
金屬所:新型成形技術(shù)!無(wú)需熱處理即可提高材料室溫塑性!
2018-06-11 12:35:29
作者:本網(wǎng)整理 來(lái)源:材料科學(xué)與工程
分享至:


最近,中國(guó)科學(xué)院金屬研究所塑性加工先進(jìn)技術(shù)課題組在鋁合金板材高應(yīng)變率沖擊液壓成形技術(shù)與裝備方面取得系列進(jìn)展,有望推動(dòng)和提升我國(guó)航空鈑金制造業(yè)發(fā)展水平。
航空航天裝備中,鈑金類零件占總零部件數(shù)量、制造工作量占全機(jī)工作量均在20%以上。針對(duì)目前航空領(lǐng)域?qū)︹k金零件的輕量化及整體化發(fā)展的迫切需求,具有凸臺(tái)、加強(qiáng)筋和小圓角等小特征結(jié)構(gòu)的鋁、鎂、鈦輕質(zhì)合金復(fù)雜異型薄壁鈑金零件的制造已成為推動(dòng)大型飛機(jī)水平提升亟待解決的重要問(wèn)題。
航空用高強(qiáng)鋁、鎂、鈦等輕質(zhì)合金塑性差,成形過(guò)程中容易起皺和開(kāi)裂。我國(guó)一直沿襲前蘇聯(lián)的落錘成形技術(shù),落錘成形需通過(guò)模具壓制與人工結(jié)合,通過(guò)錘擊、墊橡膠等方式進(jìn)行多道次壓制和人工輔助加工成形,以消除起皺并通過(guò)人工手動(dòng)工序控制材料流動(dòng)以防止破裂發(fā)生,要求操作者具有豐富的加工經(jīng)驗(yàn)和技術(shù)技巧。落錘成形由于是剛性模成形,成形零件會(huì)有劃痕等缺陷,成品率不高,零件精度及一致性差,材料利用率低,模具壽命較低,勞動(dòng)條件和安全性差。
針對(duì)上述復(fù)雜航空鈑金零件制造過(guò)程中的問(wèn)題及我國(guó)大飛機(jī)行業(yè)的發(fā)展需求,金屬所塑性加工先進(jìn)技術(shù)團(tuán)隊(duì)博士生馬彥、副研究員徐勇及研究員張士宏等人與沈飛、成飛和河南興迪公司合作,通過(guò)將充液拉深成形技術(shù)與高速?zèng)_擊成形技術(shù)相結(jié)合,提出了一種新型沖擊液壓成形技術(shù)。
課題組完成了從理論分析、設(shè)備研制到工藝驗(yàn)證的全鏈條研究。通過(guò)霍普金森拉桿實(shí)驗(yàn)研究發(fā)現(xiàn),5A06鋁合金單向拉伸試件在高應(yīng)變速率條件下(2.7×103s-1)的延伸率相比于準(zhǔn)靜態(tài)條件增加了40%。課題組自行設(shè)計(jì)了一臺(tái)板材沖擊液壓成形極限試驗(yàn)裝置,發(fā)現(xiàn)5A06鋁合金板件的沖擊液壓成形極限相比于準(zhǔn)靜態(tài)液壓成形極限得到了大幅提高。通過(guò)自行設(shè)計(jì)的沖擊液壓成形物理模擬實(shí)驗(yàn)裝置,對(duì)沖擊液壓成形的沖擊傳載特性及設(shè)備關(guān)鍵工藝參數(shù)進(jìn)行了理論和實(shí)驗(yàn)研究。研究發(fā)現(xiàn),該工藝同樣適用于鋁合金、鋁鋰合金、鎂合金、鈦合金等。
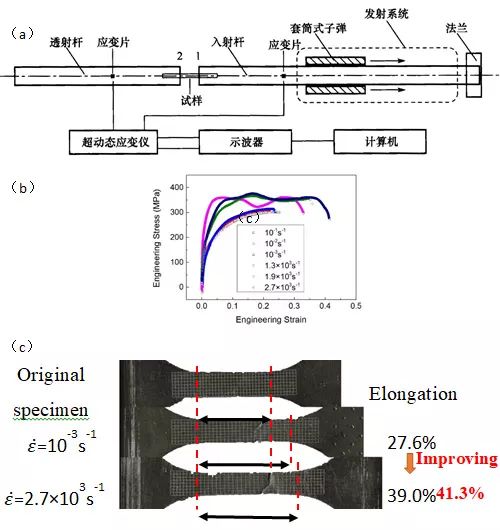
圖1(a)霍普金森拉桿實(shí)驗(yàn)裝置;(b)5A06高應(yīng)變速率應(yīng)力應(yīng)變曲線;(c)高應(yīng)變速率拉伸和準(zhǔn)靜態(tài)拉伸延伸率對(duì)比
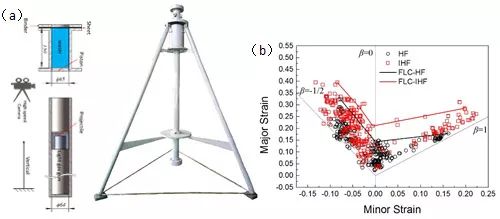
圖2 (a)5A06高應(yīng)變速率板成形極限測(cè)試原理及實(shí)驗(yàn)裝置;(b)沖擊液壓成形極限曲線和準(zhǔn)靜態(tài)液壓成形極限曲線
基于以上研究,課題組自主研發(fā)了新型沖擊液壓成形專用設(shè)備。該設(shè)備采用液壓蓄能器組合結(jié)構(gòu)實(shí)現(xiàn)了大質(zhì)量沖擊體的高能高速驅(qū)動(dòng)及控制,是該設(shè)備的核心專利技術(shù)。由于采用了液體這一柔性成形介質(zhì),成形零件具有良好的表面質(zhì)量。通過(guò)室溫高應(yīng)變率成形,無(wú)需熱處理即可提高材料在室溫條件下的塑性。設(shè)備的最大沖擊能量200kJ,最高沖擊速度80m/s,具有適合于工業(yè)化應(yīng)用的自動(dòng)操作模式。該設(shè)備最大可用于500mm×500mm×3mm的鋁、鎂、鈦等低塑性合金的板材成形,也可用于需要同等成形能量的管材成形、汽車板件成形、板材與管材的沖孔等工序。
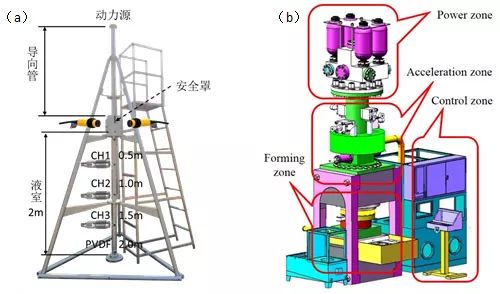
圖3 (a)沖擊液壓成形物理模擬實(shí)驗(yàn)裝置;(b)沖擊液壓成形設(shè)備原理
圖課題組已經(jīng)通過(guò)沖擊液壓成形技術(shù)成功實(shí)現(xiàn)了航空復(fù)雜薄壁口框零件的成形。該技術(shù)制造的口框零件具有更均勻的壁厚減薄率,更好的小圓角填充能力,并且能夠有效地抑制回彈。與現(xiàn)有落錘生產(chǎn)技術(shù)相比,該技術(shù)將傳統(tǒng)8道次以上的人工輔助制造過(guò)程改變?yōu)?道次的自動(dòng)化生產(chǎn)過(guò)程,無(wú)需中間工藝熱處理,提高了400%的生產(chǎn)效率。
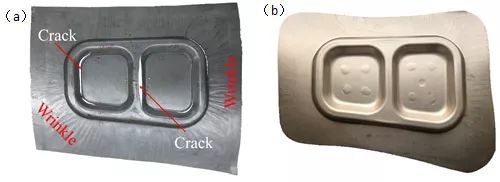
圖4 5A06鋁合金復(fù)雜薄壁口框零件(a)落壓成形;(b)沖擊液壓成形

圖5 沖擊液壓成形的2B06飛機(jī)板件,2道次,無(wú)中間熱處理,無(wú)人工,沖孔成形同模具一次完成
課題組還與白俄羅斯科學(xué)院和羅馬尼亞克盧日-納波利技術(shù)大學(xué)進(jìn)行合作,研制成功一臺(tái)全新原理的、世界上第一臺(tái)可以用于生產(chǎn)的沖擊液壓成形設(shè)備。
相關(guān)研究成果于5月2日在線發(fā)表在國(guó)際機(jī)械工程組織(The International Academy for Production Engineering,簡(jiǎn)稱CIRP)的會(huì)刊CIRP Annals—Manufacturing Technology(DOI:10.1016@j.cirp.2018.04.024)上,并應(yīng)邀在8月份東京舉辦的國(guó)際CIRP學(xué)術(shù)年會(huì)上作報(bào)告。CIRP是國(guó)際機(jī)械工程制造領(lǐng)域的核心權(quán)威專家組織,CIRP Annals是機(jī)械制造領(lǐng)域最權(quán)威的期刊(I F因子2.8以上)。該研究得到了中科院國(guó)際合作局、沈陽(yáng)市科技局等重點(diǎn)研發(fā)項(xiàng)目的支持。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國(guó)內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國(guó)腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:王元
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國(guó)腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 新型技術(shù), 塑性, 技術(shù)與裝備, 航空
相關(guān)文章

官方微信
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國(guó)腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):5768

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):4763