
西北工大《JMST》綜述:全面回顧高強(qiáng)度金屬冷噴涂增材制造:方法、機(jī)理和性能!
2023-07-13 15:22:52
作者:材料學(xué)網(wǎng) 來源:材料學(xué)網(wǎng)
分享至:


導(dǎo)讀:冷噴涂作為一種固態(tài)增材制造工藝,引起了科學(xué)界和工業(yè)界的越來越多的關(guān)注。然而,與傳統(tǒng)制造和熔融基于添加制造相比,冷噴涂沉積物在其制造狀態(tài)下通常具有不利的力學(xué)性能,這是由于沉積物中固有的微觀結(jié)構(gòu)缺陷(例如孔隙性和不完全的顆粒間結(jié)合)所導(dǎo)致的。這個缺點(diǎn)降低了它的競爭力,并限制了它作為一種增材制造工藝的廣泛應(yīng)用。在過去的幾年里,許多強(qiáng)化技術(shù)已經(jīng)被開發(fā)或引入,以改善冷噴涂沉積物的微觀結(jié)構(gòu)和力學(xué)性能。本文中的“強(qiáng)化”一詞特指改善冷噴涂塊體沉積物的機(jī)械強(qiáng)度,特別是抗拉強(qiáng)度。根據(jù)在冷噴涂過程中使用強(qiáng)化技術(shù)的階段,它們可以分為三類:預(yù)處理(即粉末熱處理),過程中(即粉末預(yù)熱、原位微鍛熱噴涂、激光輔助冷噴涂)和后處理(即后熱處理、熱等靜壓、熱軋、摩擦攪拌加工)。因此,對這些強(qiáng)化技術(shù)進(jìn)行全面回顧,以闡明強(qiáng)化機(jī)制與結(jié)果沉積物微觀結(jié)構(gòu)和力學(xué)性能之間可能的相關(guān)性。本綜述旨在幫助研究人員和工程師充分理解不同的強(qiáng)化方法,并為冷噴涂社區(qū)提供指導(dǎo),以開發(fā)未來高質(zhì)量大規(guī)模生產(chǎn)的新的強(qiáng)化策略。
冷噴涂是一種固態(tài)材料沉積工藝,最早在1980年代開發(fā)出來。在這個過程中,利用加壓氣體(如空氣、氮?dú)饣蚝猓┰诟邷叵伦鳛橥七M(jìn)氣體,通過一個特殊設(shè)計的收斂-擴(kuò)張噴嘴將金屬甚至陶瓷粉末原料加速到速度從300到1200 m/s。當(dāng)這些高速粉末顆粒撞擊基底表面時,它們經(jīng)歷嚴(yán)重的塑性變形,然后沉積形成薄涂層或塊體沉積物。冷噴涂沉積物的形成主要依靠撞擊前的顆粒動能而非熱能,因此在整個沉積過程中,冷噴涂顆粒始終保持固態(tài)。顆粒的固化主要通過機(jī)械咬合和顆粒間界面的局部冶金結(jié)合實(shí)現(xiàn)。
增材制造是一種通過逐層構(gòu)建直接從數(shù)字文件中生產(chǎn)出凈或接近凈形狀的零件的過程。在過去的幾年里,冷噴涂已成功發(fā)展為一種固態(tài)增材制造技術(shù)。作為增材制造家族的新成員,冷噴涂可以制造出獨(dú)立的金屬零件,并恢復(fù)受損的金屬零件。與常用的基于熔融的增材制造技術(shù)相比,冷噴涂具有許多獨(dú)特優(yōu)勢,如生產(chǎn)時間較短、產(chǎn)品尺寸無限制、熱效應(yīng)較低和靈活性較高。有關(guān)冷噴涂增材制造與其他基于熔融的增材制造工藝之間的詳細(xì)比較可以在作者之前的綜述工作中找到。然而,冷噴涂的主要缺點(diǎn)是制造過程中沉積物的強(qiáng)度和延展性不足。圖1對比了制造過程中銅和鈦沉積物的代表性強(qiáng)度和延展性與其他工藝制造的銅和鈦塊材料的數(shù)據(jù)。文獻(xiàn)中提供了更多冷噴涂沉積物的力學(xué)性能數(shù)據(jù)。
幾乎所有冷噴涂沉積物的力學(xué)性能在制造狀態(tài)下都不理想,無論使用何種冷噴涂系統(tǒng)、氣體參數(shù)(壓力、溫度和種類)、粉末供給速率、噴嘴掃描策略(掃描步長、噴嘴遍歷速度和掃描模式)以及試樣制備(尺寸、測試裝置和取向)。雖然使用更高的氣體壓力或溫度,或者使用氦氣作為推進(jìn)氣體,可以在一定程度上改善沉積物的強(qiáng)度和延展性,但這種改善還不足以從實(shí)際工業(yè)應(yīng)用的角度得到令人滿意的冷噴涂沉積物。較差的力學(xué)性能明顯減緩了冷噴涂作為一種快速高效的增材制造工藝向進(jìn)一步發(fā)展和工業(yè)化的步伐。西北工業(yè)大學(xué)李文亞教授團(tuán)隊(duì)相關(guān)研究成果以題“Towards high-strength cold spray additive manufactured metals: methods, mechanisms, and properties”發(fā)表在Journal of Materials Science & Technology上。
鏈接:https://www.sciencedirect.com/science/article/pii/S1005030223005479
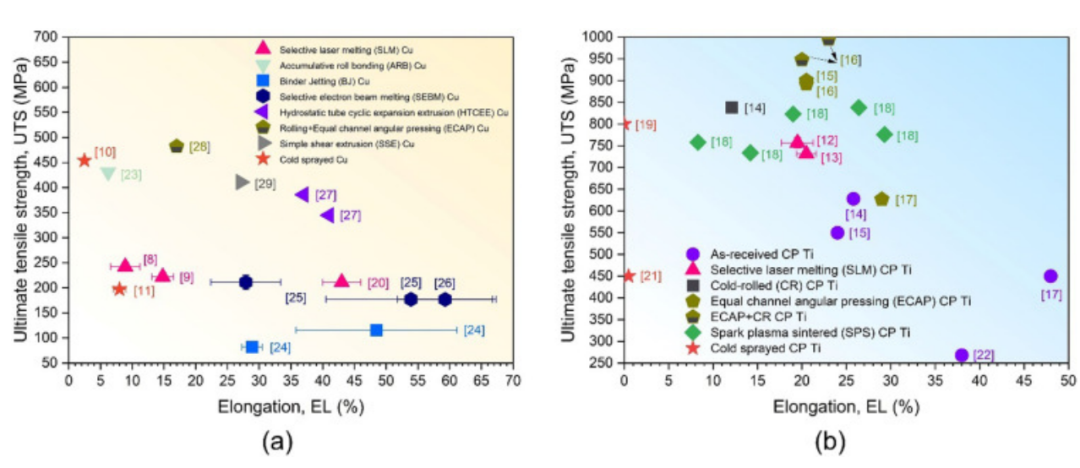
圖1 冷噴涂沉積層的力學(xué)性能與其他工藝制備的塊狀沉積層的數(shù)據(jù)比較:( a ) Cu和( b ) Ti。
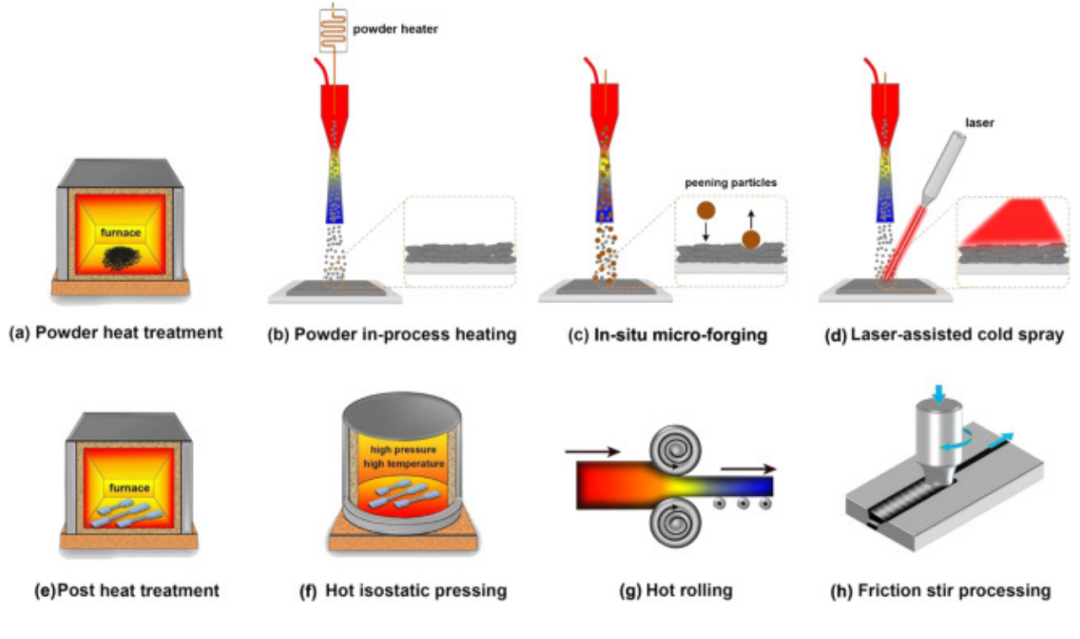
圖2 冷噴涂沉積層可用的強(qiáng)化技術(shù)示意圖。根據(jù)這些強(qiáng)化技術(shù)在冷噴涂過程中應(yīng)用的階段,將強(qiáng)化技術(shù)分為事前、事中和事后3類。( a )粉末熱處理,( b )工藝粉末預(yù)熱,( c )原位微鍛造,( d )激光輔助冷噴涂,( e )后處理,( f )熱等靜壓,( g )熱軋,( h )攪拌摩擦加工。

圖3 氣霧化粉末與熱處理粉末的比較。( a )具有樹突狀細(xì)胞的不均勻晶粒的氣霧化Al 6061粉末和具有粗大晶粒的熱處理粉末的EBSD表征,( b )氣霧化和固溶熱處理Al 7075顆粒在Al 6061 - T6基體上的沖擊形貌,( c )由氣霧化和熱處理粉末制備的冷噴涂Al - 2Cu沉積層的SEM圖像和EBSD結(jié)果,( d )由氣霧化和熱處理粉末制備的兩種Al 6061沉積層的應(yīng)力-應(yīng)變曲線。

圖4 對比了有、無粉末預(yù)熱的冷噴涂沉積層的微觀組織和力學(xué)性能。( a ) Ti基體上Ti沉積層的SEM照片,( b ) Fe沉積層的代表性拉伸應(yīng)力-應(yīng)變曲線,( c ) Fe沉積層的EBSD表征結(jié)果。
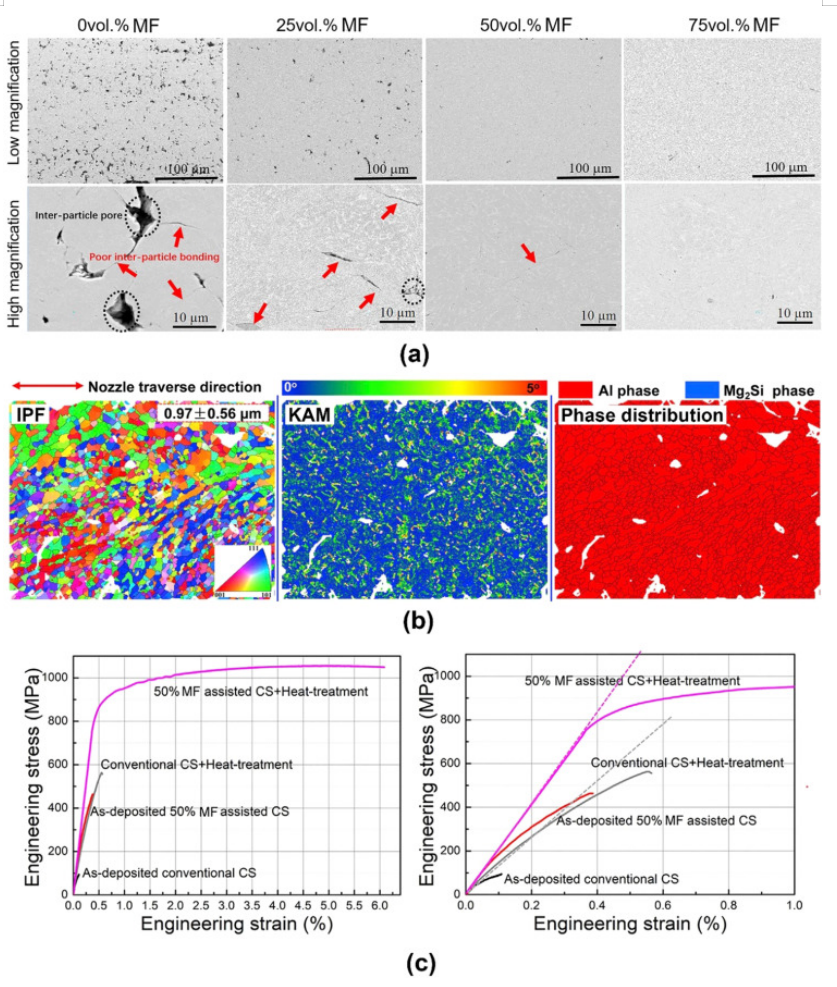
圖5 原位微鍛造輔助冷噴涂制備沉積層的微觀組織和力學(xué)性能。( a )不同Inconel粉末與微鍛造顆粒混合比例下原位微鍛造輔助冷噴涂制備的Inconel 718沉積層的橫截面顯微組織,( b )原位微鍛造輔助冷噴涂制備的Al 6061沉積層的EBSD結(jié)果,( c )原位微鍛造和未原位微鍛造制備的冷噴涂Inconel 718沉積層的應(yīng)力-應(yīng)變曲線。

圖6 通過激光輔助冷噴涂( LACS )和傳統(tǒng)冷噴涂制備的沉積層的微觀結(jié)構(gòu)和物相。( a ) Cu - Al2O3沉積層的截面形貌;( b ) Cu沉積層的刻蝕截面微結(jié)構(gòu);( c )鈷鉻合金- 6粉末和相應(yīng)的LACS沉積層的XRD圖譜;( d ) AISI 4340鋼沉積層的EBSD反極圖( IPF );( e )鋼管上的LACS Ti沉積層。

圖7 不同冷噴涂沉積層在其制備態(tài)和退火處理態(tài)的微觀結(jié)構(gòu)和力學(xué)性能。( a )冷噴涂Ti6Al4V沉積層準(zhǔn)原位觀察;在不同退火溫度下獲得了多孔沉積層和致密沉積層,( b )冷噴涂Cu沉積層在350℃退火處理1 h前后的EBSD IPF和晶界圖,( c )冷噴涂Al 6061沉積層在450℃退火處理45 min前后的TEM照片,( d )冷噴涂Al、Cu、Ti和不銹鋼316沉積層在不同退火溫度下的應(yīng)力-應(yīng)變曲線。AF指的是預(yù)制的;AT指退火處理。
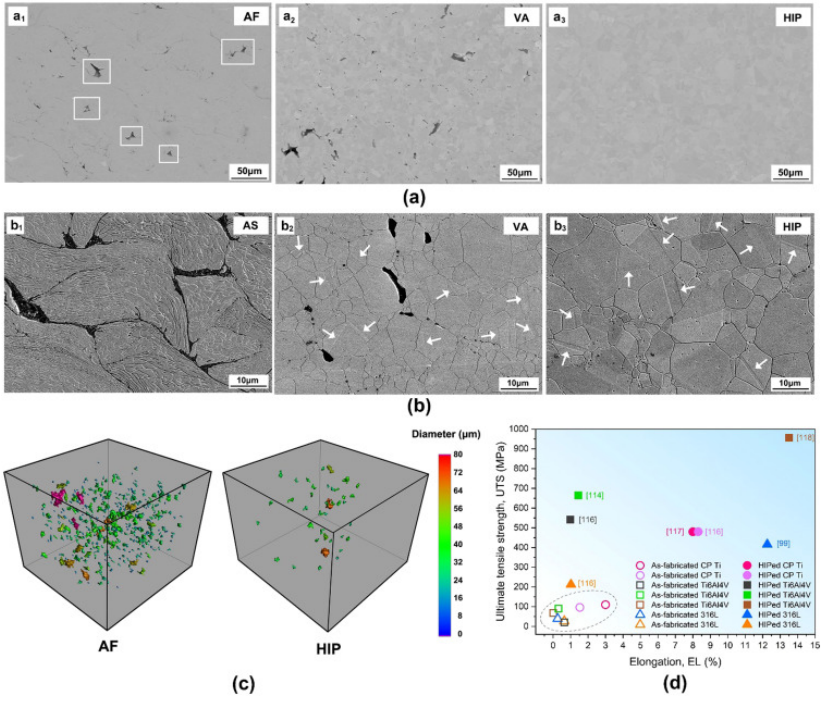
圖8 冷噴涂316L不銹鋼沉積層在制備態(tài)、真空退火和熱等靜壓處理后的微觀組織和力學(xué)性能。( a )橫截面顯微組織,( b )刻蝕橫截面顯微組織,( c )熱等靜壓前后的X射線CT重建,( d ) HIP前后冷噴涂沉積層的拉伸應(yīng)力和延伸率對比。AF指的是預(yù)制的;VA是指真空退火。

圖9 冷軋前后冷噴涂沉積層的微觀組織和力學(xué)性能。( a )冷噴涂Al 380合金沉積層的腐蝕截面組織,( b )冷噴涂Al 380合金沉積層的EBSD IPF圖,( c )冷噴涂Al 380合金沉積層的拉伸應(yīng)力-應(yīng)變曲線,( d )冷噴涂Al + B4C沉積層的拉伸應(yīng)力-應(yīng)變曲線。HR - 20、40、60 '是指厚度減薄20 %、40 %、60 %的熱軋態(tài)鍍層。
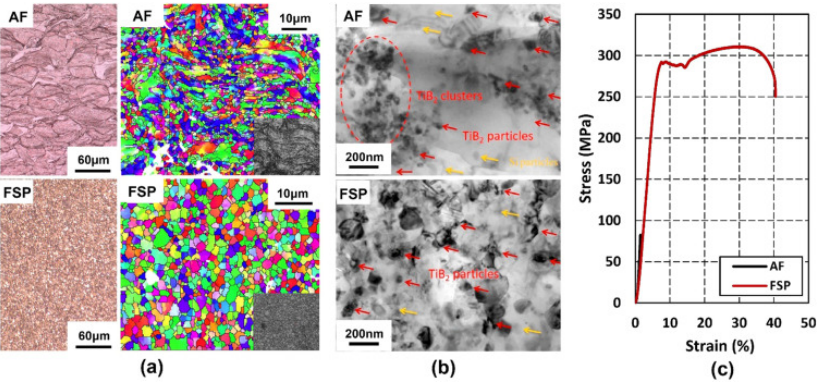
圖10 FSP前后冷噴涂沉積層的顯微組織和力學(xué)性能( a ) FSP前后冷噴涂Cu沉積層的腐蝕截面顯微組織和EBSD IPF圖,( b ) FSP前后冷噴涂TiB2 - Al Si10Mg沉積層的TEM照片,( c ) FSP前后冷噴涂Cu沉積層的應(yīng)力-應(yīng)變曲線。
綜上所述,冷噴涂作為一種新興的固態(tài)增材制造工藝,由于其相對于傳統(tǒng)的基于熔融的增材制造工藝的獨(dú)特優(yōu)勢,在多種工業(yè)部門具有巨大的應(yīng)用潛力。近年來,許多強(qiáng)化技術(shù)已被開發(fā)或引入用于冷噴涂,以緩解其固有的缺點(diǎn),如不利的強(qiáng)度和延展性。本文首次從強(qiáng)化機(jī)理以及強(qiáng)化沉積層的微觀結(jié)構(gòu)和力學(xué)性能的角度對這些強(qiáng)化技術(shù)進(jìn)行了全面的綜述。大量報道證實(shí),這些強(qiáng)化技術(shù)能夠改善冷噴涂沉積層的微觀結(jié)構(gòu)和力學(xué)性能,但在不同的莊園中,強(qiáng)化效果不同。研究還發(fā)現(xiàn),每種強(qiáng)化方法都有其獨(dú)特的優(yōu)點(diǎn)和缺點(diǎn),如表4所示。因此,在使用它們來強(qiáng)化冷噴涂沉積之前,有必要對每種方法都有很好的了解。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 西北工大, 冷噴涂, 固態(tài)增材制造, 微觀結(jié)構(gòu)
相關(guān)文章

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8452

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6792