
陽極氧化技術 | 為鋁合金穿上抗“蝕”外衣 | 助鋁合金上天入海
2020-08-27 16:44:32
作者:本網整理 來源:金屬材料科學與技術
分享至:


鋁合金在航空、鐵路和公路交通領域大規模應用,例如C919大飛機、復興號高鐵和新能源汽車等,這得益于鋁合金的特有性質,高比強度、低密度、力學性能良好、易于加工等。
然而,鋁合金在服役過程卻面臨環境腐蝕的侵害,如大氣腐蝕、應力腐蝕開裂和腐蝕疲勞等,所在在實際應用中,鋁合金表面防護是必不可少的。
陽極氧化處理是提高鋁合金的表面強度以及改善其表面耐蝕性能的技術手段。
陽極氧化處理是指在電解質溶液中,被處理的零件作為陽極,導電材料作為陰極,通過電化學處理的方法,在金屬表面生成具有耐蝕、耐磨以及其他功能的轉化膜層的工藝過程。
在鋁合金的陽極氧化過程中,同時發生陽極氧化膜的電化學生成和化學溶解,過程的主要反應公式為:
鋁合金陽極氧化膜的結構一般以Keller提出的模型為基礎,如圖1所示[1]。
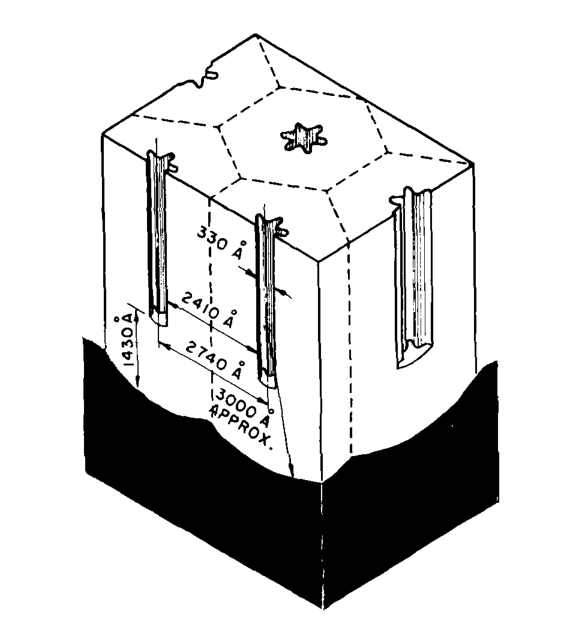
圖1 Keller提出的鋁陽極氧化膜結構模型[1]
陽極氧化膜由內外雙層組成,靠近鋁基體的內層是致密的阻擋層,外層是厚而疏松的多孔層,總體呈現以針孔為中心的六棱體蜂窩結構。
陽極氧化膜的生長主要分為三個階段:在陽極氧化剛開始時,鋁合金表面生成了高電阻且無孔的阻擋層;
隨著陽極氧化的進行,阻擋層表面發生化學溶解并形成孔穴,生成多孔層;最后多孔層不斷增厚,當形成速率和溶解速率達到平衡時,多孔層不再增厚。
陽極氧化的方法種類繁多,大體上可以從電解液成分、電流形式、性能及用途等來進行分類,如圖2所示。
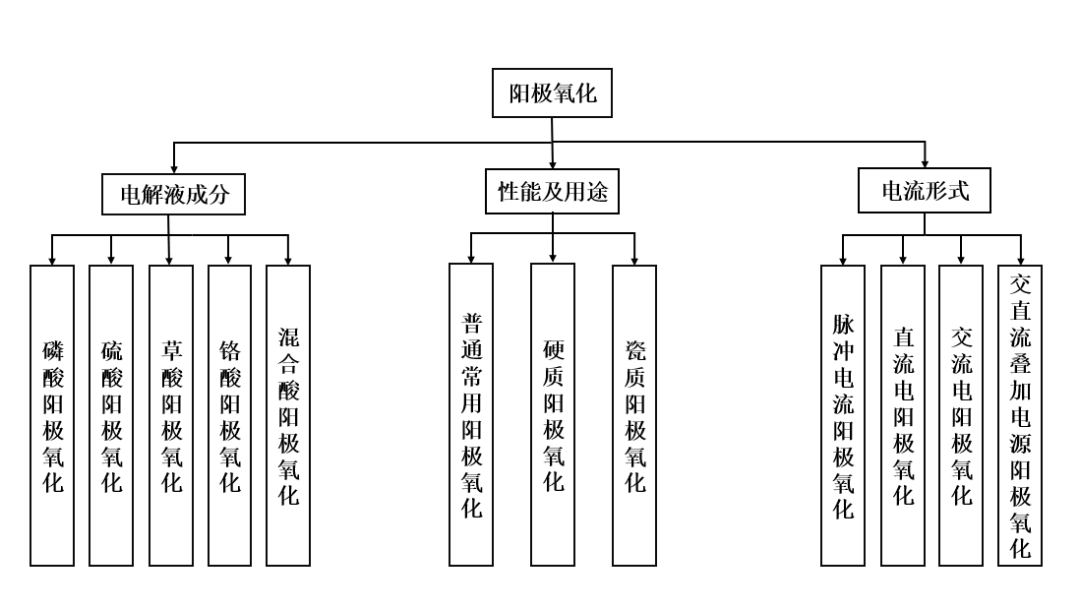
圖2 陽極氧化分類
按照電解液的主要成分不同,常用的陽極氧化方法可以分為硫酸法、草酸法、磷酸法、鉻酸法以及混合酸法,其中應用較廣泛的是硫酸陽極氧化法和混合酸陽極氧化法。下面將對這些方法進行簡要介紹。
硫酸陽極氧化法
硫酸陽極氧化以鋁及其合金作為陽極,鉛板為陰極,使用10~30%的硫酸溶液,氧化電壓為10~20V,電流密度為0.6~3A/dm2,槽液溫度為15~25℃。
在硫酸陽極氧化過程中調控硫酸濃度、氧化溫度、氧化時間、電流密度等基本工藝參數可以有效調控材料的孔隙率等基本性能,使材料具有更好的染料負載效果。
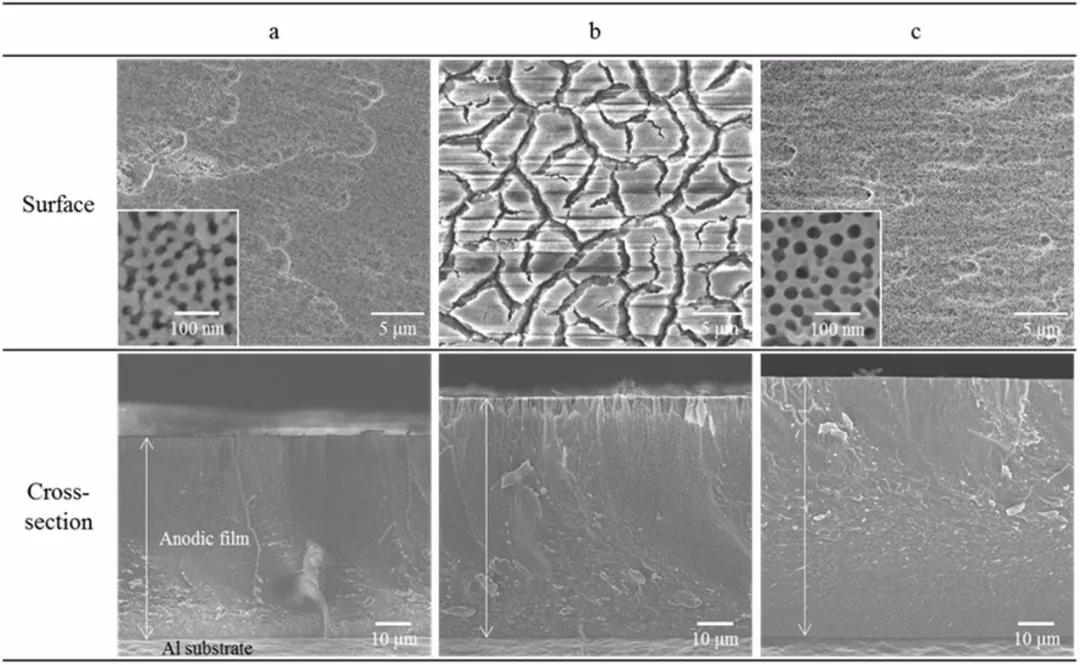
圖3 在(a)200和(b)220 min下,電流密度為100 A·m?2,20℃下,在1.5mol·dm-3 H2SO4中制備的陽極氧化鋁樣品的表面和橫截面的SEM圖像[2]
圖3(a)和(b)分別為在200和220 min下,電流密度為100 A·m?2,氧化溫度為20℃,在1.5mol·dm-3 H2SO4中制備的陽極氧化鋁樣品的表面和橫截面的掃描電子顯微圖像。
硫酸陽極氧化能夠獲得厚度為0.5~20μm的吸附性膜層,通常可以作為一般的防護或者是油漆中的底漆;同時染色較為容易,也可作為裝飾的一部分來使用。
硫酸陽極氧化法工藝簡單、成本低、電解耗電少、廢液處理簡單,且制備得的膜材料透明性、顯微硬度和耐磨性能較好,在工業中得到了廣泛的應用。
草酸陽極氧化法
草酸陽極氧化法使用2~10%的草酸,氧化電壓為40~60V,電流密度為0.5~3 A/dm2,槽液溫度為15~35℃。
草酸陽極氧化法可以通過調控電解槽溫度、草酸濃度、電壓和時間等基本參數調控陽極氧化膜的孔徑尺寸等。
圖4為在不同的陽極氧化電流下,在25 ?m(a–c),60 ?m(d–f)和100?m(g–i)鋁箔上形成的草酸陽極氧化鋁膜的頂表面的SEM圖像。
由于草酸中鋁的溶解度較小,利用這種方法可以獲得較厚的陽極氧化膜,厚度在8~20μm之間。
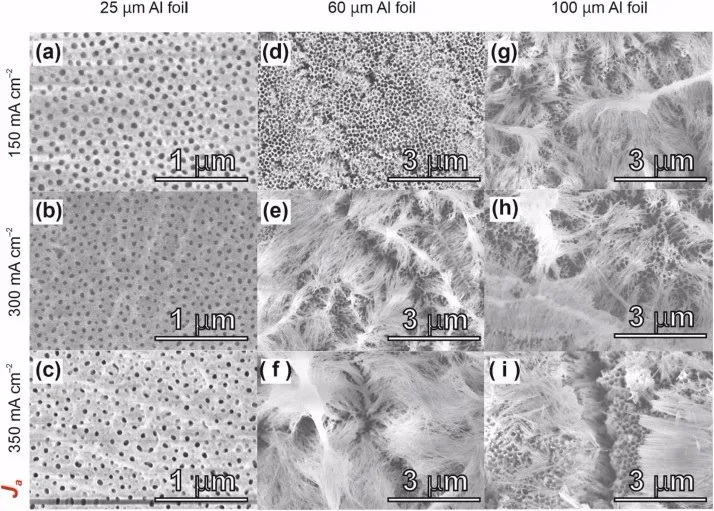
圖4 在不同的陽極氧化電流下,在25m(a-c),60?m(d-f)和100m(g-i)鋁箔上形成的草酸陽極氧化鋁膜的頂表面的SEM圖像[3]
由于草酸的酸性較弱,制備的陽極氧化膜的耐蝕性以及孔隙率均優于硫酸法,可以制得耐磨、耐蝕性優良,硬度佳,孔隙率低的鋁合金氧化膜。
草酸陽極氧化法能通過不同的元素的摻雜制備得到不同顏色的氧化膜,因此具有很好的裝飾性。
但由于草酸對鋁的溶解度小,氧化過程需要施加較高的氧化電壓,導致能耗較大,成本較高;
此外,草酸陽極氧化法對電解液中殘存的雜質如Cl-極其敏感且容易出現燒蝕等表面缺陷,因而限制了其在工業上的應用。
此前大多用于絕緣保護層及日用鋁制品等特殊需要的行業,近年來在交通運輸、橋梁建設和機械工業等領域也有了較為廣泛的應用。
磷酸陽極氧化法
磷酸陽極氧化法常用于處理含銅量較高的鋁合金材料,可通過調節磷酸的濃度得到不同類型的陽極氧化膜。
低濃度磷酸陽極氧化法使用40~50g/L的H3PO4,電壓為120V,電流密度為0.5~1.0A/dm2,氧化溫度為20℃,氧化時間為10~15min。采用低濃度磷酸制備的鋁陽極氧化膜可用于噴涂底層。
中濃度磷酸陽極氧化法使用100~150g/L的H3PO4,電壓為10~15V,電流密度為1~2 A/dm2,溫度為20~25℃,時間為18~22min。采用中濃度磷酸制備的鋁陽極氧化膜可用于膠接底層。
高濃度磷酸陽極氧化法使用380~420g/L H3PO4,電壓為40~60V,電流密度為1~2 A/dm2,溫度為25℃,時間為40~60min。
采用高濃度磷酸制備的鋁陽極氧化膜的孔隙率很大,可用于電鍍底層。
圖5為在30℃和30 V下于0.4 M H3PO4中在AA5052上形成的陽極氧化膜的截面SEM顯微照片,圖6為在24℃于10%H3PO4中于60V下陽極氧化(a) 1min和(b) 5min的鋁的掃描電子顯微鏡照片。
磷酸陽極氧化技術生產成本較低,沒有很強的毒性且對于環境的污染較小,制備的膜層具有較強的防水性,適于在高濕度條件下工作的鋁合金工件。
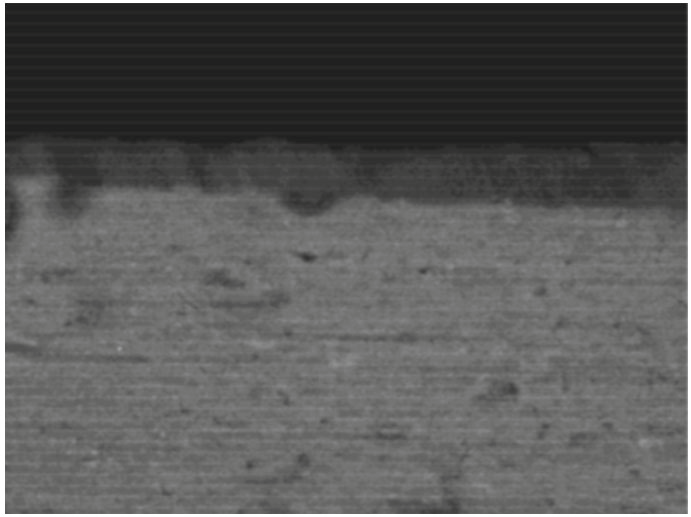
圖5 在30℃和30 V下于0.4 M H3PO4中在AA5052上形成的陽極氧化膜的截面SEM顯微照片[4]
但是,磷酸氧化膜與硫酸膜和草酸膜相比,膜層厚度較薄,一般只有幾個微米,因而在工業應用上受到了一定的限制。
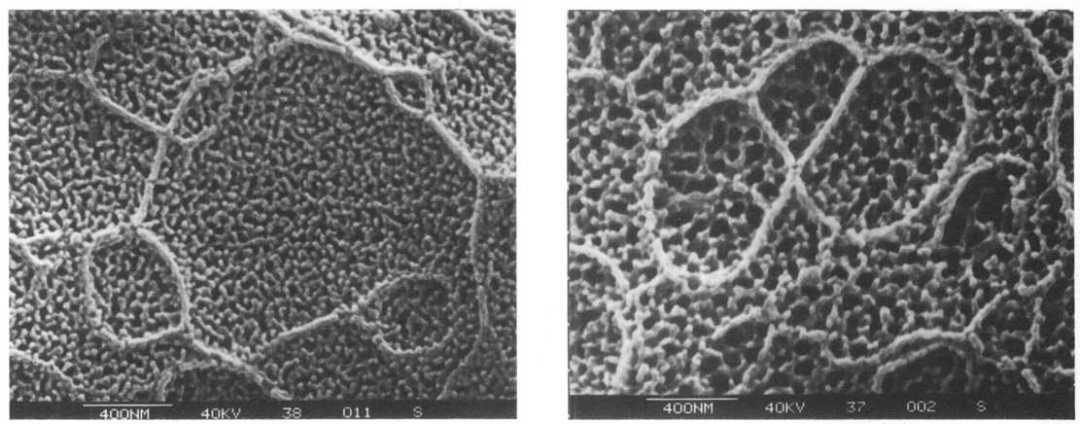
圖6 在24℃于10%H3PO4中于60V下陽極氧化(a) 1min和(b) 5min的鋁的掃描電子顯微鏡照片[5]
鉻酸陽極氧化法
鉻酸陽極氧化膜的組織結構致密,是一種適用于精細表面工件加工處理的方法。
鉻酸陽極氧化法使用30~100 g/的鉻酸,溫度為40~70℃,電流密度為0.1~3 A/dm2,電壓為0 ~ 100 V,氧化時間為35 ~ 60 min。
利用鉻酸陽極氧化法制得的氧化膜通常較薄,厚度為2~5μm,能保持原零部件的精度和表面粗糙度。
鉻酸陽極氧化膜的綜合力學性能良好,膜層質軟,具有很好的彈性,在應用過程中不會出現明顯的疲勞衰退現象,膜層致密,工藝簡便,無需封閉處理。
圖7為在40℃,電壓為50V下于3%的鉻酸中陽極氧化40min的鋁陽極氧化膜的橫截面以及預先存在FPL蝕刻表面的突起的掃描電子顯微鏡照片。

圖7 在40℃,電壓為50V下于3%的鉻酸中陽極氧化40min的鋁陽極氧化膜的橫截面(下半部分)以及預先存在FPL蝕刻表面的突起(上半部分)的掃描電子顯微鏡照片[6]
鉻酸溶液對鋁的溶解度小,使針孔和縫隙內殘留的溶液對部件的腐蝕影響小,適用于鑄件、鉚接件和機械加工件等零件的表面處理,由于膜層較軟,不適合作為耐磨件的表面處理,目前主要應用在航空航天工業中。
另外,由于六價鉻毒性大,對環境與操作人員有害,因此其使用受到一定的限制。近年來,人們趨向于采用硫酸或混合酸陽極氧化法取代鉻酸法在航空工業中的應用。
混合酸陽極氧化
單一酸的陽極氧化法在制備鋁合金的陽極氧化膜時往往存在一定的局限性,因此研究者們通過添加多種無機酸或有機酸的方式,配制成混合電解液。
由于有機酸對氧化膜的溶解極弱,可以獲得膜層較厚、均勻致密、性能優良的鋁陽極氧化膜,從而提高膜層的性能。
混合溶液的陽極氧化反應中的溶液主要有兩種。第一種是硫酸溶液;第二種是草酸溶液,在這兩種酸的基礎上再添加其他的酸,常用的混合酸有:
草酸-硫酸陽極氧化
在硫酸電解液中添加適量的草酸,有助于提高成膜率并提升膜性能。草酸的加入增加了陽極氧化的電流密度,降低了氧化鋁膜的阻擋層厚度。
此外,草酸-硫酸陽極氧化與硫酸陽極氧化相比,具有較低的電壓和極化溫度,可以有效地擴大孔徑。
圖8和圖9分別為硫酸與草酸配比為1:1時在不同電壓下制備的多孔氧化鋁膜的FE-SEM照片以及在26V下膜層斷面的FE-SEM照片。

圖8 以1:1混酸為電解液,在不同電壓下制備的多孔氧化鋁膜的FE-SEM照片[7]
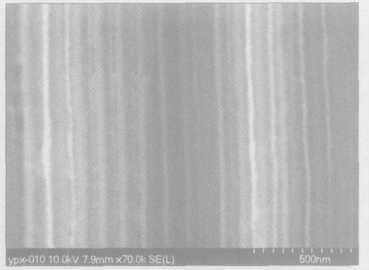
圖9 在26V下,硫酸與草酸配比為1:1時氧化鋁膜斷面FE-SEM照片[7]
硼酸-硫酸陽極氧化
硼酸-硫酸陽極氧化法制備的膜層具有鉻酸陽極氧化膜的高彈性、結構致密的優點,且由于電解液中不含鉻離子,對環境更加友好。
另外還可在較低的電壓下氧化成膜,得到孔隙率低、耐蝕性優良、吸附性好的膜材料,且由于氧化膜層較薄,膜層應力較小,不易產生裂紋。在航空領域中具有廣泛的應用前景。
酒石酸-硫酸陽極氧化
以酒石酸-硫酸作為電解液的陽極氧化法可以降低電解液對膜層的溶解能力,且該電解液具有環保的組分,能夠在氧化膜的表面形成一層緩沖層,提升膜體抗腐蝕的能力,也是鉻酸陽極氧化的有效替代技術之一。
另外,還有磷酸-硫酸陽極氧化、草酸-檸檬酸等方法,混合溶液的陽極氧化反應具有較高的工作效率,同時制得的膜層較厚。
但是目前混合溶液的陽極氧化技術生產成本還比較高,因此在實際的應用過程中受到了一定的限制。
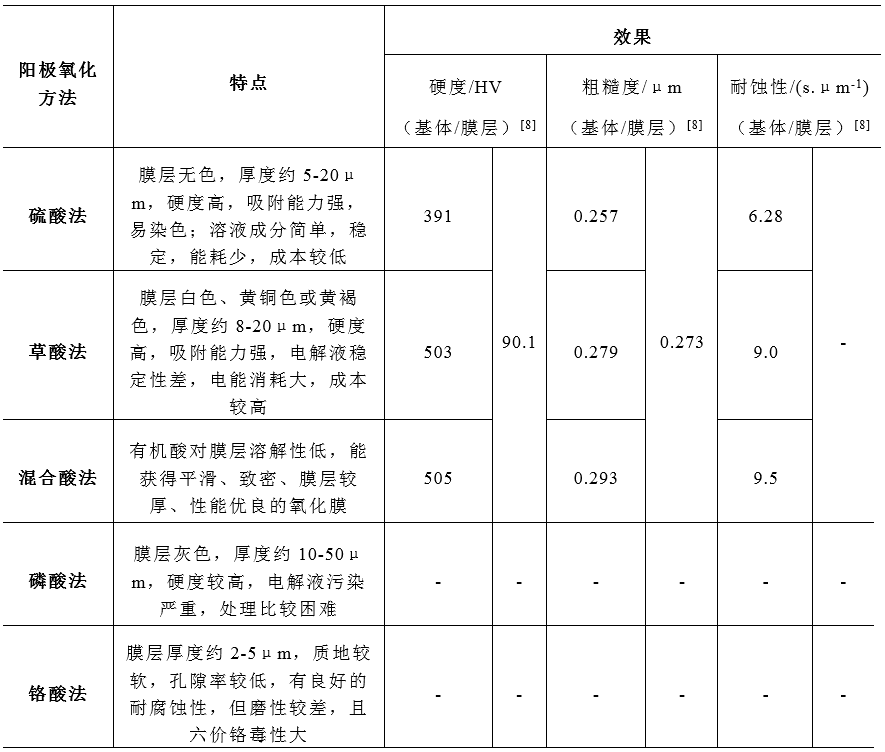
表1總結了常用的幾種鋁合金陽極氧化方法的特點,并給出了使用硫酸、草酸以及混合酸作為電解液時所得的氧化膜硬度、粗糙度等性能結果。
在硬度方面,常規硫酸氧化膜顯微硬度為391HV,使用草酸和混合酸制備的氧化膜硬度基本沒有差別,比常規硫酸氧化膜高出近100HV。
在粗糙度方面,幾種不同電解液所制得的氧化膜粗糙度均與基體相差無幾,說明不同電解液所制得的氧化膜對試樣表面的粗糙度沒有太大影響,只與基體相關。
在耐蝕性方面,與硫酸氧化膜相比,草酸和混合酸氧化膜的耐蝕性明顯較好。
表1常用的陽極氧化方法特點和效果
近年來,隨著人們在鋁合金陽極氧化方面研究的深入,高性能陽極氧化膜的制備工藝得到不斷優化。
未來隨著環保意識的增強以及航空航天等產業的技術突破,在發展綠色環保工藝的基礎上進一步提高氧化膜的性能、拓寬其使用價值將會引起人們更多的關注,新型環保綠色的溶液體系將得到進一步探索。
參考文獻:
[1] Keller F, Hunter M S, Robinson D L, et al. Structural features of oxide coatings on aluminum[J]. Journal of The Electrochemical Society, 1953, 100(9): 411-419.
[2] Asoh H, Matsumoto M, Hashimoto H, et al. Effects of ethanol on the efficiency of the formation of anodic alumina in sulfuric acid[J]. Surface & Coatings Technology, 2019, 378:124947.
[3] Chernyakova K, Ispas A, Karpicz R, et al. Formation of ordered anodic alumina nanofibers during aluminum anodizing in oxalic acid at high voltage and electrical power[J]. Surface and Coatings Technology, 2020:125813.
[4] Stamatina T, Chrysa K. Study of electrochemical behavior of commercial AA5052 during anodizing in phosphoric acid solution in relation to Mg species content in films[J]. Surface Engineering and Applied Electrochemistry, 2020, (56):78-82.
[5] Arrowsmith D J, Clifford A W, Moth D A, et al. Phosphoric acid anodizing of aluminium[J]. Transactions of The Institute of Metal Finishing, 1985, 62(1): 41-46.
[6] Arrowsmith D J, Moth D A. Chromic acid anodizing of aluminium[J]. Transactions of the Institute of Metal Finishing, 1986, 64(1):91-93.
[7] 楊培霞, 安茂忠, 鄭鐵帥。 硫酸/草酸混酸電解液中陽極氧化法制備多孔陽極氧化鋁模板[J]. 無機化學學報, 2005, 021(012):1907-1911.
[8] 劉昌明, 張弟,趙懷鵬,等。 草酸陽極氧化工藝研究[J]. 鋁加工, 2017, (04):42-45.
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741