
三孚新材:電鍍中滲氫的產生及減少措施
2016-05-18 13:36:54
作者:鄧正平 來源:廣州三孚新材料科技股份有限公司
分享至:


滲氫是在電鍍、酸洗或陰極電解除油等表面處理過程中,氫以原子狀態滲入工件基體或鍍層中造成的。滲氫使金屬基體內應力增大,硬度及強度增加,塑性降低,嚴重的造成晶格歪扭,直至斷裂。若在基體上鍍覆,滲氫使鍍層變脆,甚至起泡、剝落或斷裂。金屬材料在氫和應力聯合作用下產生的早期脆斷現象就叫氫脆。
1 滲氫的危害及影響
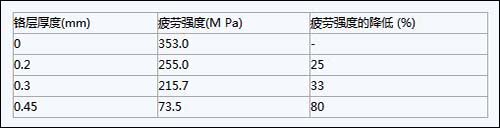
各種元素的原子大小不同,由于氫原子的滲入,使合金的晶格發生歪扭,內應力增大,從而使合金塑性變形阻力增大。滲氫的鋼件如不進行除氫處理,會大大降低鋼的疲勞強度和使用壽命。以鍍鉻為例:由于在鍍鉻過程中,陰極產生的氫氣,不僅會滲入鉻層晶格之間,而且會滲入被鍍的基體金屬中,增加了基體金屬的內應力,再加上鉻層與基體金屬的應力,這就大大降低了鋼的疲勞強度,如表1所示。當零件越薄時,危險性越大。產生的內應力隨著滲氫厚度的增加而增加,當達到一定程度時,會產生網狀裂紋,降低零件的疲勞強度。
表 1 鉻層厚度與疲勞強度的關系
表面處理過程中,氫原子除向內部擴散外,滲入金屬的氫原子還向表面擴散,而在金屬的缺陷處化合成氫分子。同時,氣態氫分子的壓力增加,在這些地方,壓力可達到很高的數值,以致使材料變壞,或受載力顯著增加。特別是高強度鋼或薄壁件、彈簧件對氫脆的敏感性較大。
2 滲氫的原因
2.1電鍍過程中滲氫
若電沉積在較高的陰極極化作用和較低的氫過電位進行時,那么,氫就會大量析出。對于不同的鍍種和工藝條件的不同,氫的析出量也不同。鍍層的不同的厚度處會含有不同量的氫。不同的鍍層吸收氫的程度也不相同。鉻鍍層的吸氫量較大(達0.45%,按鍍層重量百分比),鐵族金屬稍小些(達0.1%),鋅更小些(達0.001%~0.01%)。其它金屬的吸氫量更少,有的甚至不存在。
吳輝煌等測得了堿性鍍鋅條件下的滲氫電流曲線,其特征是滲氫電流開始急劇上升隨后下降,中間出現最大值[]。
2.2零件酸洗時滲氫
電位比氫電位更負的金屬,都有被酸溶液腐蝕的傾向,同時有氫的析出。如高強度鋼和高碳鋼酸處理時,若在酸濃度高的場合,短時間內就容易引起氫脆。
吳輝煌等測得了普通碳鋼材料在不同濃度鹽酸腐蝕溶液中的滲氫電流曲線[2]。結果表明,穩態滲氫電流隨酸濃度的增大而增大,這被解釋為酸濃度的提高加快了鋼的腐蝕,因而金屬表面上產生的氫原子數目增多,它們滲如金屬后勢必引起較大的滲氫電流。
2.3陰極電化學除油或陰極電化學腐蝕時滲氫
原理同2.1。
3 減少滲氫的措施或消除滲氫
3.1提高析氫的過電位
電鍍時使H+不易析出或很少析出。一切使得H+難以放電的因素,都能提高氫的過電位,也就使得陰極上析氫減少,從而減少滲氫。這些因素可歸納如下幾點:
①陰極材料的影響。不同材料的陰極(鍍件)有不同的析氫過電位。也就是說,氫在不同金屬材料上析出來的難易程度是不同的。例如:鑄鐵、高碳鋼、高合金鋼比低碳鋼及低合金鋼析氫量多,這是因為前者含有石墨、鎳、鉻、鈦等元素,降低了氫的過電位。鉛、鋅、鎘、錫作基體時,氫過電位較大;鈦、鈀、鉻作基體時,氫過電位小;鐵、鈷、鎳作基體時,氫過電位居中。以鍍鋅為例,氫在鋼鐵上要比在鋅層上析出容易得多,所以工件入槽后,氫氣泡首先在鋼鐵工件上析出,當鋅層覆蓋工件后,析氫量就很少了。
②陰極材料表面狀態的影響。噴砂的鋼鐵件和磨光、拋光的鋼鐵件,在電鍍時陰極上析氫量也不同。噴砂件表面粗糙,氫的過電位小,容易放電,所以析氫較多;而磨光、拋光件表面光滑,析氫就較少。在酸洗中容易“過腐蝕”的零件,特別是鑄鐵及高碳鋼零件,在電鍍時析氫特別多,金屬沉積速度緩慢,這是因為零件表面存在著游離的石墨即碳,使氫的過電位降低。若已采用強腐蝕而產生掛灰,可用鉻酸出光,以提高析氫過電位,減少陰極零件滲氫。
③陰極電流密度的影響。決定析氫量多少,或零件滲氫多少的,不只決定于氫過電位絕對值大小,還決定于氫的析出電位與金屬的析出電位的相對值大小以及它們隨陰極電流密度變化的程度。
④溶液pH值的影響。在酸性溶液中,氫的過電位隨pH值增大而變大,但在堿性溶液中則相反。在酸性溶液中,因為pH值增大后,電極表面附近氫離子的濃度相應降低,故氫的過電位增加。所以,對微酸性及微堿性電解液,控制值是很重要的如普通鍍鎳電解液pH值為4.0~5.2。
⑤添加劑的影響。有些添加劑能使氫的過電位增大,有些可使氫的過電位減小,因而影響析氫量。鋅酸鹽與鉀鹽鍍鋅所用的添加劑不同,它們的析氫量以鋅酸鹽為大,可見析氫量與添加劑有一定關系。
⑥電流效率的影響。電流效率高的電鍍液,如氯化物鍍鋅和鍍鎳電鍍液,其電流效率都很高,氫的過電位較大,析氫少;電流效率低的電鍍液,如鍍鉻電鍍液,氫的過電位較小,析氫大。相同鍍種不同工藝的電鍍液,電流效率也不同。鉀鹽鍍鋅比鋅酸鹽鍍鋅電流效率高,因而析氫量也比鋅酸鹽的少。
此外,鍍液中絡合劑的種類及數量,也會影響到氫的析出。一般來說,對金屬絡合力強的絡合劑的游離量增加時,析氫較多,電流效率降低。
3.2用化學除油代替陰極電化學除油
尤其是對薄壁及彈性零件、高溫合金零件效果明顯。
3.3用低濃度的酸,短時間處理。盡量采用常溫條件下的酸洗,鹽酸在常溫條件下同樣對氧化皮有較強的浸蝕能力,而對鋼鐵基體的浸蝕相對緩慢,故有利于減輕滲氫程度。
3.4使用緩蝕劑
在不能降低酸濃度和縮短處理時間的情況下緩蝕劑能吸附在裸露金屬的活性表面上,提高氫的過電位,從而減緩了金屬的腐蝕,減少滲氫。在酸洗液中加入0.2%左右的有機緩蝕劑如苯胺、硫脲或磺化蓖麻油,就能有效地抑制金屬的腐蝕。
倘若改變緩蝕劑的品種和用量并進行類似的測定,即滲氫電流與腐蝕液種類、濃度的測定,便可根據滲氫電流值的大小來確定最佳酸洗條件[2]。
3.5進行噴砂、拋光等機械處理
為了避免長時間的酸處理,機械處理可以防止零件滲氫。
3.6酸處理后用高溫堿液浸漬。
此法可將零件吸收的H2逐出[3]。
3.7酸溶液脫氧
含溶解氧或暴露在空氣中的酸溶液,一般比無氧酸溶液中的腐蝕性更大,滲氫更多。所以,脫去酸溶液中的氧,將使其腐蝕性及滲氫量減小[4]。
3.8電鍍后進行除氫處理
①一般鋼零件:180~220℃,2~3h。
②滲碳、氰化件、細鋼絲:140~160℃,2h。
③精密件、復雜組合件及銅合金組合件。在航空潤滑油中于140~160℃,保溫2h。
④帶錫焊的鍍鋅件:140~160℃,2h。
除氫后,可使鍍層和基體的脆性減小,韌性增加,并使鍍層和基體的結合力得到改善。
4.結語
滲氫對基體和鍍層都有很大的危害,特別是氫脆很少在電鍍完工后出現,但存放到一定時間就會“爆發”,所以其隱蔽性很強,往往被忽視。電鍍時,只要加強重視,選擇能夠避免或減少滲氫的工藝流程,嚴格控制工藝規范,進行鍍后處理,滲氫還是可以減少和預防的。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:劉洋
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8135

腐蝕與“海上絲綢之路”
點擊數:6475