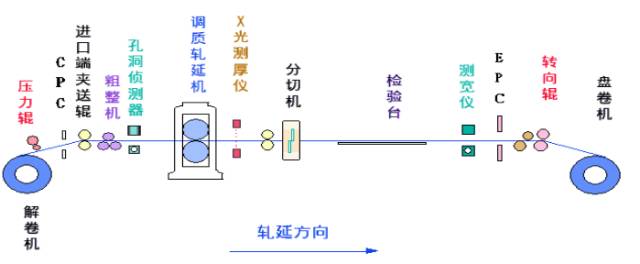
熱軋生產流程>二號調質重卷線布置圖:主要功能為將原料鋼卷上線解卷、調質軋延、分切、重卷及包裝為成品H.R COIL 或 H.R BAND〔HR BAND 未調質軋延〕。
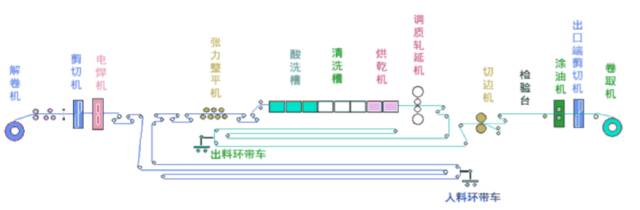
酸洗涂油
熱軋生產流程>酸洗涂油線設備布置圖:主要功能為將原料鋼卷上線解卷、焊接、整平、酸洗、調質軋延、切邊、涂油、分切及包裝為成品酸洗鋼卷。
第二熱軋生產流程
熱連軋
熱軋生產流程>第二熱軋鋼帶生產流程:熱軋鋼帶工場主要制程是將扁鋼胚加熱后,經粗軋機及精軋機軋延成鋼帶,并以層流冷卻系統噴水冷卻至適當溫度,再由盤卷機卷成粗鋼卷。
調質
熱軋生產流程>三號調質重卷線布置圖:主要功能為將原料鋼卷上線解卷、調質軋延、分切、重卷及包裝為成品H.R COIL 或 H.R BAND〔HR BAND 未調質軋延〕。
調質
熱軋生產流程>四號調質重卷線布置圖:主要功能為將原料鋼卷上線解卷、調質軋延、分切、重卷及包裝為成品H.R COIL 或 H.R BAND〔HR BAND 未調質軋延〕。
冷軋
酸洗冷軋
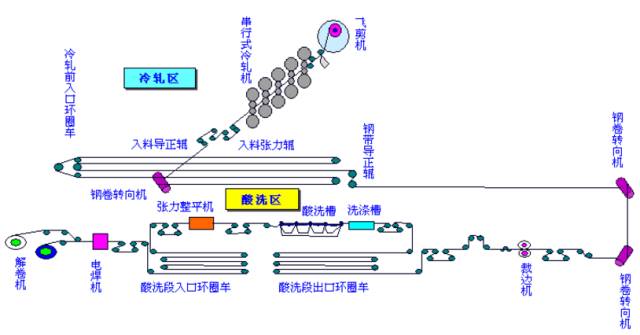
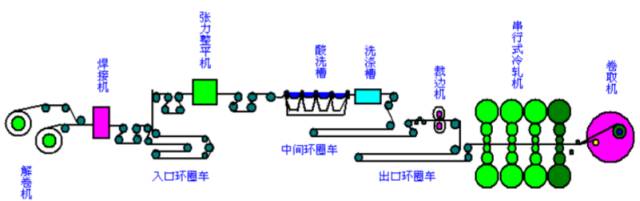
第一酸洗冷軋線:第一酸洗冷軋線接收熱軋鋼卷,經過解卷、焊接、整平、鹽酸酸洗、裁邊之后,再經由串列式冷軋機軋延成厚度較薄之冷軋鋼卷。
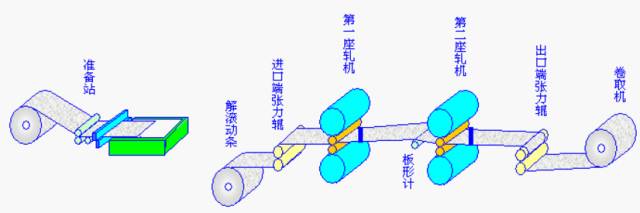
酸洗冷軋
第二酸洗冷軋線:第二酸洗冷軋線是利用張力整平機及酸洗去除熱軋鋼卷銹皮,清洗、烘干去除鋼帶表面殘酸,由裁邊機將鋼帶裁至下游產線所需寬度及經四站六重式軋延機將熱軋鋼卷軋至客戶所需厚度,并藉自動板形控制器來改善鋼帶板形,是一連續式酸洗冷軋制程產線。
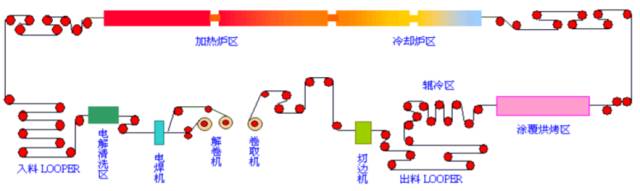
熱浸鍍鋅
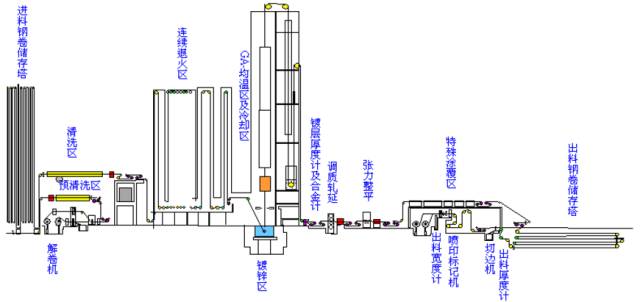
連續熱浸鍍鋅線:熱浸鍍鋅線是一條連續性生產線,酸洗冷軋后鋼卷送入本產線經過焊接、表面清洗及 退火之后進入鋅槽鍍鋅(GI材)或再加熱產生鋅鐵合金(GA材),接著再經過調質軋延 及張力整平,最后再依不同需求實施后處理或涂油作業。
退火
連續退火
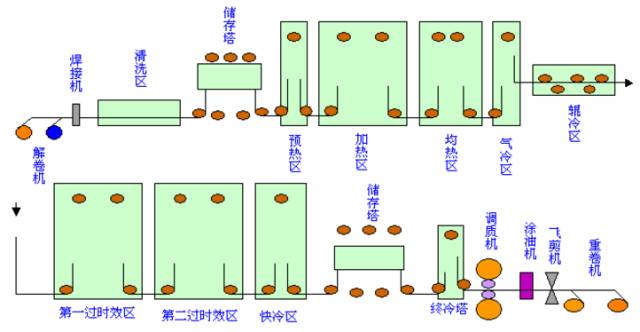
第一連續退火線:第一連續退火線包括清洗、退火、調質及精整等制程。鋼帶經由焊接機焊接后,進入退火爐退火,而退火爐依不同鋼種賦予不同退火溫度,使其達到應有的機械性質,最后再依客戶訂單賦予鋼帶表面粗糙度、涂油量、分切及包裝。
連續退火
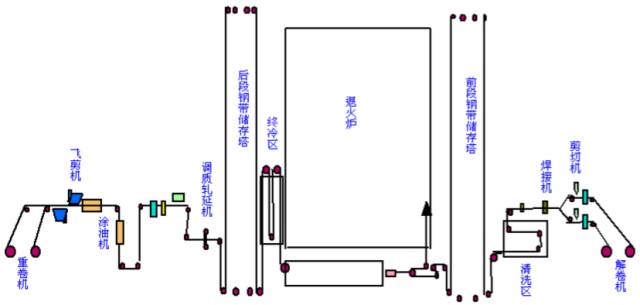
第二連續退火線:第二連續退火線包括清洗、退火、調質及精整等制程。先將冷軋后鋼帶表面殘留之軋延油洗凈,再將其加熱至700~850℃,以去除鋼帶內部應力,并且使其再結晶及調整組織內固溶碳含量,以確保機械性質的穩定,再利用調質軋延以消除降伏點伸長,改善其材質及平坦度,并賦予鋼帶所需之表面粗糙度。最后依客戶訂單將鋼帶涂防銹油、分切及包裝。
罩式退火爐
罩式退火
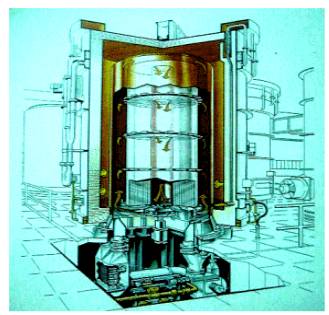
罩式退火爐:罩式退火爐之功能系將冷軋鋼卷在H2或HN氣氛下,進行鋼卷之再結晶及光 輝退火。
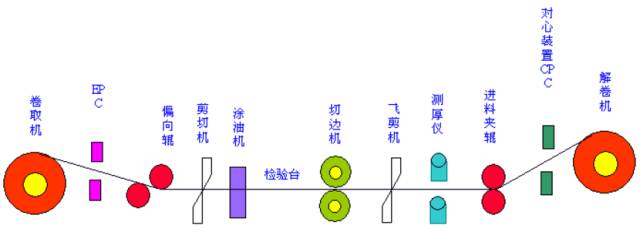
電解清洗
電解清洗
電解清洗線:電解清洗線接收冷軋鋼卷,經過解卷、焊接以及電解堿洗,產制電解清洗鋼卷。
涂覆

連續涂覆
連續涂覆線:連續涂覆線有兩項主要產品,電磁鋼卷及彩色鋼卷。生產電磁鋼卷的作業是接收第一連續退火線之母材后,經過清洗、水性絕緣涂料涂覆、 烘焙、冷卻的制程。生產彩色鋼卷作業是接收冷軋母材后,經過清洗及磷酸皮膜處理、底漆涂覆、面漆涂覆、烘焙、冷卻的制程。

電磁鋼片涂覆
電磁鋼片涂覆線:電磁鋼片涂覆線是設計專為生產電磁鋼卷的產線。生產電磁鋼卷的作業是接收第一連續退火線之母材后經過清洗,涂上水性絕緣涂料、烘焙、冷卻的制程。
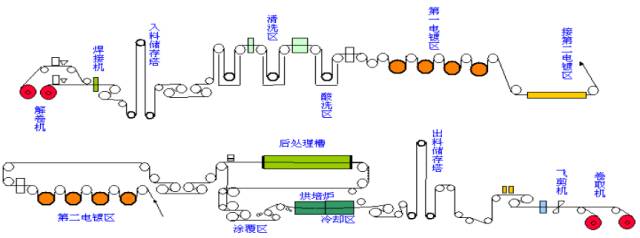
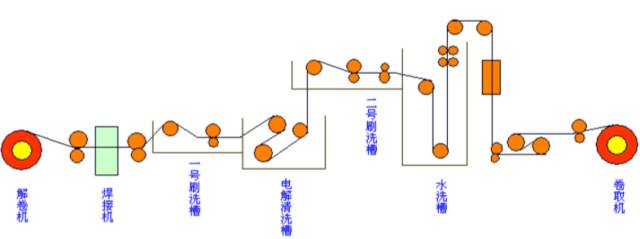
電氣鍍鋅
電氣鍍鋅線:電氣鍍鋅生產作業是將冷軋鋼卷經由前段進料區、清洗與酸洗區、電鍍區、后處理區、抗指紋 涂覆區及后段出料區,產出電氣鍍鋅鋼卷成品。
調質線
調質線:制程及功能:1. 改變退火后鋼卷的機械性質,并消除降伏點伸長。2. 賦與鋼帶表面符合訂單之粗糙度。3. 修正入料鋼卷的不良板形。
重卷
重卷線:重卷線功能系將退火及調質后冷軋鋼卷施以涂油、重卷及分切制程之后,加以包裝入庫。
往復式冷軋
圖片式冷軋機:往復式冷軋機接收熱軋酸洗鋼卷(未退火與預退火),經過解卷、穿引之后,再經由六重式冷軋機軋延成厚度較薄之冷軋鋼卷。
退火涂覆
水平式退火涂覆線:水平式退火涂覆線包括清洗、退火、涂覆及切邊等制程。鋼帶經由焊接機焊接后,進入退火爐退火,而退火爐依不同鋼種賦予不同退火溫度,使其達到應有的鐵損值,再依客戶訂單涂覆不同之水性絕緣涂料,涂膜厚度,分切及包裝。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8187

腐蝕與“海上絲綢之路”
點擊數:6501