
六校聯合鎂合金頂刊綜述:鎂合金增材制造的最新進展與展望
2022-06-29 17:07:47
作者:材料學網 來源:材料學網
分享至:


鎂合金在輕量化和先進設備的背景下仍然至關重要。鎂(Mg)的利用率逐年增加,表明對其鎂基合金的需求不斷增長。增材制造(AM)提供了直接制造網形組件的可能性,為使用鎂合金提供了新的可能性和應用,并為利用“3D打印”帶來的新型物理結構提供了新的前景。
澳大利亞國立大學、新加坡制造技術研究所、中國湖南大學、美國麻省理工學院等六所國內外研究機構在綜述論文中全面探索了鎂合金增材制造,包括所用工藝和測量性能(與常規制備的鎂合金進行比較),增材制造鎂合金的挑戰和可能性在機械冶金領域得到了批判性的闡述。
本期谷.專欄將分享這一綜述論文所探討的主要內容。
▲論文鏈接:
https://www.sciencedirect.com/science/article/pii/S2213956722000688#fig0011Recent
鎂合金增材制造的應用價值限制以及突破
鎂(Mg)具有最低的密度(1.74克/厘米)3),其密度約為鋁合金的65%,鈦的密度的38%,鋼的密度的25%。鎂合金的高比強度使其成為汽車、消費電子和航空航天應用中輕量化的有吸引力的材料。鎂合金也是可生物降解的,并且具有類似于人體骨骼的彈性模量(?45 GPa)。鎂離子(毫克)2+)是人體內許多生化反應所必需的,它們增強新陳代謝并介導成骨細胞增殖。因此,鎂合金也被考慮用于醫療領域,例如骨科,頜面應用和心臟病學。迄今為止,>95%的鎂合金產品是通過鑄造(包括壓力壓鑄)生產的,而鍛造鎂合金的應用有限,主要是由于在室溫下成型性和加工性不足。
鎂合金的增材制造(AM)在材料界越來越受到關注,因為增材制造使傳統制造無法實現的設計能力,并且可能還有迄今未知的材料性能。增材制造具有幾個獨特的優勢,例如設計自由度(和拓撲優化)、最小的資源浪費和更少的能源使用。此外,增材制造克服了傳統制造路線的局限性。高精度生產復雜內部和外部幾何形狀的能力使開發精確的幾何特征成為可能(參見圖1中的復雜晶格幾何形狀)。設計自由度使人們能夠通過拓撲優化和使用自由空間作為設計變量,使最輕的工程金屬更輕。

圖 1. 激光粉末床熔化增材制造設備制備的:“Mg”形狀的晶格結構,材料為Mg合金WE43(圖片由Meotec GmbH和Dr.M. Esmaily提供)。
此外,如果用作生物材料,具有大表面積的組分將促進細胞生長,增殖和骨再生;或者如果用作Mg電極,則提供顯著的反應區域。鎂合金增材制造技術有望滿足骨科和血管外科對高性能可生物降解植入物的高需求,并使制造患者專用和拓撲優化的植入物在技術上可行。對工藝參數的精確控制可以生產出具有定制微觀結構和性能的合金。最近的研究已經證明了這一點,這些研究報告使用各種增材制造技術成功生產了具有增強性能的新型Al,Fe和Ti基合金。
3D科學谷
迄今為止,增材制造鎂合金領域的研究一直受到限制。這可能部分是由于鎂(在大氣條件下)的反應性質,除了有關鎂粉的氧化,蒸發和處理的其他問題外,還引起了健康和安全問題。
然而,正如自2010年以來的研究成果(圖2)所示,激光粉末床熔化(LPBF)增材制造過程中的風險控制已經顯示出顯著的進步,可安全地制造不同成分的鎂合金。
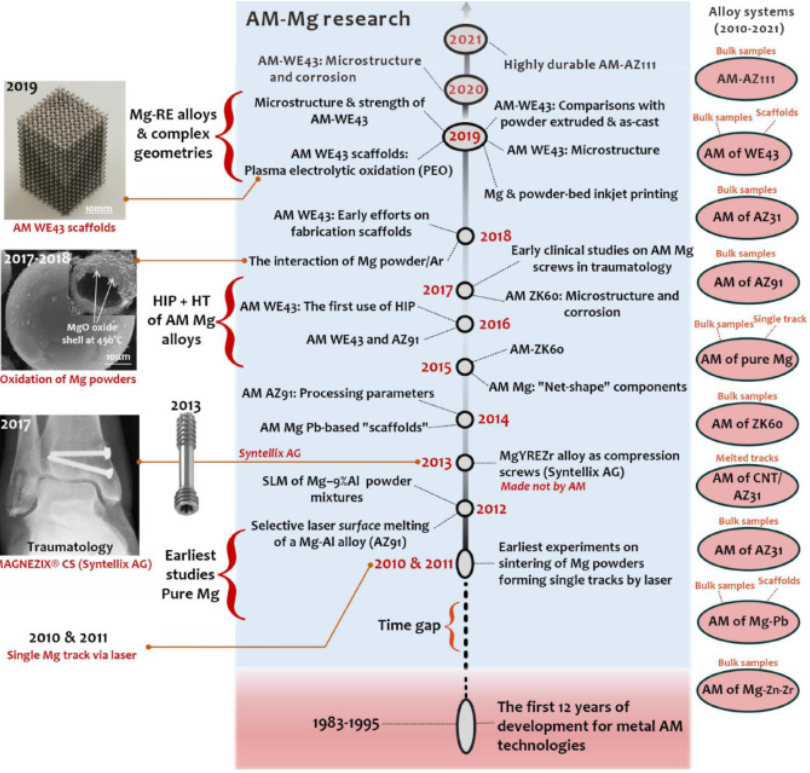
圖 2. 時間軸顯示了鎂金屬粉末增材制造研究和開發的歷史背景,揭示了鎂/鎂合金增材制造科學研究的里程碑。
需要采取的防護措施包括:(1)在防火安全儲罐中處理/儲存鎂合金粉末并適量;(2)對可能需要采取控制措施的人員培訓進行培訓;(3)準備和清潔LPBF 增材制造設備的過濾器和處理室,包括去除靜電放電等所有潛在的點火原因;(4)在增材制造之前和期間控制反應氣體。
除了安全問題外,另一個限制激光粉末床熔化鎂合金增材制造發展的問題是Mg粉末的質量一致性。Mg粉末的性質不斷變化,因此制造人員難以找到固定的LPBF 3D打印參數。
除了基于激光粉末的增材制造外,增材制造界還探索了多種鎂合金增材制造方法,包括基于粘結劑噴射/材料擠出工藝的間接金屬增材制造技術,線弧增材制造(WAAM)技術,攪拌摩擦加工和噴墨方法。盡管其中有的方法是否可以被視為“增材制造” 仍存在爭議,但本綜述研究團隊仍然接受這些技術在一般意義上遵循“增材制造”策略,因此在研究中也將這些技術納入了綜述。
根據本綜述論文的報道,盡管目前業界已經發表了關于鎂增材制造的綜合綜述,但鎂合金增材制造中的成分 -加工-微觀結構-性質關系尚未得到系統的探索(或建立)。造成這種情況的一個主要原因是增材制造鎂合金的微觀結構 - 性能關系的結果在不同的報告中揭示了一些差異。本綜述目的是總結增材制造鎂合金的最新進展,系統地研究和批判性地分析迄今為止報告的結果;并揭示控制增材制造鎂合金微觀結構和性質的關鍵因素;討論鎂合金增材制造面臨的一些挑戰,并提供未來的展望。
本綜述論文指出,在眾多增材制造技術路線中,實際生產中的應用將與生產路線的選擇相關。例如,除激光粉末床熔化增材制造工藝以外,大多數增材制造鎂合金制造技術不適合生物醫學應用。相反,基于激光粉末床熔化工藝的鎂合金增材制造在尺寸上受到了限制。
綜述論文指出,增材制造鎂合金的前景是巨大的,但目前仍然存在許多有待研究的問題。其中一個例子,是增材制造鎂合金的延展性是否受到位錯密度或殘余應力的不利影響?是否對增材制造鎂合金的位錯密度進行了適當的研究,以及如何與其他六方合金(如鈦合金)相比性能?在總是發生一些蒸發的情況下,激光粉末床熔化增材制造鎂合金的凝固將是怎樣的?
激光粉末床熔化鎂合金增材制造技術
l LPBF 鎂合金增材制造的特點
綜述論文談到了激光粉末床熔化工藝中鎂合金存在的較低蒸發溫度問題,Mg 的蒸發點為 1091°C,而 Al 和 Ti 的蒸發點分別為 2470°C 和 3287°C,并談到了鎂合金的這一特點對工藝參數的影響。
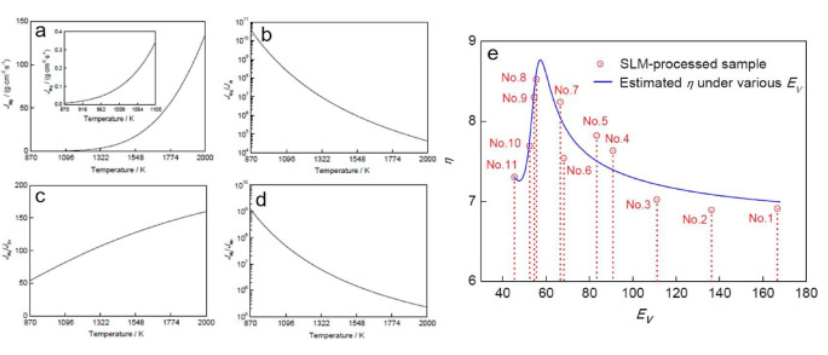
圖 4. 鎂的蒸發速率和各種溫度下AZ91D熔池中的合金元素比(分別為Al、Zn和Mn的蒸發速率)。
除了蒸發之外,孔隙度也是所有激光粉末床熔化增材制造金屬材料所需要考慮的共同問題。綜述論文總結了,工藝參數對鎂合金孔隙率的影響。
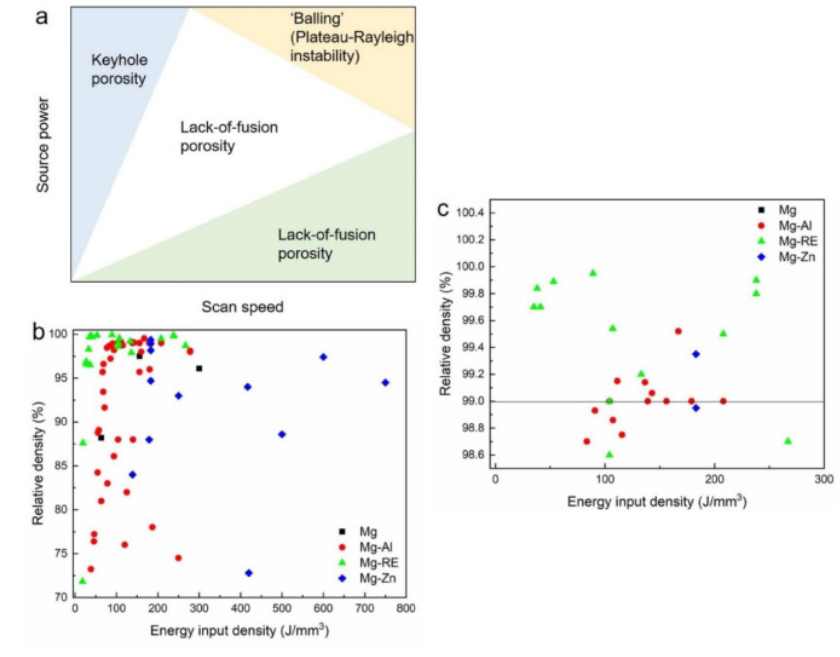
圖 5.(a) 加工窗口和相關缺陷的示意圖,(b) 迄今為止報告的 LPBF增材制造鎂合金能量輸入密度函數的相對密度和(c)相對密度高(≥99%)的樣本。
孔隙是不可避免的,因此一定程度的孔隙是可以接受的,但必須避免熱撕裂和裂紋。
l LPBF 鎂合金材料系統
與鑄造和鍛造合金相比,增材制造鎂合金的牌號要少的多。主要原因是增材制造霧化預合金粉末的材料成本明顯高出鑄造或鍛造合金成本。目前,用于增材制造的商業化鎂金屬粉末材料包括純鎂、AZ91 和 WE43,這些材料具有較大的市場需求,更好的可打印性以及結構和生物醫學應用的性能。
純鎂材料
綜述論文談到,重慶大學的研究團隊報道過由 LPBF 生產的第一個塊狀純鎂,該研究使用了兩種不同尺寸(26 和 43 ?m)的球形粉末。材料由唐山威豪鎂粉有限公司提供,該公司為中國的 LPBF 研究提供了大部分粉末。
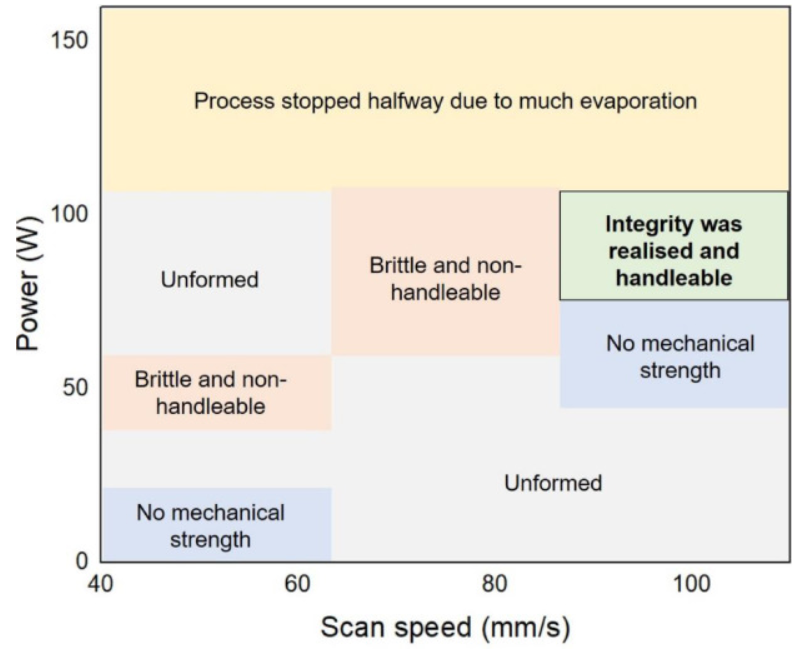
圖 6.LPBF中純Mg的工藝窗口。
鎂鋁基合金材料
綜述論文還探究了學術界對于 LPBF 鎂鋁基合金 AZ31 低孔隙率水平的研究,有的研究中,達到了低孔隙率水平 (<0.5%) 。AZ61和AZ91 兩種鎂鋁基增材制造鎂合金中也實現了如此低的孔隙率水平,證明了Mg-Al 鎂鋁基合金的可接受的“可打印性”。
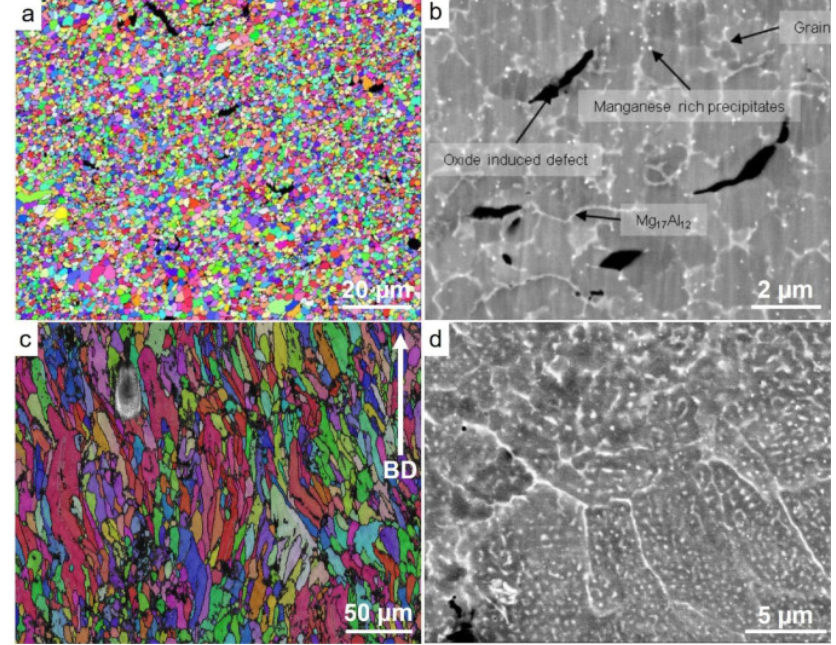
圖 7.LPBF-AZ91合金的EBSD方向圖和SEM圖像
鎂稀土基合金
在鎂稀土基合金Mg-RE系統中,WE43合金的增材制造在生物醫學植入物應用中得到了最廣泛的研究。如前所述,WE43合金具有良好的打印適性,與AZ91合金相比,它具有更大的加工窗口來實現低孔隙率。此外,WE43具有生物相容性,在可生物降解的植入物(如支架)方面引起了更多關注。
鎂鋅基合金
與Mg-Al和Mg-RE合金相比,盡管鋅具有生物相容性,但Mg-Zn基合金受到的關注要少得多。最重要的原因是鎂鋅基合金Mg-Zn合金的“可打印性”比 Mg-Al和Mg-RE合金差得多,因為Mg-Zn的共晶溫度低得多,約為 325°C,因此凝固范圍大。只有當鋅濃度非常低(例如 ≤1 wt.%)或非常高(例如 ≥12 wt.%)時,才能實現可接受的低孔隙率 。
除了以上談到的Mg-Al、Mg-RE和Mg-Zn 基合金外,綜述論文還研究了 Mg-Ca(預合金粉末)和 Mg-Sn 基合金(混合粉末)。預計這些材料比 Mg-Zn 合金具有更好的“可打印性”,因為它們都具有 Mg-Zn合金更高的共晶溫度(Mg-Ca 為 510°C,Mg-Sn 為 466°C)和更窄的凝固范圍。步結果看起來兩種合金都顯示出精細的微觀結構,但仍需要提供更全面的研究來了解凝固行為、微觀結構演變以及機械和電化學性能。

圖 9.(a) 激光增材制造的鎂合金相對于鑄造合金和鍛造(軋制和擠壓)合金的拉伸性能。拉伸斷裂面為(b)Mg-9Al 和(c)WE43 。

圖10. Mg-Zn-Zr 粉末粘結劑噴射3D打印(a)層厚為100μm且溶液飽和度為70的3D打印生胚樣件,(b)生胚中的固體顆粒間橋,使Mg粉末顆粒的快速形成3D成為可能(c)Mg-Zn-Zr 3D打印生胚和已燒結部件的化學分析顯示燒結樣品中原料的化學成分零和變化。
綜述論文還探討了LPBF增材制造鎂合金的性能,包括拉伸性能、電化學耐久性、生物相容性。并在接下來探討了,粘結劑噴射/材料擠出鎂合金間接金屬3D打印等其他增材制造技術。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8148

腐蝕與“海上絲綢之路”
點擊數:6486