
油漿蒸汽發生器內漏原因分析及改進
2021-03-16 14:09:49
作者:工業小南點 來源:工業小南點
分享至:


煉油廠 60x104 t/a 重油催化裂化裝置分餾系統油漿蒸汽發生器一開一備運行。蒸汽發生器主要產出低壓蒸汽,設備使用壽命較長。
由于工藝調整的需要,產出中壓蒸汽,操作條件較以前苛刻,設備出現了由于管板產生裂紋而內漏的現象,嚴重威脅著裝置的平穩、正常生產,己成為裝置長周期運行的瓶頸。針對頻繁的管板裂紋導致失效的問題,在設備材質升級、管橋間距及制造單位優選等方面做了一定的工作,但均未能從根本上解決問題,設備一旦失效,唯有更換管束以維持生產。
在對該設備近幾年的使用情況、改進措施進行總結的基礎上,經過詳細分析,對管束材質、制造、熱處理工藝及部分結構進行了改進,解決了管板裂紋失效內漏問題。
1 油漿蒸汽發生器簡介
1.1 基本參數
油漿蒸汽發生器為φ1000 mm 、 4 管程的浮頭式換熱器,固定管板和浮動管板材質16MnⅡ ,厚度150mm 。換熱管材質為10 鋼,規格為φ25mmx 2.5mm x 7 000 mm ,總共 436 根,管程設計壓力 1.16 MPa ,殼程設計壓力 4 .8 MPa ;管程設計溫度為 375 ℃ ,殼程設計溫度 262 ℃ 。管程介質油漿,殼程介質為水+蒸汽。管子與管板的連接方式為強度焊加貼脹,管頭伸出管板 3 mm 。
1.2 使用情況
統計數據顯示,E211/ A 由于內漏或疑漏啟、停5次,累計使用時間 236d ,更換管束 4 臺次,平均使用壽命 59d ; E211 / B 由于內漏啟、停5次,累計使用時間 226d, 更換管束5臺次,平均使用壽命45d。E211/ A 、B在 22 個月的使用(備用)中共更換管束 9 臺次,最短的管束使用時間為15d ,平均使用壽命為 51d 。
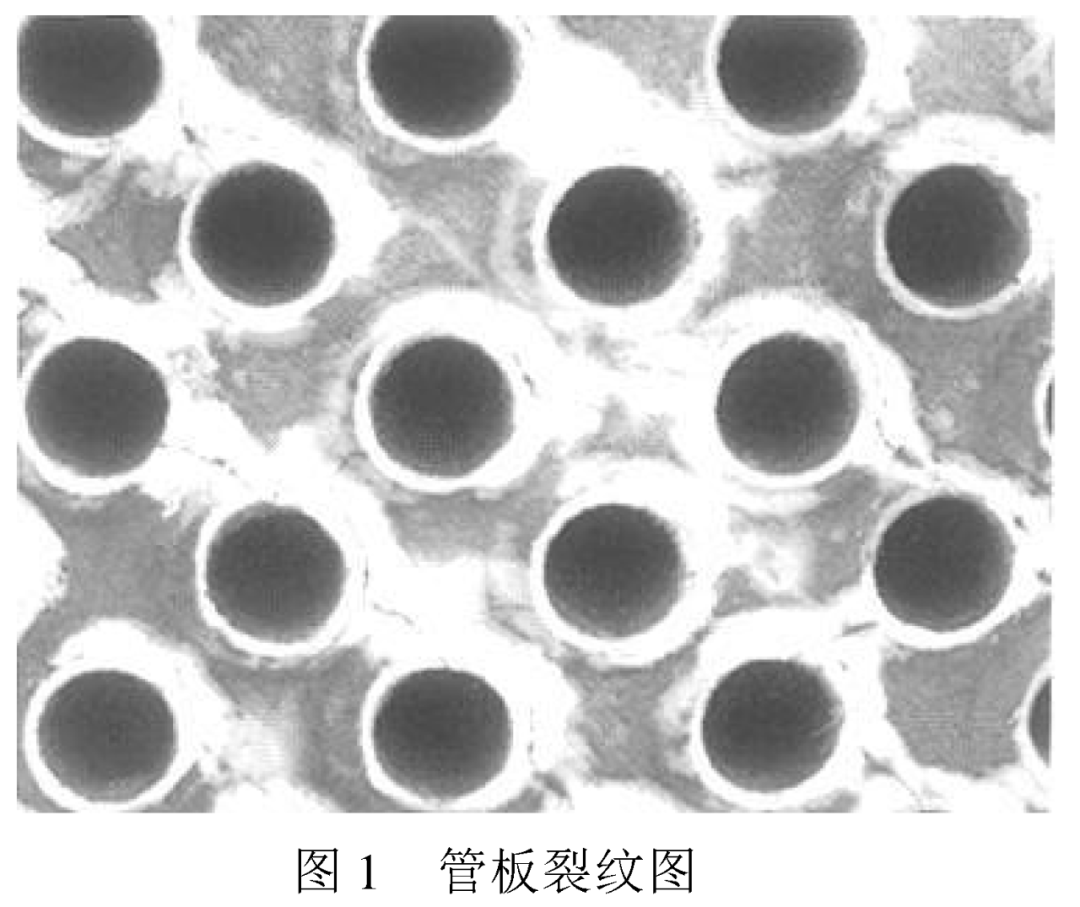
油漿蒸汽發生器每次停車檢查均發現有管板裂紋,主要集中在管頭環焊縫和管橋等處,呈環向裂紋和徑向裂紋分布。徑向裂紋大部分貫穿管橋,經角磨機現場打磨發現管板上裂紋最深達 60mm 。管頭環焊縫裂紋嚴重處表現為換熱管與管板發生脫落,管板裂紋分布情況見圖 1 。
2 原因分析
2.1 熱應力
油漿蒸汽發生器采用 4 管程流程設計,各管程換熱管由于溫差而導致的膨脹變形不均勻和變形受到限制的矛盾是管板產生裂紋的主要原因。根據設計條件(操作參數接近設計條件),管程進口 375 ℃ 的油漿,出口按高出殼程飽和溫度 5 ℃ 來計算(即 267℃) ,則管程總溫降為 375 一 267 = 108 ( ℃) ,以每管程溫降相同考慮,則每管程溫降 △ t = 108 / 4 = 27( ℃ ),即各管程進/出溫度分別為 375 ℃ / 348 ℃ 、 348℃ / 321℃、321℃/ 294℃、294℃/ 267℃,各管程油漿平均溫度為 361.5℃ 、 334.5 ℃ 、 307.5 ℃ 和 280.5 ℃ 。第1管程與第4管程油漿溫差達到80 ℃ ,顯然各管程換熱管金屬溫度也有一定的差異。初步計算,約有 4 ℃ 的溫差。按設備管長 7m 計算,則不均勻變形伸長差為 0.34mm 。0.34mm 的溫差變形應力可達20MPa ,各管程間不均勻變形的復雜應力,會使過薄的管口與管板的連接焊接接頭外出現裂紋而導致連接失效。
2.2 管束振動和疲勞
管束弓形折流板間距為1100mm ,均安裝在管束下部,上部汽化空間無支持板固定。為方便組裝,管板和支持板的孔徑上偏差較大,換熱管安裝后形成了較大空隙。管束固有頻率和剛度低,在使用中由于殼程屬汽液混相,而第 2 和第 3 管程是相變區,由此相變而引起管束振動。另外由于操作原因,設備多次啟、停也會導致溫度升降頻繁。管束劇烈振動和溫度的頻繁升降誘使力學性能較差的焊縫發生疲勞失效。
2.3 濕H2S腐蝕
油漿中存在微量的 S 和H2S ,對管頭焊縫存在一定的腐蝕。管束一旦出現微小的內漏,殼程的鍋爐水進入管程,形成濕的H2S將加劇腐蝕。
綜上所述,油漿蒸汽發生器管板出現裂紋的主要原因是由于溫差應力、管束振動、濕H2S腐蝕、機加工應力、裝配應力以及焊接殘余應力共同作用的結果。
3 改進措施
3.1 保證管板質量
選用了在濕H2S環境下抗應力腐蝕性能較好的 16Mn(HIC)鍛件,并且嚴格控制鍛件材質要求:ω(p)≤0.015% , ω(s)≤0.004% , ω(Ce)≤0.45% , 同時符合 JB 4726 一 2000 《 壓力容器用碳素鋼和低合金鋼鍛件》規定的Ⅲ級要求。
3.2 改進換熱管與管板連接方式
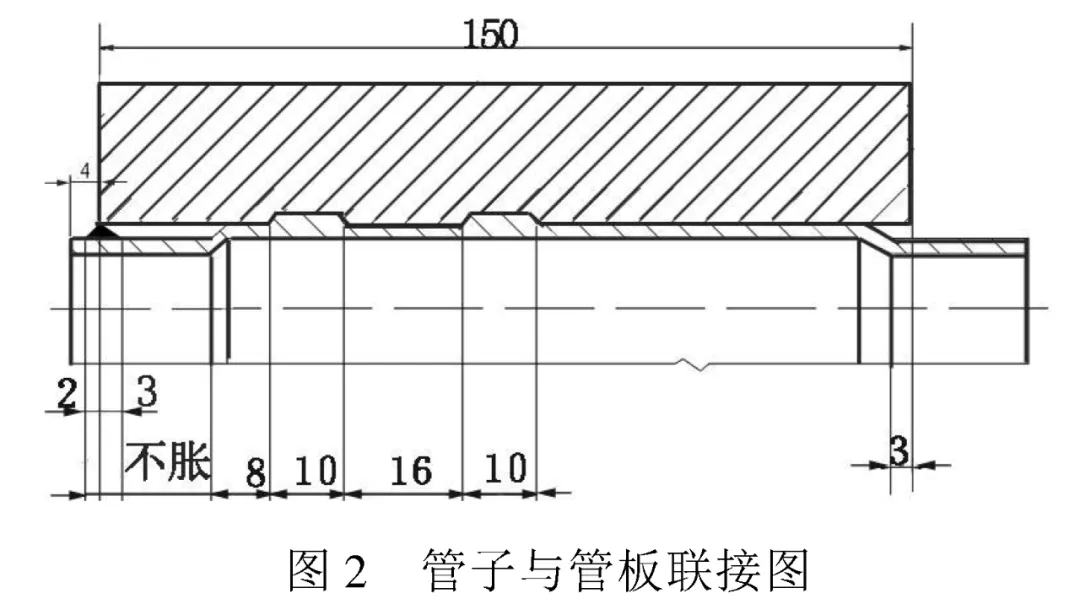
焊脹工藝由強度焊+貼脹改為強度焊+強度脹,見圖 2 。
管頭的焊接采用氫弧焊,同一側管板焊接時對稱施焊,焊接順序為Ⅰ區-Ⅲ區-Ⅰ區-Ⅳ區(即左上一右下一右上一左下),減少焊接高溫熱的相互影響。將管板孔坡口型式改成 3 mmx450,且管頭伸出管板至少 4mm 。
為保證換熱管與管板連接接頭的焊縫質量,增加焊縫強度和減少管板的焊接變形采用橡膠脹或液壓。
4 改進效果
通過對制造工藝、熱處理工藝及管束部分結構等方面的改進,在既沒有改變原設計參數,又沒改變設備本體結構的情況下,延長了設備使用壽命,滿足了催化裂化裝置長周期運行的要求。油漿蒸汽發生器至今運行良好。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741