
抗陰極剝離的重防腐環氧粉末涂料配方研究
2020-08-05 15:23:11
作者:本網整理 來源:粉末登場
分享至:


摘要:對影響環氧粉末涂料陰極剝離行為的因素進行了分析,從提高涂層抗堿性介質侵蝕能力與對基材附著力入手,研制出具有較高交聯密度與適度柔韌性的環氧樹脂與固化劑并進行了粉末涂料配方試驗,試驗結果表明研制的粉末涂料可滿足較高溫度條件下長時間陰極剝離要求。
前言
為了保證埋地金屬管道在惡劣環境下的長期可靠運行,常采用陰極保護的辦法,即使管道開始腐蝕時也先腐蝕外掛的犧牲金屬陽極而使管道免受腐蝕。
因此,有機涂層與陰極保護措施相結合是迄今埋地管道重防腐所采用的主要方法。
但采取陰極保護措施給有機涂料性能帶來了新的要求,因為在電化腐蝕環境下,如果涂層的抗陰極剝離能力低,將出現涂層降解開裂,失去防腐作用。
陰極保護條件下的電化學腐蝕速率與使用的溫度環境有很大關系,溫度越高,腐蝕速率越快,一方面埋地管道所使用的環境溫度相差很大,如在夏季高溫區域,沙漠地帶,地表溫度本身就很高。
另一方面,要考察其抗陰極剝離能力的持久性也需要在較高溫度條件下進行加速考察。
借鑒于國外運行經驗,為了保證陰極保護的可靠性,石油天然氣管道設計部門從今年開始將要執行新的涂層抗陰極剝離檢驗標準,將原有標準1.5 V保護電壓下,室溫28 d或65 ℃48 h修改為1.5 V保護電壓下60 ℃30 d。
其標準要求大幅度提高,原有粉末涂料不管是單層還是三層粉末涂料遠遠不能達到要求,這給重防腐粉末涂料及原材料生產廠提出了前所未有的難題。
要提高涂層抗陰極剝離能力必須先了解涂層發生陰極剝離的原因,從而找出其影響因素有針對性地加以改進。
所謂涂層的陰極剝離,是指在使用環境中,當水、氧、離子等滲入涂層后,在陰極保護條件下的有機涂層逐漸喪失其屏障保護作用產生起泡并開裂的現象。
陰極剝離發生的原因目前尚未完全清楚,一般認為涂層陰極剝離的發生與陰極反應造成的局部堿環境有關,但也有另一種可能,即涂層施加前已存在于鋼基表面的氧化膜(厚度為幾個納米)及該膜與有機涂層界面在陰極極化條件下發生變化而導致剝離。
李勁等比較了一種常溫固化的環氧涂層、一種環氧型與一種酚醛改性環氧型融熔結合型粉末涂層的耐NaCl、NaOH及在3%NaCl水溶液介質中的陰極剝離行為后認為,由陰極反應產生的堿性環境造成聚合物降解是導致涂層陰極剝離的主要因素。
涂層的性能對陰極開裂的速度有著重要影響,提高涂層的抗堿性介質的能力可明顯提高涂層的抗陰極剝離性能。另外涂層與基體金屬的粘接狀況對陰極剝離速度也有一定的影響,良好的粘接性能在一定程度上也可以提高涂層的抗陰極剝離性能。
根據已有文獻提供的基本思路,為了對影響粉末涂料陰極剝離行為及其影響因素作進一步探討。
我們對粉末涂料中影響涂層性能的主要材料因素特別是樹脂與固化劑的組成與抗陰極剝離能力的關系進行比較。
通過反復篩選比較研制了兩種具有良好抗高溫長時間陰極剝離的環氧樹脂與固化劑,依此為原料進行粉末涂料制備與噴涂試驗取得了較好效果。
1 試驗部分
1.1 試驗原料
環氧樹脂:
E-12-CF(水洗法生產酚醛改性環氧樹脂,環氧值0.11~1.13,軟化點85~88 ℃);
JECP-01A JENP-02A(酚醛環氧樹脂,環氧值0.11~0.13,軟化點85~95 ℃) ;
E-10R、GR-10E(柔韌性環氧樹脂環氧值0.08~0.12,軟化點82~87 ℃);
以上環氧樹脂均為常熟佳發化學公司產品。
903(二步法生產,環氧值0.11~0.14,軟化點90~96 ℃),廣州宏昌電子材料有限公司。
固化劑:
JECP-01B (羥基當量200~210,軟化點82~86 ℃);
JECP-05B (羥基當量200~210,軟化點90~100 ℃)。
填料:
金紅石型鈦白粉902,杜邦公司;
硫酸鋇,沉淀法生產,400~600目;
云母粉400~1 000目,安徽滁州萬橋絹云母粉廠;
流平劑801,常熟佳發化學公司;
安息香,安徽黃山盛龍化工廠。
1.2 試驗條件與方法
1.2.1 粉末涂料制備
將環氧樹脂、固化劑、顏填料及其他助劑在高速混合機充分混合均勻然后在螺桿擠出機進行擠出,擠出機1區溫度100 ℃,2區溫度90 ℃,轉速900 r/min。擠出后的片狀物在磨粉機中進行磨粉,然后進行篩分規定粒度。
1.2.2 粉末噴涂與固化(涂層制備)
按檢測標準要求將待檢測樣板進行噴砂除銹處理,預熱200~230 ℃,用靜電噴涂將待檢測粉末噴涂于樣板至規定厚度,在220~230 ℃固化3 min,進行水冷后待檢測。
1.2.3 涂料與涂層性能檢測
采用法國賽特拉姆DSC熱分析儀測定粉末涂料的反應放熱特性,并用動力學方程求算不同溫度的固化時間。
按SY/T0315-2005表2要求檢測膠化時間、密度、粒度分布、磁性物含量等指標。按S Y/T0315-2005表3規定方法檢測附著力、-30 ℃、3°彎曲,(60±2)℃、1.5 V耐陰極剝離。
2 結果與討論
在陰極保護檢測試驗條件下,腐蝕介質達到金屬表面可從兩種形式實現:一是從徑向通過擴散作用直接透過有機涂層;
二是通過陰極剝離試驗時所鉆孔處涂層與金屬的接合面從法向向內部侵蝕使剝離面積擴大。
腐蝕速率既取決于涂層的抗腐蝕能力,也取決于溶液的電導率,在陰極剝離試驗的NaCl稀溶液具有很高的電導率,如果腐蝕介質達到金屬表面,則電化學腐蝕可以較快的速度進行。
根據上述陰極剝離機理,要提高涂層抗陰極剝離能力,一方面要增加涂層抗介質滲透能力,使腐蝕介質不易穿過涂層到達金屬表面。
另一方面則需提高涂膜對金屬表面在濕態條件下的附著力,前者可通過增加涂層聚合物交聯密度或添加對腐蝕介質有好的阻擋作用的填料與助劑加以強化。
后者可通過選擇具有一定的柔韌性、耐熱性、一定極性基團的聚合物來增強涂層與金屬基體的附著力,通過表面處理增加涂層與金屬的結合力來實現。
因此,抗陰極剝離能力的提高應從有機涂層的分子結構、合適的顏填料配方組合這三方面進行,其涂層的成膜物質具有更重要作用,我們在試驗研究中進行了重點考察。
2.1 環氧樹脂的影響
針對3P E防腐層結構,粉末層噴涂厚度在150 μm左右,選擇JECP-01B作為固化劑,顏填料及其他助劑不變,基本配方見表1。

改變不同種類環氧樹脂制備粉末涂料,測定涂層附著力、抗冷彎與陰極剝離情況,見表2。
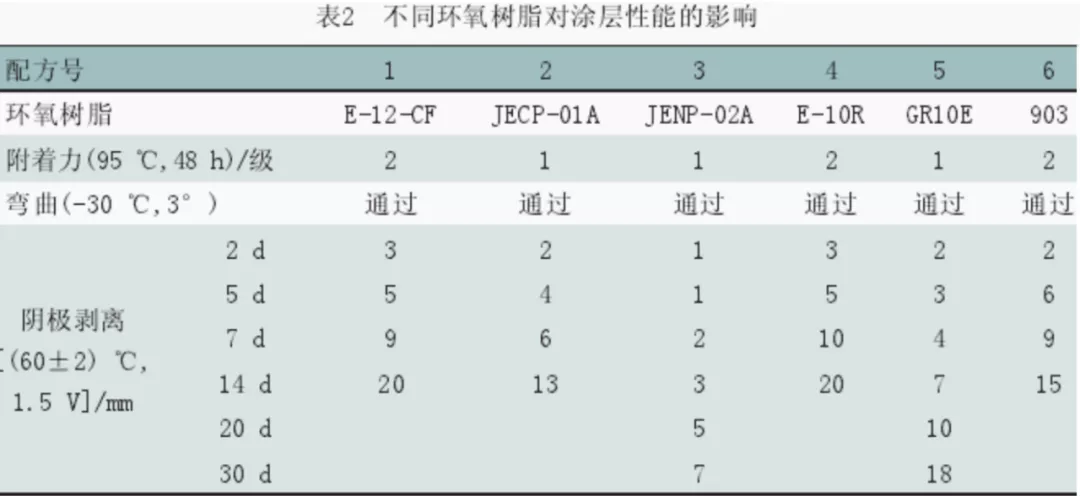
由表2結果對比,1~6配方附著力、冷彎、常規48 h陰極剝離均已通過,但長周期考察不同配方抗陰極剝離能力差異較大,按抗陰極剝離能力高低排列順序為3>5>2>6>1=4。
從環氧樹脂結構分析,1、4、6基本為雙官能度環氧樹脂,配方1因是水洗法工藝生產的環氧樹脂,部分環氧端基可能在多次長時間高溫水洗過程中發生開環水解,形成α二醇基,不能參與交聯反應,使涂層交聯密度降低。
采用部分酚醛改性,酚醛樹脂本身固化后交聯度較高,但殘存的酚羥基表現出一定酸性,在陰極反應產生的堿性環境條件下其抗堿性不如環氧樹脂,配方6采用的二步法環氧樹脂。
α二醇基含量少于一步水洗法環氧樹脂,端基反應率高于配方1,表現出較強的防腐作用,但由于雙酚A環氧樹脂只有兩端基參與交聯反應,交聯密度不夠高,不能抵抗長期陰極剝離。
配方2采用的是二步法的酚醛改性環氧樹脂,由于α二醇基含量較少,因此與配方6一樣具有好的端基反應率,分子結構中的酚醛成分使其比配方6具有更高交聯密度,因此表現出比配方6更好的抗陰極剝離能力。
相比同樣基本為二官能的柔韌性環氧樹脂配方4、5,配方5表現出比除配方4外的抗陰極剝離能力,原因可歸結為配方4、5的柔韌性環氧樹脂結構使固化與冷卻過程可能產生的內應力小,涂膜對金屬的結合力更好;
但配方4樹脂環氧值較低,固化物交聯密度低,因此抗陰極剝離效果不如配方5。配方3采用的是一種酚醛環氧樹脂,除了較少α二醇基的端基缺陷外,與二官能環氧樹脂不同,它的分子結構中還含有多官能團環氧基,固化物交聯密度更高。
此外與酚醛樹脂的酚羥基不同,端環氧基在陰極剝離的堿性環境中表現出更優異的抗陰極剝離能力。
2.2 固化劑影響
目前國內外重防腐粉末涂料所采用的固化劑基本都是酚類化合物與環氧樹脂加成產物,所不同的是加成酚類化合物與加成樹脂及助劑選擇有所差別。
該類固化劑的特點與環氧樹脂具有相似結構,軟化點接近,相容性好,固化速度快,適合于粉末涂料熱熔結快速涂裝工藝。
相對要求較高溫度下長時間的抗陰極剝離要求,一般只有兩個端基反應基團的這類固化劑也難以滿足要求。
根據抗高溫陰極剝離要求,在固化劑分子結構中引入了部分多官能基團,使固化物交聯密度提高,為了消除因交聯密度過高帶來固化過程內應力增加,適當引入了部分憎水性長脂肪鏈結構保證了附著力。
試驗選擇了在環氧樹脂比較試驗中抗陰極剝離較好的樹脂2、3、5、6進行固化劑選擇比較,顏填料同前,結果見表3。
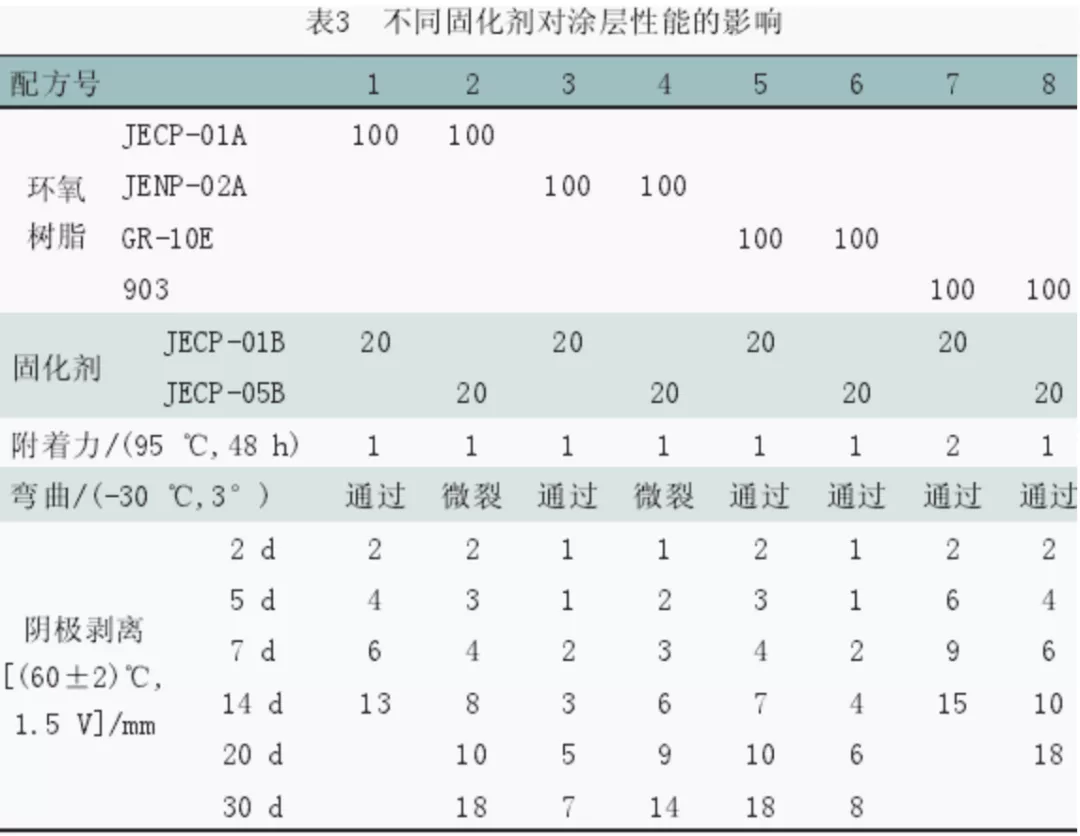
固化劑J E C P-05B與J E C P-01B相比,分子結構中增加了多官能結構,使得同樣樹脂相比固化物交聯密度增加,與柔韌性環氧樹脂G R-10E與二步法環氧樹脂903項配合,抗陰極剝離作用有明顯增加;
而對酚醛環氧樹脂J E N P-02A、酚醛改性環氧樹脂JECP-01A由于樹脂本身官能度較高,交聯密度過高固化物脆性增加,可能影響到涂層附著力,因此抗陰極剝離效果不及官能度相對較低的固化劑JECP-01B。
2.3 填料影響
加入填料的作用除降低成本外,更重要的是降低固化過程的體積收縮,減少內應力,提高表面硬度。
填料的選擇除了要求化學惰性不與介質反應外還要求與樹脂與固化劑充分結合、浸潤性好、對腐蝕介質有較好的阻擋作用,以選擇經表面活化處理的活性填料如經硅烷偶聯化處理的活性硅微粉、經鈦酸酯偶聯處理的硫酸鋇為好。
適當添加部分片狀云母粉可增加涂層對腐蝕介質的阻隔作用。不同填料組合對涂層性能影響如表4。

2.4 其他影響
除成膜物質與填料外,流平劑品種與用量、脫氣劑的用量以及樹脂、固化劑、顏填料中揮發物均要嚴格控制,最好選擇對樹脂與固化劑相容性較好并能有效遷移到固化物表面的流平劑。
由于流平劑與基材結合力差,如果流平劑存留于涂層與金屬界面勢必影響附著力,以控制少加為好。
噴涂與固化過程揮發物的產生是影響涂層致密性的重要因素,脫氣劑安息香本身具有揮發性,加入太多可能影響涂層致密性。樹脂與固化劑及顏填料中的揮發物同樣有有害作用,應盡量降低。
2.5 粉末涂料的熱特性
采用上述抗陰極剝離效果最好的配方制備成粉末涂料,測定膠化條件為200 ℃、13 s,固化反應放熱的DSC曲線見圖1、圖2。

采用示差掃描量熱儀(DSC)檢測該型粉末涂料的等速升溫固化的DSC曲線如圖1,該粉末涂料的反應熱焓為-56.1 J/g。
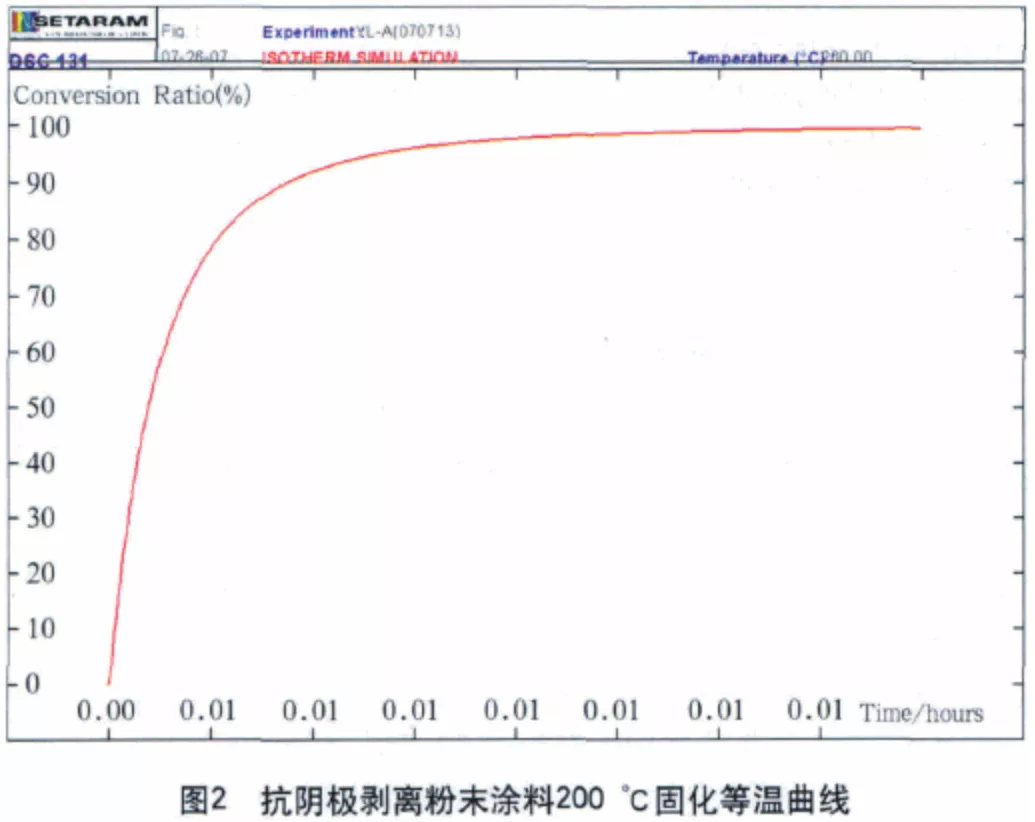
對圖1的固化曲線進行積分,按F R E E M A N-C A R R O L L方法進行等溫模擬,測定反應級數、反應速率常數與活化能,并由此計算在同一反應溫度下反應轉化率與時間關系;
得到如圖2的粉末涂料的等溫固化曲線,由圖2得到該粉末涂料在220 ℃下固化時間為58 s;
但考慮到DSC檢測結果與實際應用的偏差,將粉末涂料在220 ℃下的固化時間設定為1.5~2 min,符合常規3PE重防腐結構的涂裝施工條件要求。
3 結 論
(1)粉末涂料涂層對陰極剝離介質的阻擋能力以及涂層對金屬基體的附著力是影響粉末涂料涂層抗陰極剝離能力的主要因素,增加涂層交聯密度,提高涂層耐堿性、耐熱性,加強表面處理,提高涂層與基材的粘接力,消除固化與冷卻過程內應力是提高粉末涂料涂層抗高溫長時間陰極剝離能力的有效措施。
(2)試驗研究得出以J E N P-02A環氧樹脂、J E C P-01B固化劑以及G R-10E環氧樹脂J E C P-05B固化劑為主要成膜物質的粉末涂料,可以滿足埋地鋼制管道抗60 ℃、30 d陰極剝離新標準的要求。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741