



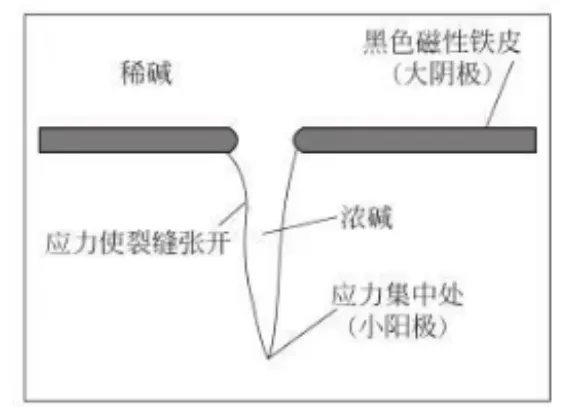
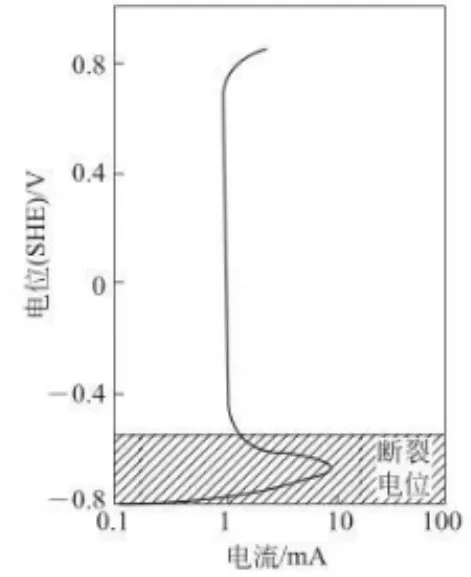
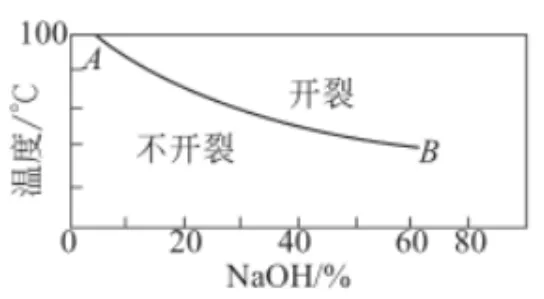
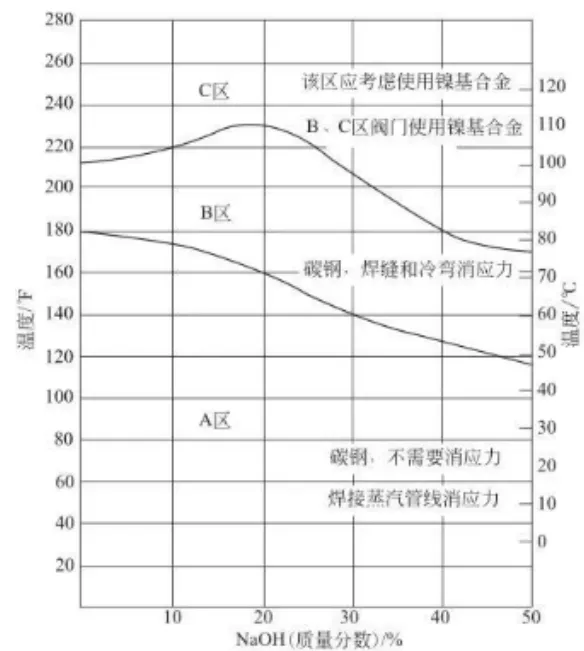
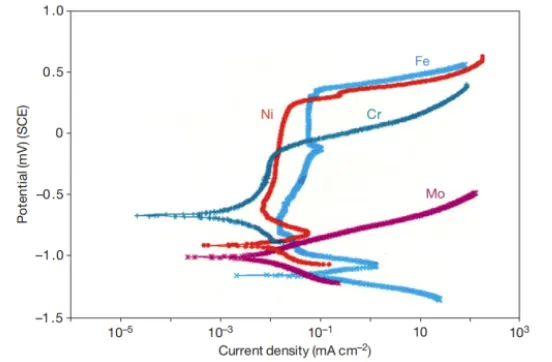
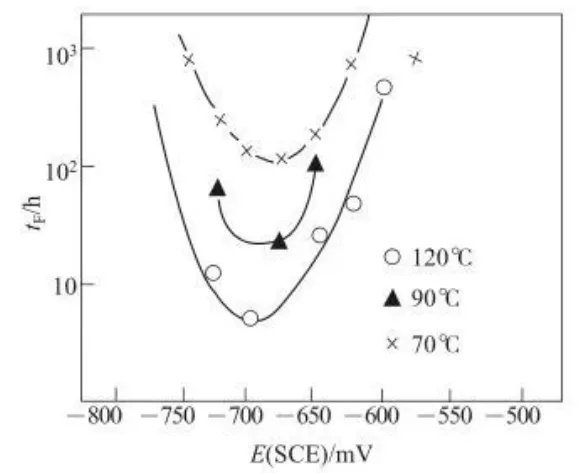
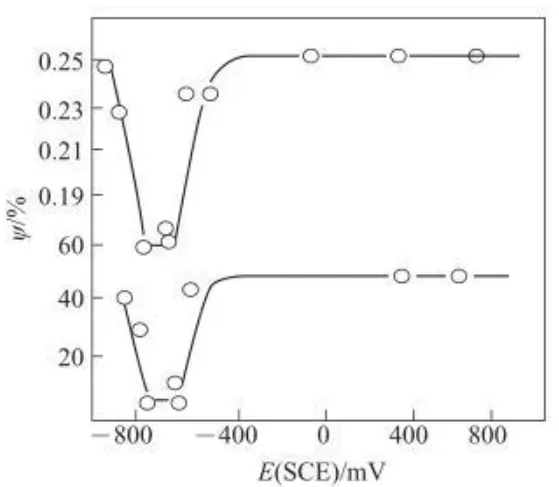
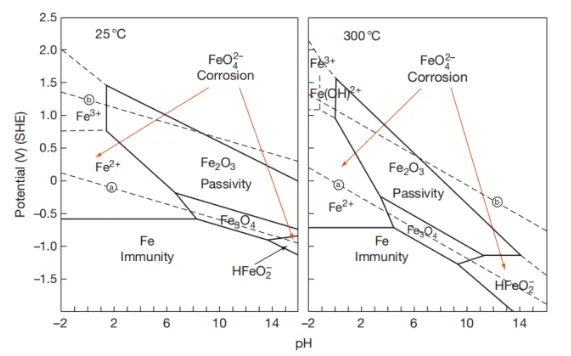
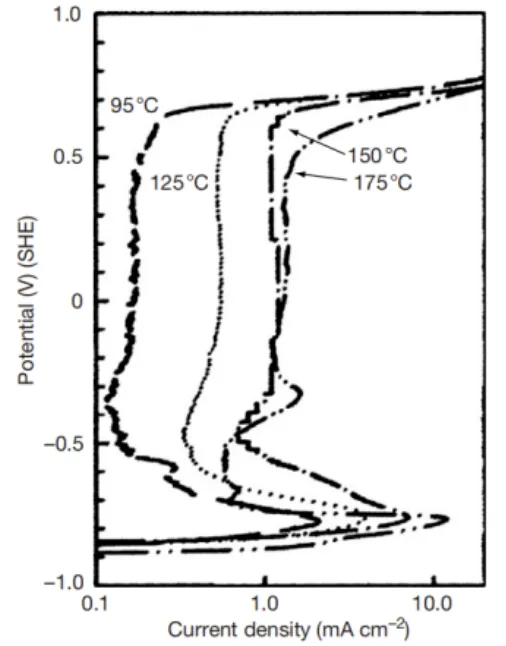
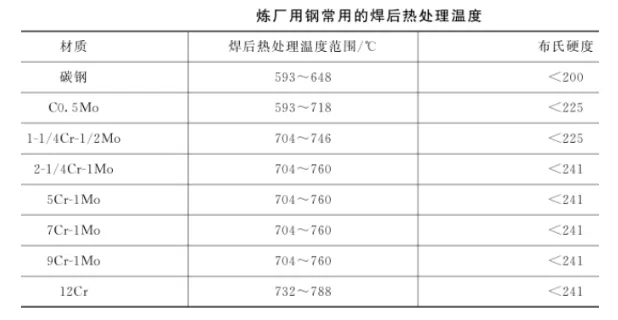
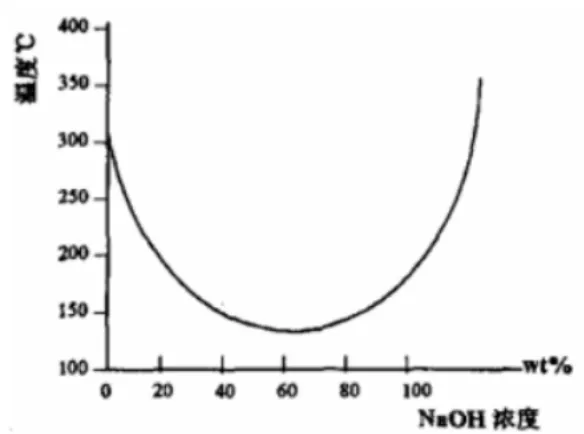
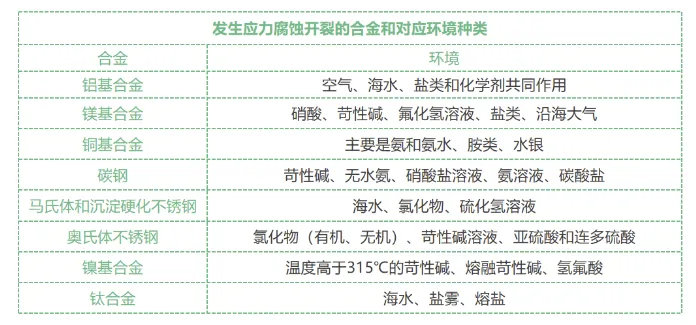
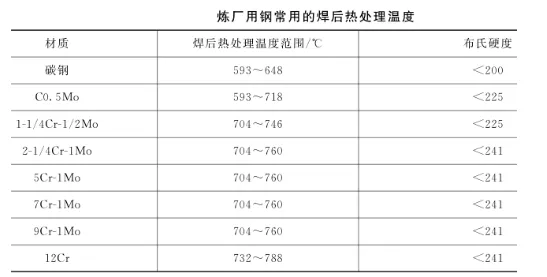
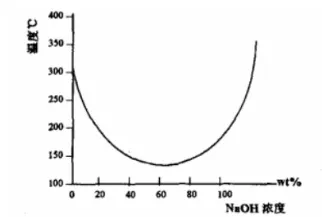
堿脆機理 堿脆的機理存在是晶界鐵素體優先陽極溶解還是晶間碳化物優先溶解等爭議,人們在解釋其開裂機理時用經典SCC理論來解釋堿性環境下發生開裂的現象。 碳鋼和低合金鋼的堿脆,一般要同時具備3個條件: (1)較高濃度的堿液:如在常壓沸點溫度下,低碳鋼發生堿脆時的NaOH質量分數須大于5%。 (2)較高的溫度:堿脆的溫度范圍較寬,碳鋼的堿應力腐蝕一般發生在50~80℃以上,與堿的濃度有關,60℃左右為產生堿脆的最低臨界溫度,但最容易引起堿脆的溫度是在溶液的沸點附近。 (3)較高的拉伸應力:有理論認為低碳鋼在熱濃堿溶液中SCC機理屬于沿晶陽極溶解型,SCC電位位于活化-鈍化轉變的范圍內。堿脆的物理模型見下圖。 低碳鋼堿脆物理模型示意圖 低碳鋼在80℃、NaOH35%wt溶液中陽極極化曲線及斷裂電位區 腐蝕反應可能為,當局部NaOH質量分數大于10%時,金屬的保護性氧化膜將被溶解,露出的基體金屬進一步與堿反應,反應式為: 所形成的腐蝕產物為疏松、多孔的磁性氧化物,形貌為非層狀結構,其水溶液呈現堿性。在鍋爐或熱交換器的水中只要含有 (10~20) mg/L的NaOH,局部反復蒸發濃縮可以導致在沉積物下或縫隙中堿的濃縮,引起局部堿腐蝕;在堿腐蝕和拉應力同時存在的條件下,可以引起堿脆。 有理論認為,腐蝕產生的部分H離子擴散入金屬內部,引起氫脆。所以,堿脆可以是氫致開裂型,也可以是陽極溶解型,或混合型開裂。堿脆裂紋一般呈現沿晶特征,有分叉。但也可能出現穿晶開裂的情況,如在質量分數為50%的NaOH溶液中,奧氏體不銹鋼開裂形態與熱處理無關,都是穿晶開裂。 影響堿脆敏感性的主要因素 堿脆容易發生在殘余應力比較高的含堿液體濃縮部位,如焊接接頭部位。發生這種SCC時,通常主要是沿晶間發展,并且裂縫里充填有氧化物,破裂表面已經變脆,裂紋多平行于焊縫。碳鋼堿脆裂紋金相顯示為細小帶有氧化物的網狀沿晶裂紋。有3個主要參數決定堿脆敏感性:堿液濃度、金屬溫度、拉伸應力大小。工業經驗表明,有些堿脆發生在幾天內,而更多的需要1年以上的暴露時間,增加堿液濃度和溫度可以提高開裂速度。 介質因素 堿脆必須有高溫濃堿液的腐蝕,如當NaOH的質量分數低于5%則不發生堿脆,這些濃堿液可以是設備的工作介質,也可以是設備在使用過程富集的,苛性堿的濃度愈高,則堿脆敏感性愈大。堿脆不僅與堿的濃度有關,還取決于溶液的溫度,見下圖: 堿液濃度和溫度對堿脆的綜合影響 NaOH濃度和溫度對碳鋼SCC斷裂敏感性影響 (1-實驗值;2-82個工廠現場調查結果) 上圖顯示出這兩個因素的綜合效應,低于圖中的AB線或曲線2,則不發生堿脆。堿脆斷裂時間的對數與溶液絕對溫度的倒數呈線性關系,表明這種溶解-斷裂過程是一種熱激活過程,溫度升高,發生堿脆破裂的時間縮短。 下圖為金屬堿脆敏感性臨界參數曲線,碳鋼在溫度低46℃的環境不會發生堿脆。在溫度高于82℃,NaOH質量分數大于5%時,有很高的開裂敏感性。關于溫度的影響,需要考慮的是金屬接觸堿液的實際溫度,而不僅僅是正常的工藝溫度,有許多常溫輸送堿液管道,在安裝有蒸汽伴熱的情況下,發生過堿脆。 碳鋼堿脆敏感性臨界參數曲線 (來源:NACE Caustic soda service chart ) 力學因素 低碳鋼的堿脆斷裂時間隨著應力的降低而增加。在實踐中發現殘余塑性變形最大的熱影響區部分的金屬,即焊接過程中被加熱到500~850℃的那部分金屬其SCC的傾向性最大。在堿液生產和儲運使用的設備檢修中發現,在焊接過程中加熱溫度超過550℃和略低于再結晶區的金屬,在堿性溶液中具有最大的開裂傾向。這些正是焊接殘余應力和組織應力最大的部位。 金屬學因素 由于低碳鋼的堿脆和硝脆是沿晶斷裂的, 所以,有理論認為這種脆斷的敏感性是由于C、N等元素在晶界偏析引起的,由此觀點出發,低碳鋼堿脆的金屬學因素有: (1)C和N在晶界偏析,堿脆敏感性增加; (2)微量元素的作用:由于S、 P、As等雜質在晶界偏析,增加了堿脆敏感性;而少量La、Al、 Ti、V等可能是由于降低了有害雜質在晶界區偏析,從而降低了堿脆敏感性; (3)晶粒度影響:晶粒增大,堿脆敏感性增加; (4)熱處理:球化處理后鋼的堿脆敏感性大于正火狀態,這可能是球化碳化物的同時增加了晶界偏析的結果; (5)合金成分:奧氏體不銹鋼中鉻鎳合金元素含量對于抗SCC性能有很大影響,鉻鎳含量低的不銹鋼容易發生堿脆,高鎳合金 (如Inconel等合金)的抗堿脆性能要比奧氏體不銹鋼好得多。 純Fe、Ni、Cr、Mo在90℃,15%wt NaOH中的動電位極化曲線 電位 低碳鋼在沸騰的質量分數為35%~40% NaOH溶液中堿脆的敏感電位范圍為(-1150~800)mV (SCE),在沸點 (120℃)下鋼的堿脆發生在-700mV (SCE)左右的很窄電位范圍內,如下圖所示。 在NaOH溶液中碳鋼產生的臨界電位隨溫度變化的情況 在臨界電位下,試樣的斷面收縮率大大下降,如下圖所示。X射線結構分析表明在試樣表面形成了四氧化三鐵保護膜。 在沸騰溶液中,在臨界電位范圍內碳鋼的斷面收縮率的變化 25℃和300℃,Fe-水的E-pH圖 AISI1020碳鋼在(95~175)℃的動電位極化曲線(2.75M-NaOH溶液,濃度~11%w/w) 碳鋼堿脆敏感性的判斷 堿液濃度:確定該設備或管道中最高的堿液濃度,尤其是要考慮清楚是否存在反復濃縮的部位,當存在反復濃縮情況時,堿液濃度沒有下限。 溫度:確定該設備中最高的工藝溫度和金屬壁溫,同時還需要考慮堿液混合時因放熱導致的局部升溫。 伴熱:確定該設備或管道是否有蒸汽伴熱或電伴熱,是否會導致伴熱部位局部蒸發濃縮。 蒸汽吹掃:確定該設備中殘余堿液在水洗之前是否存在蒸汽沖掃時局部加熱濃縮的情況。 消除應力:確定該設備或管道是否在焊接或冷加工后采取了合適的消應力處理。堿腐蝕開裂敏感性具體判斷步驟可參照API RP581進行。 防止堿脆腐蝕發生的措施 根據堿脆發生的微觀機理及其規律,可以從以下幾個方面采取控制措施。 8.1 選材 在環境溫度下,可以設計選用碳鋼設備裝載苛性堿,從強度、塑性和堿脆敏感性3方面綜合考慮,在最高溫度46℃的苛性堿溶液的環境中,也能夠選用碳鋼,C質量分數約為0.20%的鎮靜鋼 (20g)是最合適的碳鋼。 但是,當苛性堿溫度超過46℃時,碳鋼焊縫必須進行焊后熱處理,避免焊縫發生堿脆。在碳鋼中加入Ti等合金元素并進行相應的熱處理,也可有效地抑制堿脆的產生。 如,含質量分數0.73%的Ti(C,0.105%)鋼試樣,經650~750℃的保溫,然后爐冷,使到達斷裂時間從150h延長到1000h。按HG/T2058的7.8使用介質的限制,碳鋼和低合金鋼在NaOH 溶液中的使用溫度上限見下表。 8.2 降低殘余應力 盡量降低制造和裝配時產生殘余內應力的因素,如錯邊、角變形等,并防止生成空隙。從這個角度考慮,焊接結構優于鉚接結構。即使是鉚接結構,也可以采取一些措施減少局部的不均衡內應力,如鉚接孔的均勻排列,避免過大的鉚接壓力等。 殘余應力是造成堿脆的主要因素,宜采取低線能量、焊前預熱、適當的焊接順序、方向和進行層間錘擊等焊接工藝措施,降低焊接接頭的焊接殘余應力。冷成型部件和焊接結構制造后熱處理消除應力是一種防止堿脆的有效措施。 常用程序是把工件加熱到預先確定的溫度,并保持足夠長的時間,使殘余應力減少到可以接受的程度。這項操作與時間及溫度有關,正常情況下,要以較慢的速度冷卻,以免產生新的應力。 碳鋼和低合金鋼焊后去應力退火溫度不低于620℃,并按照1h/25mm (厚度)計算保溫時間。下表是煉廠用鋼常用的焊后熱處理溫度范圍,硬度值可以作為熱處理效果的判據。 合理布置焊縫,盡可能減少焊縫數量和長度。選擇合適的焊接接頭形式,合理選擇裝配程序,采用預留收縮余量法、反變形法、剛性固定法等預防焊接變形;先焊短焊縫,再焊長焊縫等措施減少焊接接頭的殘余應力和組裝應力。 8.3 加入緩蝕劑 常用的有Na3PO4、NaNO2、NaNO3、Na2SO4等,使用量根據實驗結果確定,如阻止堿脆NaNO4/NaOH比值只要大于0.4, Na2SO4/NaOH需要大于5。NaNO2對阻止堿脆非常有效。 8.4 降低使用溫度 盡可能降低作業溫度,如間歇使用盤管加熱,應保持溫度≤46℃。 8.5 防止濃縮 在設計時,采取措施減少或防止堿液局部濃度升高或反復蒸發濃縮是防止堿脆的有效措施。 防范措施 主要管線和設備更換不銹鋼304材質,提高堿脆的溫度破裂區域溫度。根據下圖可以看出304不銹鋼的堿脆破裂溫度超過120°C。參考NACE煉化培訓教程,在煉廠中在溫度最高66℃的NaOH溶液中,可以使用碳鋼,但是當溫度超過66℃時,碳鋼焊縫必須進行焊后熱處理,避免焊縫發生應力腐蝕開裂。奧氏體不銹鋼,如304,可以用在溫度達83℃的環境中,若使用溫度更高,需采用鎳基合金或鎳200(N02200)。當高溫條件下溶液中存在硫化物時,應使用鎳201(N02201)。 304不銹鋼產生堿脆的濃度與溫度的關系 盡可能減少蒸氣伴熱的投用時間,降低堿脆風險。 對主管線及設備在使用前進行整體熱處理,消除應力集中現象,避免堿脆發生。 如何防止堿脆? 1、選材 在環境溫度下,可以設計選用碳鋼設備裝載苛性堿,從強度、塑性和堿脆敏感性3方面綜合考慮,在最高溫度46℃的苛性堿溶液的環境中,也能夠選用碳鋼,C質量分數約為0.20%的鎮靜鋼 (20g)是最合適的碳鋼。 但是,當苛性堿溫度超過46℃ 時,碳鋼焊縫必須進行焊后熱處理,避免焊縫發生堿脆。在碳鋼中加入Ti等合金元素并進行相應的熱處理,也可有效地抑制堿脆的產生。 如,含質量分數0.73%的Ti ( C 質量分數0.105%)鋼試樣,經650~750℃的保溫,然后爐冷,使到達斷裂時間從150h延長到1000h 。按HG/T20581的7.8使用介質的限制,碳鋼和低合金鋼在NaOH溶液中的使用溫度上限見下表。 2、降低殘余應力 盡量降低制造和裝配時產生殘余內應力的因素,如錯邊、角變形等,并防止生成空隙。從這個角度考慮,焊接結構優于鉚接結構。即使是鉚接結構,也可以采取一些措施減少局部的不均衡內應力,如鉚接孔的均勻排列,避免過大的鉚接壓力等。 殘余應力是造成堿脆的主要因素,宜采取低線能量、焊前預熱、適當的焊接順序、方向和進行層間錘擊等焊接工藝措施,降低焊接接頭的焊接殘余應力。冷成型部件和焊接結構制造后熱處理消除應力是一種防止堿脆的有效措施。 常用程序是把工件加熱到預先確定的溫度,并保持足夠長的時間,使殘余應力減少到可以接受的程度。這項操作與時間及溫度有關,正常情況下,要以較慢的速度冷卻,以免產生新的應力。 碳鋼和低合金鋼焊后去應力退火溫度不低于620℃ ,并按照 1h/25mm (厚度)計算保溫時間。下表是煉廠用鋼常用的焊后熱處理溫度范圍,硬度值可以作為熱處理效果的判據。 合理布置焊縫,盡可能減少焊縫數量和長度。選擇合適的焊接接頭形式,合理選擇裝配程序,采用預留收縮余量法、反變形法、剛性固定法等預防焊接變形;先焊短焊縫,再焊長焊縫等措施減少焊接接頭的殘余應力和組裝應力。 3、加入緩蝕劑 常用的有Na3PO4、NaNO3、NaNO2、Na2SO4等,使用量根據實驗結果確定,如,阻止堿脆NaNO3/NaOH比值只要大于0.4,Na2SO4/NaOH需要大于5。NaNO2對阻止堿脆非常有效。 4、降低使用溫度 盡可能降低作業溫度,如間歇使用盤管加熱,應保持溫度 ≤46℃ 。 5、防止濃縮 在設計時,采取措施減少或防止堿液局部濃度升高或反復蒸發濃縮是防止堿脆的有效措施。 6、防范措施 主要管線和設備更換不銹鋼304材質,提高堿脆的溫度破裂區域溫度。根據下圖可以看出304不銹鋼的堿脆破裂溫度超過120°C。 SUS304不銹鋼材料產生堿脆的燒堿濃度與穩定的關系 盡可能減少蒸氣伴熱的投用時間,降低堿脆風險。對主管線及設備在使用前進行整體熱處理,消除應力集中現象,避免堿脆發生。




免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”