
超聲波沖擊技術對AA6061-T6空蝕行為的影響
2021-11-02 11:20:32
作者:李豪,吳鳳和,趙夙,張慶龍,李一飛 來源:中國表面工程
分享至:


0 前言
AA6061-T6鋁合金因低密度、良好的可成型性、可焊接性和較高比強度等優勢[1-2],越來越多的應用于汽車工業中,如汽缸體、汽車冷氣設備、閥門和燃燒室等,這些零件工作環境的特殊性,易引發強烈的空化現象,導致零件表面發生空蝕破壞而失效[3]。零部件在液體環境中高速運動時,較大的壓差變化導致零部件表面生成空化泡,空化泡反復生長和潰滅而引起的周期性沖擊波造成零部件表面損傷,即空蝕現象[4]。空蝕是流體環境中合金表面常見的破壞方式之一,也是不可避免的問題。
先前的研究表明金屬表面性能對抗空蝕性能有較大影響,可以通過增強合金的表面性能來改善合金的整體性能和可靠性[5]。因此,大量表面改性技術被應用于改善合金的抗空蝕性能,例如等離子滲氮[6]、高速氧燃料噴涂[7]、微弧氧化[8] 等表面涂層技術,但這些表面改性技術在工藝上存在一定的局限性,包括與基底的結合力弱、時間和能量消耗高、環境不友好、自動化困難和熱處理程序復雜等[9]。相較于以上表面改性技術,塑性變形技術[10] 因操作簡單、成本低等特點在工業中廣泛應用,塑性變形技術通過在材料表面引入嚴重塑性變形,細化材料表層的晶粒、植入有益的殘余壓應力并增加位錯密度來改善材料的表面性能。 TONG等[11] 采用LSP成功將AA5083的表面抗空蝕性能提升1.45~2.13倍,并認為強化后表面形成的細晶層和壓縮殘余應力提高材料的抗空蝕性能。 HAJIAN等[12] 采用FSP對AISI 316L進行強化,發現材料的抗空蝕性能隨晶粒細化而增強,并認為空蝕是由包括晶界破壞、微裂紋和疲勞裂紋擴展在內的一組機制控制的。 LI [13]也證實晶粒細化可以提高材料的抗空蝕性能。超聲波沖擊技術[14-16](UIT)近年來也被應用于表面強化,研究表明該技術在制備納米晶的同時還可以植入較高的殘余壓應力,消除表面的微觀缺陷以增強材料表面的性能,但對材料抗空蝕性能的研究鮮有報道。
文中研究采用超聲沖擊技術對AA6061-T6進行表面強化處理,以改善其表面的抗空蝕性能。對超聲沖擊技術處理后的AA6061-T6試樣表層微觀組織、硬度及殘余應力分布等進行表征和測定,并采用超聲振動空蝕方法對其抗空蝕性能進行評價,分析強化后空蝕損傷機制。
1 試驗
1.1 試驗過程
試驗材料選取AA6061-T6,其化學成分見表1, 尺寸為 Φ30mm×50mm。強化處理前使用2000號砂紙對端面進行打磨。圖1為超聲波沖擊表面強化裝置,通過三坐標移動平臺來實現撞針和試樣的相對運動。同時在超聲波沖擊強化過程中通入氬氣以防止鋁合金氧化。超聲波沖擊表面強化采用以下參數: 頻率20kHz;振幅10 μm;撞針移動速度60mm/min; 相鄰步距為0.07mm。
表1 AA6061-T6的化學成分

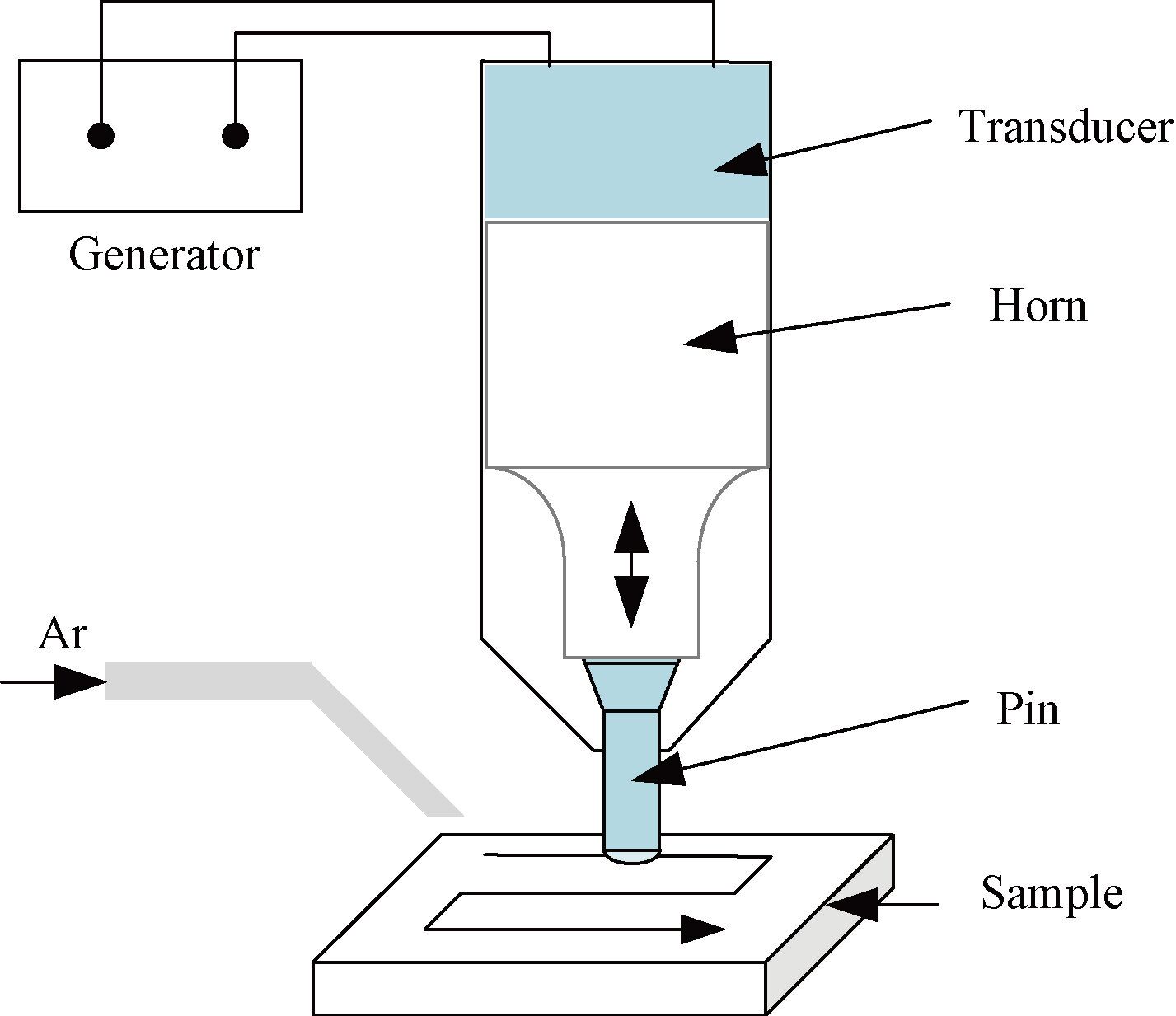
圖1 超聲波沖擊表面強化示意圖
1.2 微觀組織及力學性能表征
用電火花線切割切取強化后的試樣,并用環氧樹脂鑲嵌。將試樣橫截面分別用400~2000號砂紙打磨并拋光至鏡面,用NaOH試劑進行蝕,然后采用金相顯微鏡觀察表面改性層微觀組織。通過X射線衍射儀(XRD)分析對強化前后試樣表面進行物相鑒定及擇優取向分析,X射線衍射儀采用Cu靶, 2θ 的范圍是30°~100°。通過X射線衍射法(Proto LXRD微區應力儀)來測定試樣殘余應力,并結合電解拋光法測量試樣不同深度的殘余應力。使用PV-1000維氏硬度計對未處理和UIT試樣進行表面和沿截面方向上的硬度進行測量,測量的時候采用100g的壓力持續施加14s,測量數據為3次平均值。使用MTS G200納米壓痕儀測量未處理和UIT試樣表面的彈性模量。
1.3 空蝕性能測試
抗空蝕性能評價采用超聲振動空蝕測試方法。用電火花線切割機從未進行表面強化的試樣和UIT表面強化處理后的試樣切出 Φ15mm × 6mm圓柱。如圖2所示,超聲振動試驗臺的設計搭建參照標準ASTM G32-16 [17] 的規定,空蝕采用間接空蝕的方式。超聲振子直徑為 Φ20mm,振動頻率為20kHz,振幅45 μm。試驗時,超聲振子端面伸入水面以下15mm,下端面距離空蝕試樣上表面1mm [18],空蝕測試溶液為去離子水,并采用循環冷卻水的方式將空蝕介質溫度保持在(25±2)℃。在定期空蝕試驗后,采用精度為0.01mg的天平稱量試樣質量損失,試樣每次稱重之前進行超聲清洗并用電吹風烘干。為分析AA6061-T6的空蝕損傷機理,通過掃描電子顯微鏡S4800觀察試驗后試樣的表面形貌。
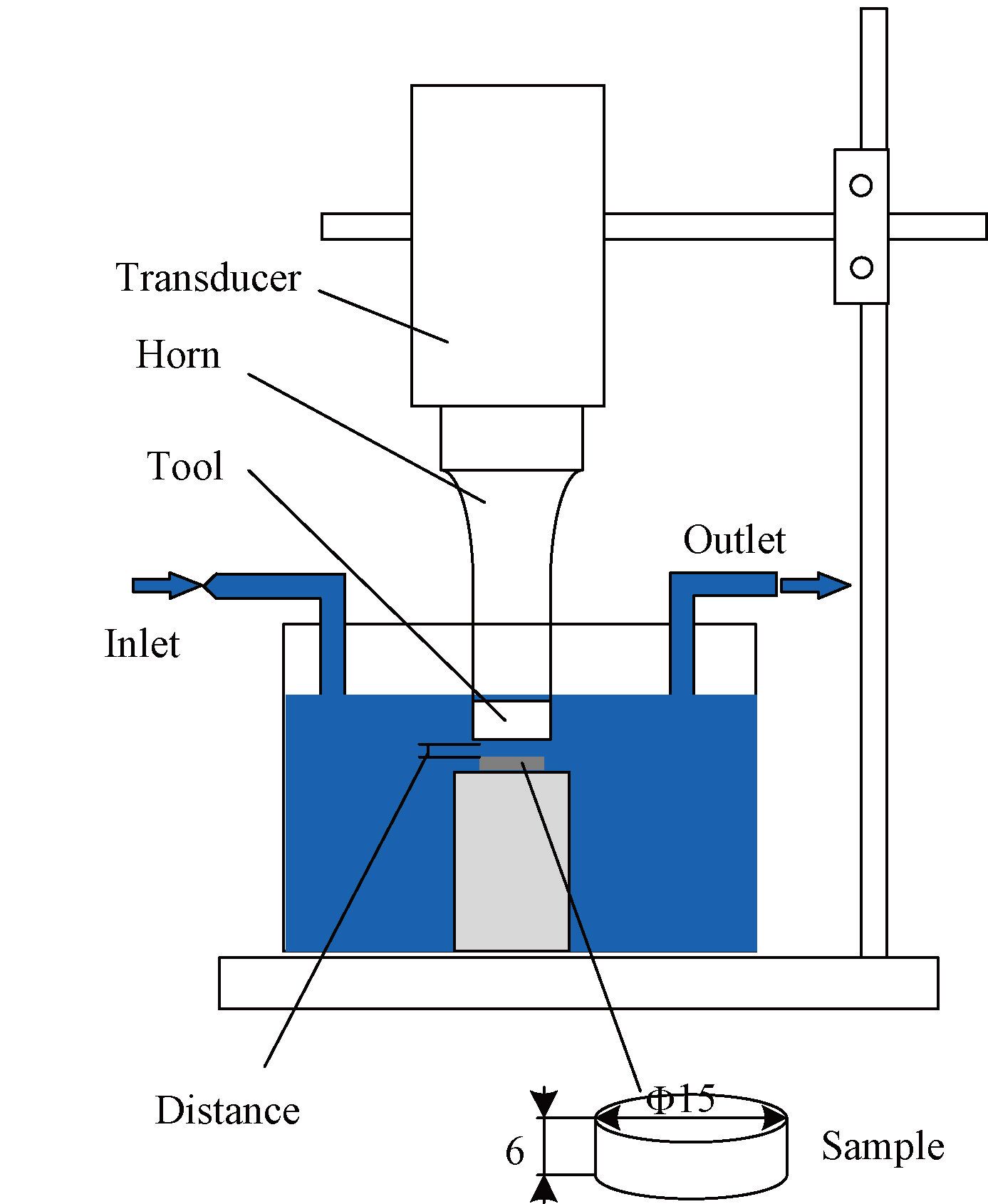
圖2 超聲振動空蝕示意圖
2 結果與討論
2.1 微觀組織分析
UIT試樣的截面顯微組織圖如圖3所示。試樣的表層形成了約140 μm的塑性形變層,分別是厚度約為50 μm的晶粒細化層和90 μm的過渡層。研究表明塑性形變層對材料的機械性能具有重要影響[19]。在晶粒細化層內,NaOH試劑腐蝕后留下的腐蝕坑少于未處理試樣內部的,且其尺寸也小于基體層內的。與此同時,晶粒細化層內的晶界未能腐蝕出來,而過渡層內的部分晶界較為清晰,其原因可能是晶粒細化導致塑性變形層和過渡層的耐腐蝕性能存在較大差異[20]。隨著深度的增加,塑性變形逐漸減少,過渡層和基體層沒有明確分界線。在過渡層內,可以明顯地看到晶粒沿撞針移動方向被拉長彎曲的現象。
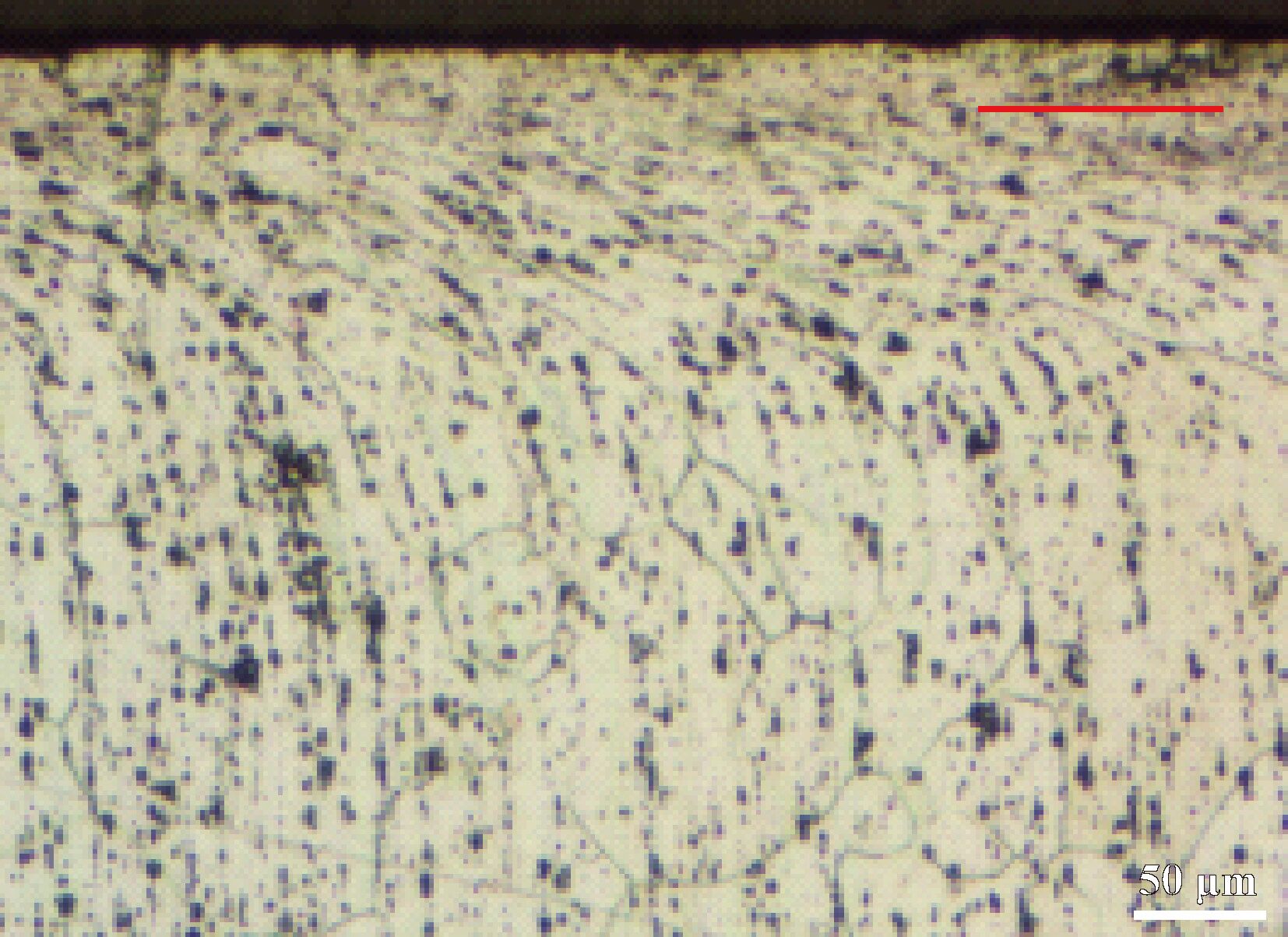
圖3 超聲波沖擊后試樣截面金相組織
如圖4所示,未處理試樣表面的擇優取向為(200),而強化后表面的擇優取向則變為(111),同時出現了少量的(220)和(222)取向,表明在超聲波沖擊強化過程中,材料表面發生嚴重塑性變形,導致原始取向逐漸減弱并形成新的取向。同時強化試樣的(111)衍射峰變寬表明嚴重塑性變形會使試樣表面晶粒細化。 UIT試樣和未處理試樣表層殘余應力分布如圖5所示,未處理試樣表面均為較小的殘余拉應力,而UIT強化后試樣表面則有較大的殘余壓應力,最大殘余壓應力為表面的-259MPa,隨深度增加殘余應力逐漸減小,殘余壓應力層深度約為700 μm。
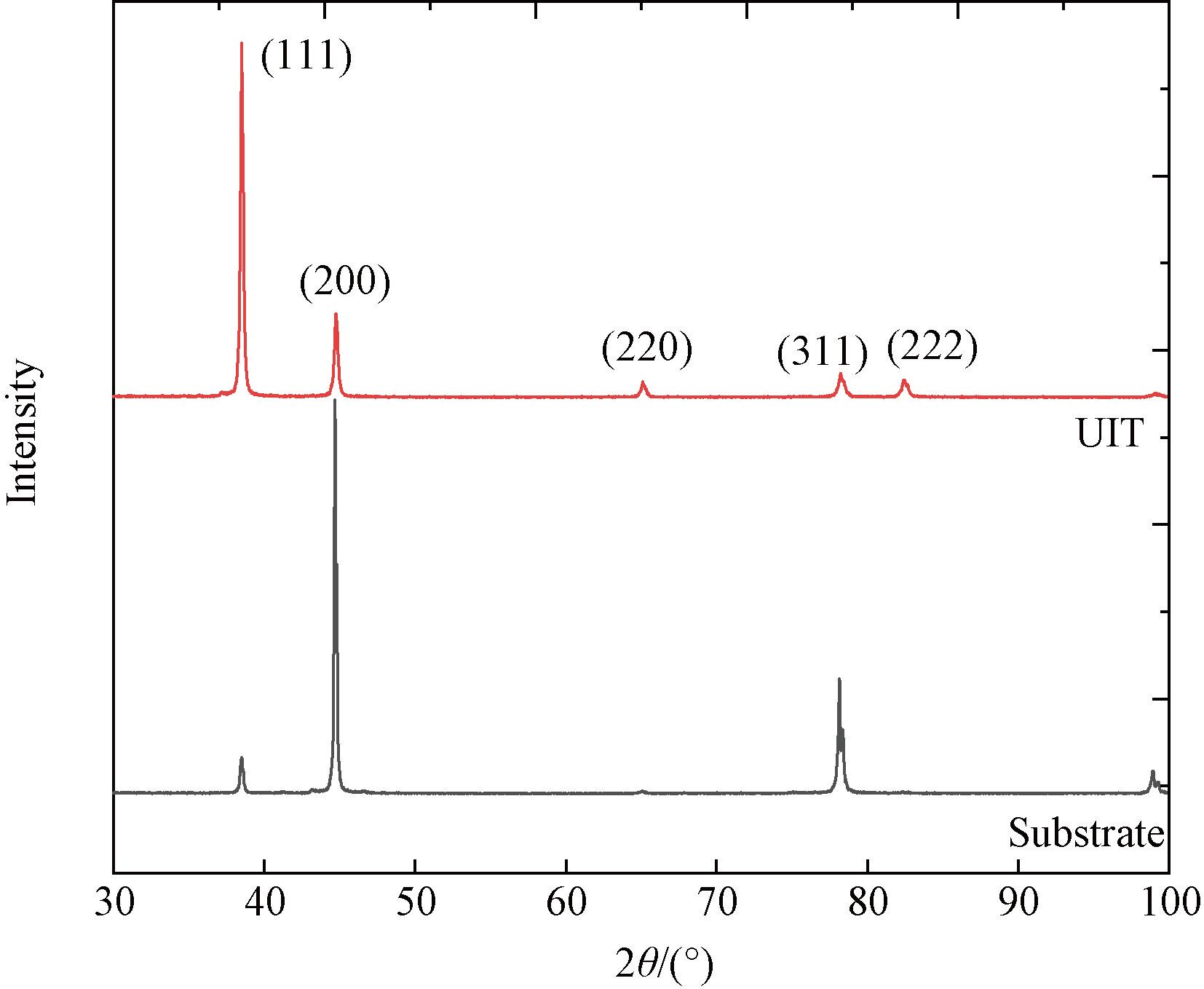
圖4 UIT強化前后試樣XRD圖譜
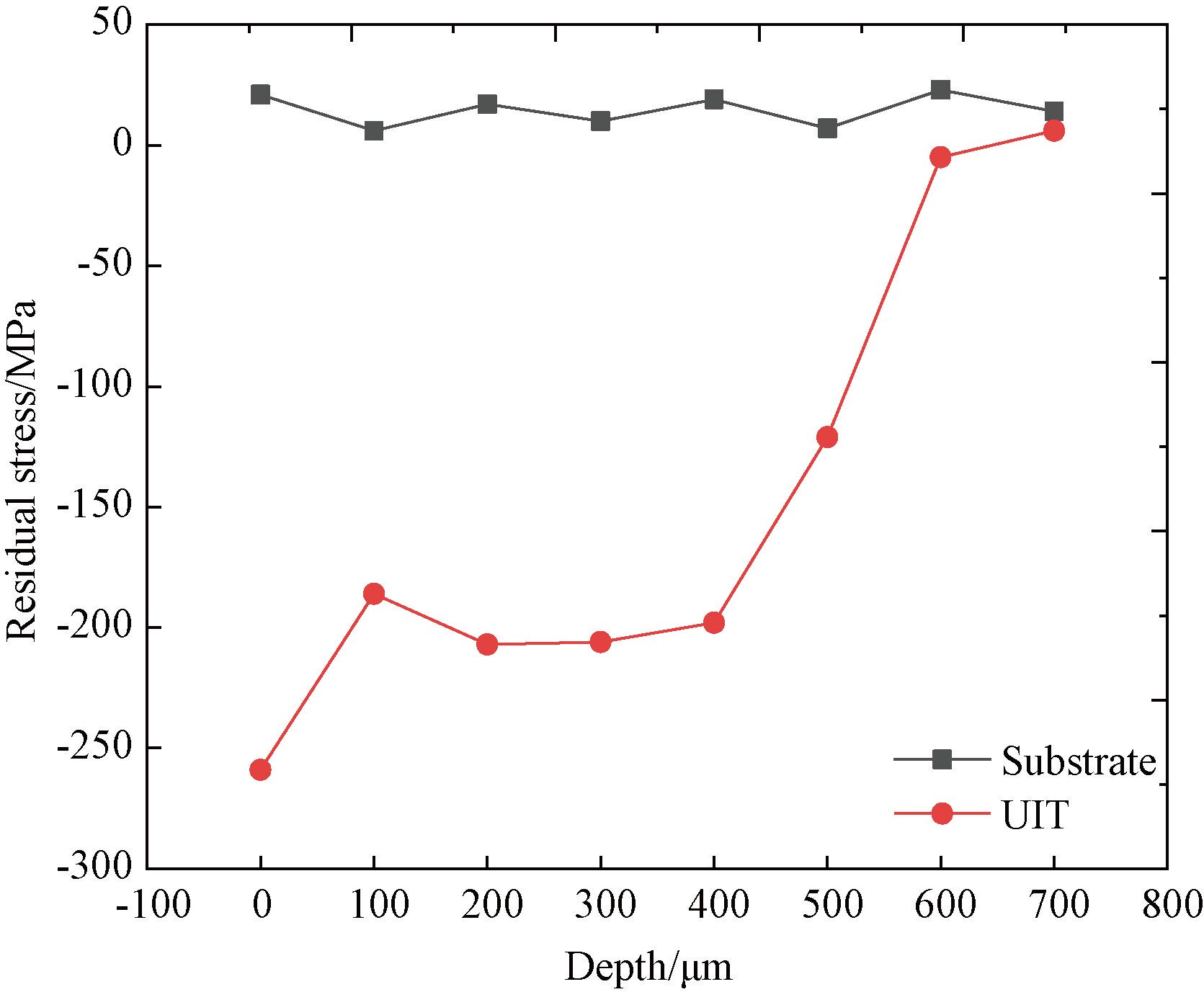
圖5 UIT強化前后殘余應力
2.2 硬度分析
如圖6所示,分別測量了未處理和UIT試樣表面和沿深度方向的顯微硬度。 UIT強化后材料的表面硬度達到168.3HV,比未處理試樣表面硬度的93.1HV提高了80.7%。表2所示為UIT處理前后AA60-T6表面的彈性模量,結果表明UIT試樣表面彈性模量由未處理時的65.7GPa變為UIT強化后的97.45GPa,提高了約48.3%。 UIT使得鋁合金表面發生嚴重塑性變形,導致位錯密度增大和晶粒細化,晶粒細化后增多的晶界有利于阻止位錯運動,從而提高了金屬的變形抗力,因此材料的表面硬度得到較大提升[21],UIT試樣表面顯微硬度壓痕面積顯著減小,同時UIT強化后的硬化層可達140 μm。
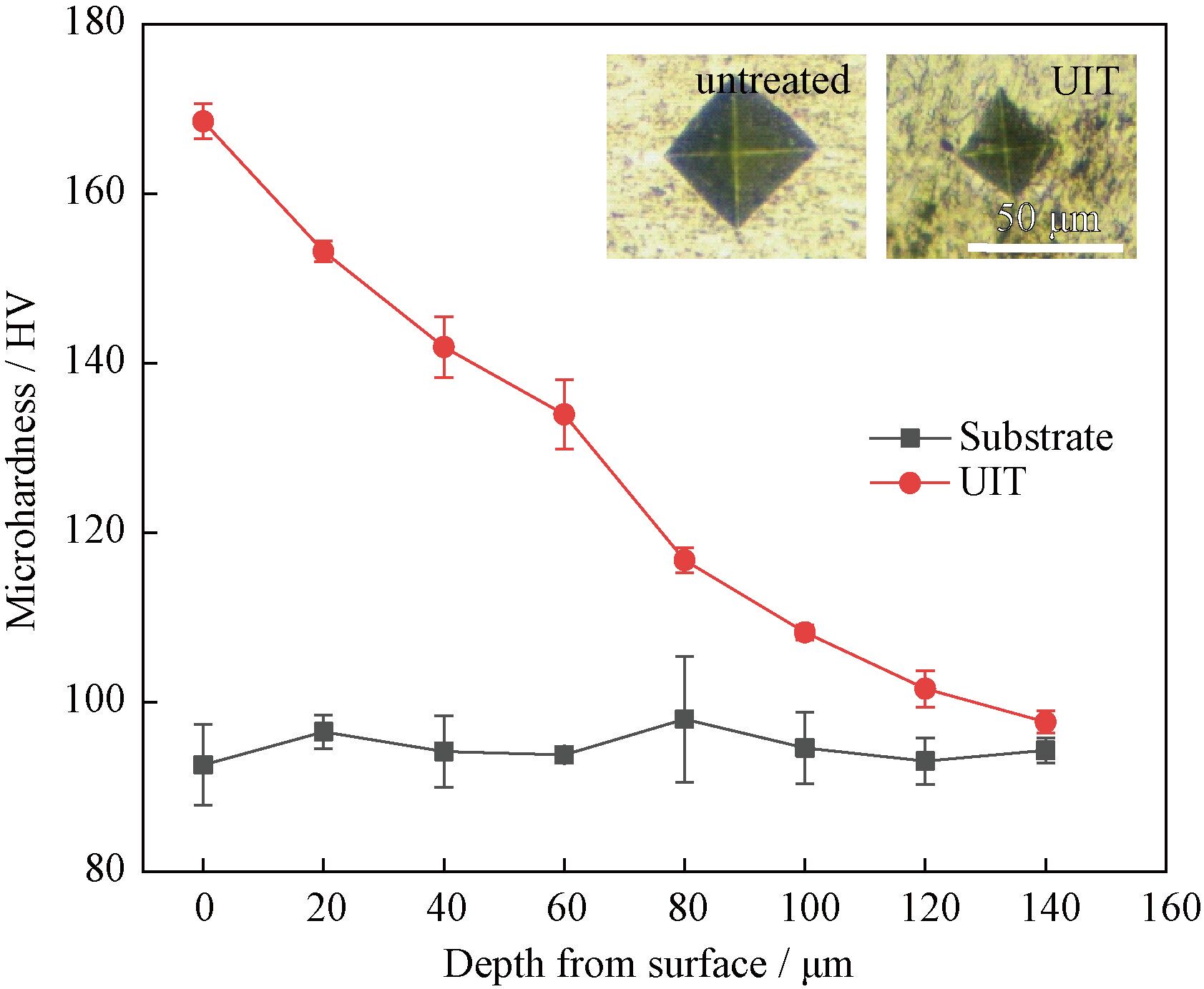
圖6 AA6061-T6處理前后的顯微硬度
表2 UIT處理前后表面彈性模量

2.3 空蝕性能分析
2.3.1 空蝕性能測試結果
未處理試樣和UIT的試樣空蝕累計損失質量如圖7所示。累計質量損失的變化大致可以分為三個時期,即因表面塑性變形積累而質量損失幾乎可以忽略的孕育期;孕育期過后,會經歷一個重量損失迅速增加的上升期;質量損失最后進入一個穩定期,該階段質量損失以及失重率達到穩定。從圖7a可以看出,未處理試樣幾乎沒有孕育期,也就是說未處理試樣會在空蝕測試開始后迅速失去質量。但是, UIT試樣的孕育期約為10min。這主要歸因于晶粒細化導致表層材料的強度極限提高。試樣在經過孕育期之后進入上升期,表面質量的損失迅速增加。而在穩定期中(120~300min),未處理試樣和UIT試樣表面的質量損失率均逐漸穩定下來。經過300min的空蝕,未處理試樣、UIT的累積失重分別為215.26mg和91.28mg,UIT試樣的抗空蝕性能約為未處理試樣的2.36倍。在空蝕過程中,UIT試樣表層的殘余壓應力會阻礙裂紋的產生和擴展,從而減少了空化損傷。通過XRD測試結果可以看出,UIT試樣表面的擇優取向為( 111) 晶面, 相對于(200)晶面,(111)晶面有利于增強鋁合金的加工硬化指數,使得材料在塑性變形階段可吸收更多變形能量,延緩表面損傷,這也是提高UIT試樣抗空蝕能力的原因之一[22-23]。

圖7 未處理試樣與UIT試樣空蝕累計失重
2.3.2 空蝕機制分析
如圖8所示,從空蝕60min表面不難看出,UIT試樣表面腐蝕程度明顯優于未處理試樣。試樣表面質量損失均為局部表面損傷失重的累積。圖8a為60min未處理試樣表面的腐蝕形貌,可以看到表面蝕坑較多且尺寸較大,還分布著孔洞和裂紋;而強化后的試樣表面則相對平整光滑,如圖8b所示,試樣表面局部有凹坑,但其尺寸相較于未處理試樣要小很多,損傷深度也要更淺,UIT試樣具有較大的表面顯微硬度,空化泡破碎時難以對表面造成嚴重的損傷。 UIT試樣表面有較多細小的水平方向裂紋,但未觀察到明顯的孔洞,表明UIT強化過程中嚴重塑性變形使得材料表層致密性增加,空蝕損傷過程中裂紋難以向下發展并造成孔洞。圖8c所示,經過300min的空蝕,未處理試樣表面被腐蝕掉了大量材料,腐蝕坑尺寸變小,但表面的孔洞、裂紋等缺陷增加,這些缺陷是空蝕作用的主要位置,可以加劇空蝕損傷現象。從表面塑性變形和裂紋來看,未處理試樣的主要空蝕機理是韌性斷裂破壞。而UIT試樣表面蝕坑較淺,表面孔洞和裂紋較少,局部可以看到有條紋和凹坑的存在,證明空蝕過程中有塑性變形存在。同時還觀察到一些碎屑,結合表面裂紋等現象, 可以看出空蝕過程中有脆性斷裂。
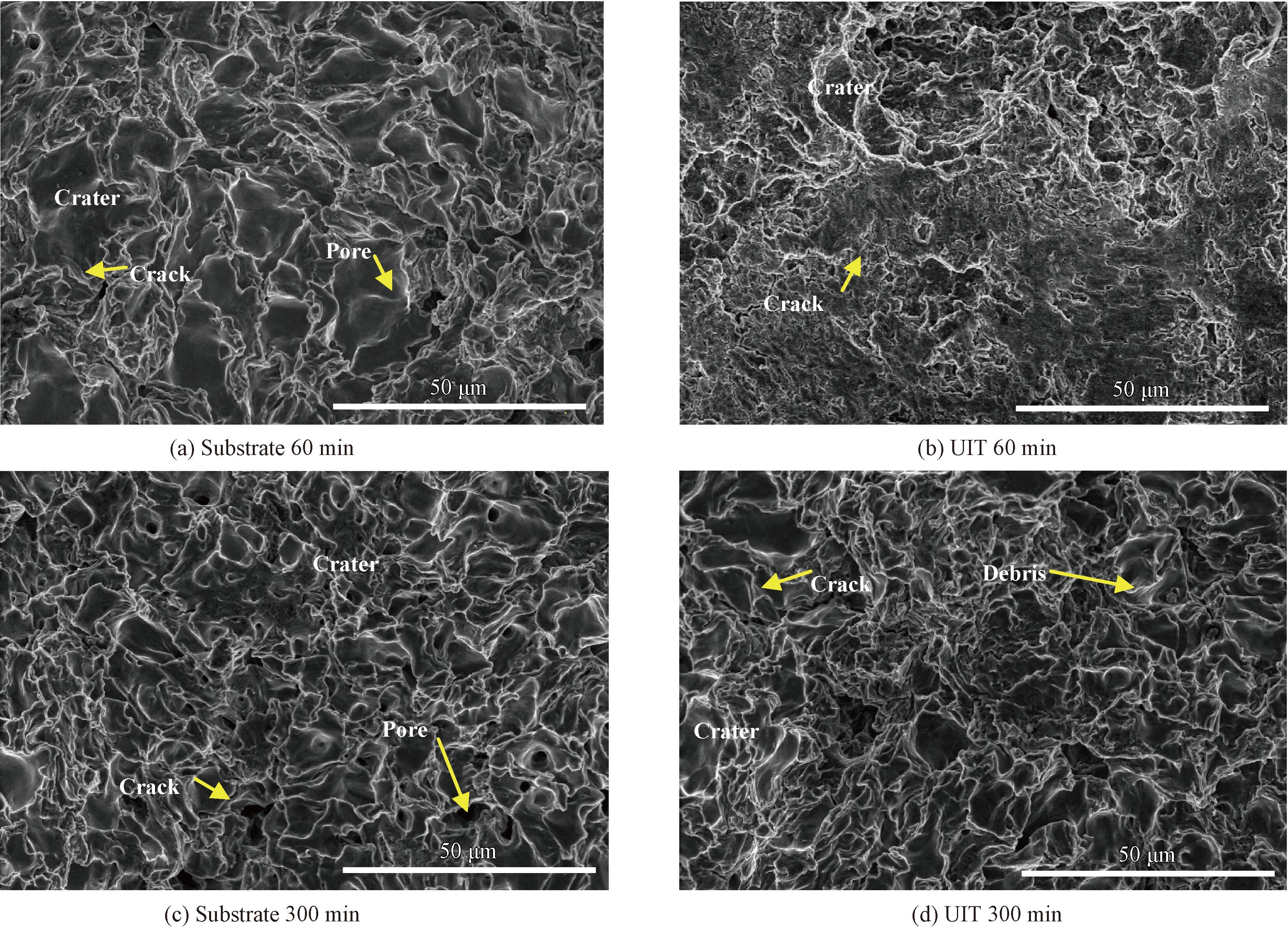
圖8 強化前后試樣不同空蝕時間表面形貌
如圖9所示,凹坑內部放大后還觀察到疲勞條紋,這就表明UIT試樣空蝕機理包括疲勞破壞, GOTTARDI [24]的鋁合金空蝕研究也得到類似結論。空化泡在潰滅過程中引起的載荷反復沖擊材料表面而引起疲勞破壞,在形成疲勞條紋的同時還會導致滑移帶的產生,滑移帶則是裂紋的成核位置,裂紋形成導致表面被腐蝕。所以,抑制滑移帶的形成和發展有利于減少裂紋的成核位置,進而提高材料表面的抗空蝕性能。晶界的增多有利于阻止滑移帶的擴展。 XRD結果顯示UIT試樣表層晶粒細化,晶粒細化后晶界明顯增多,這就使得裂紋生長變得更加困難。
為了更加清晰地了解空泡腐蝕的破壞機理,對300min空蝕后的試樣截面進行觀察。如圖10所示,所有表面都存在一些凹坑和眾多微小的裂紋,未處理試樣的表面輪廓起伏比UIT試樣大。由圖8c可看出,未處理試樣表面存在較多由空蝕過程中造成沿深度方向的孔洞,在圖10a觀察到的孔也驗證了這一現象,孔的形成為有利于空泡腐蝕過程中裂紋的傳播,裂紋不斷生長最終連接在一起造成材料的剝落。而UIT試樣表面的凹坑尺寸較小,內部的裂紋較短,且多沿水平方向傳播。 UIT試樣由于表層晶粒細化和較高的殘余壓應力增強了表面塑性變形和應變硬化,從而抑制了裂紋深度方向的擴展和水平方向的聚合。由圖10b可看出UIT試樣空蝕6h后表面蝕坑深度約100 μm,而實際空蝕深度應該大于100 μm,這表明UIT制備的晶粒細化層被完全腐蝕,僅過渡層可能還有部分剩余,過渡層的抗空蝕能力較晶粒細化層有所下降,從圖8d中也能看出表面局部蝕坑的尺寸明顯增大,與圖8a中蝕坑類似,表明UIT試樣在塑性變形層大部分腐蝕后,其表面損傷與未處理試樣的空蝕初期狀態類似。截面形貌分析進一步證實UIT可以有效提高AA6061-T6的抗空蝕性能。
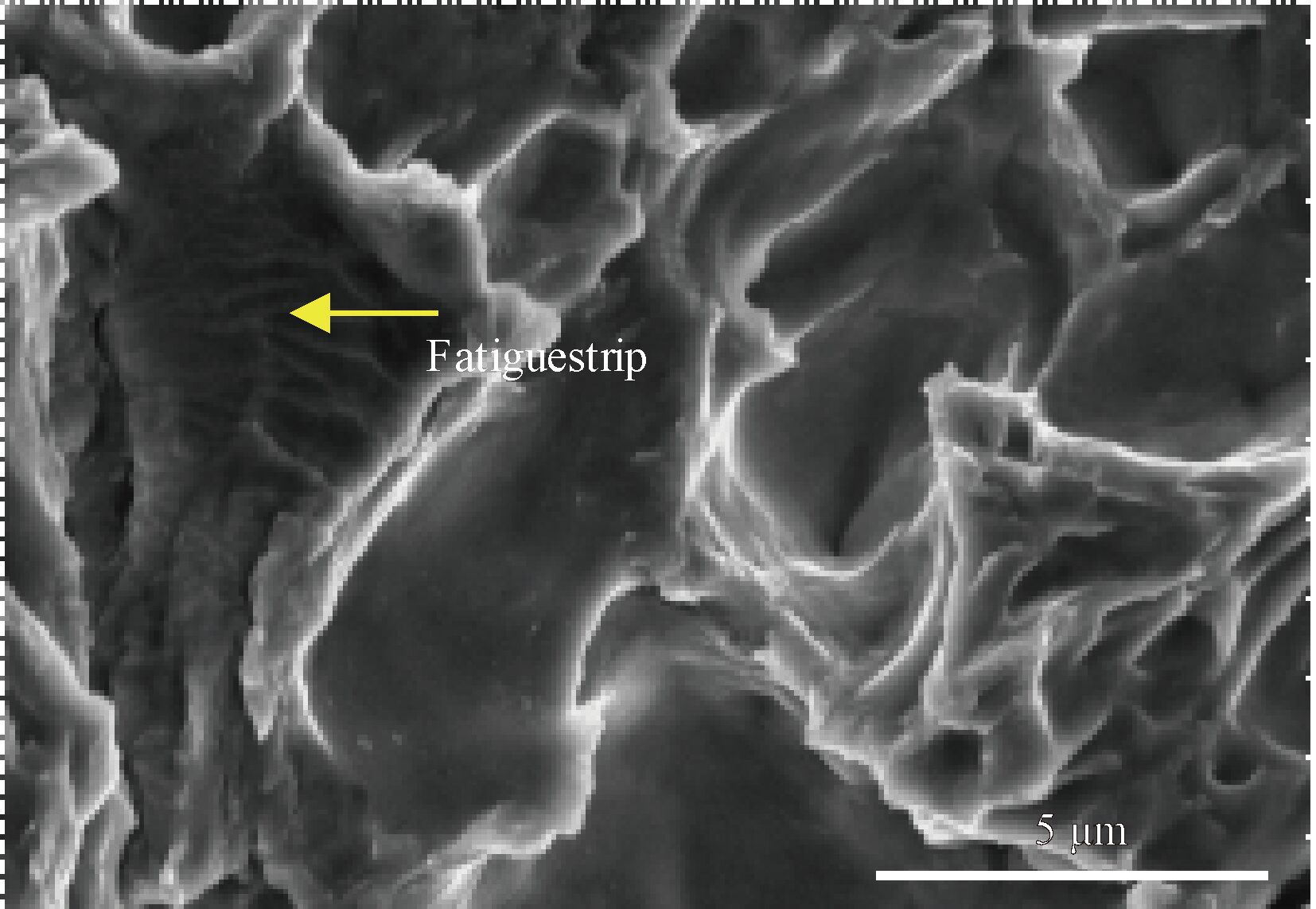
圖9 UIT試樣空蝕損傷特征
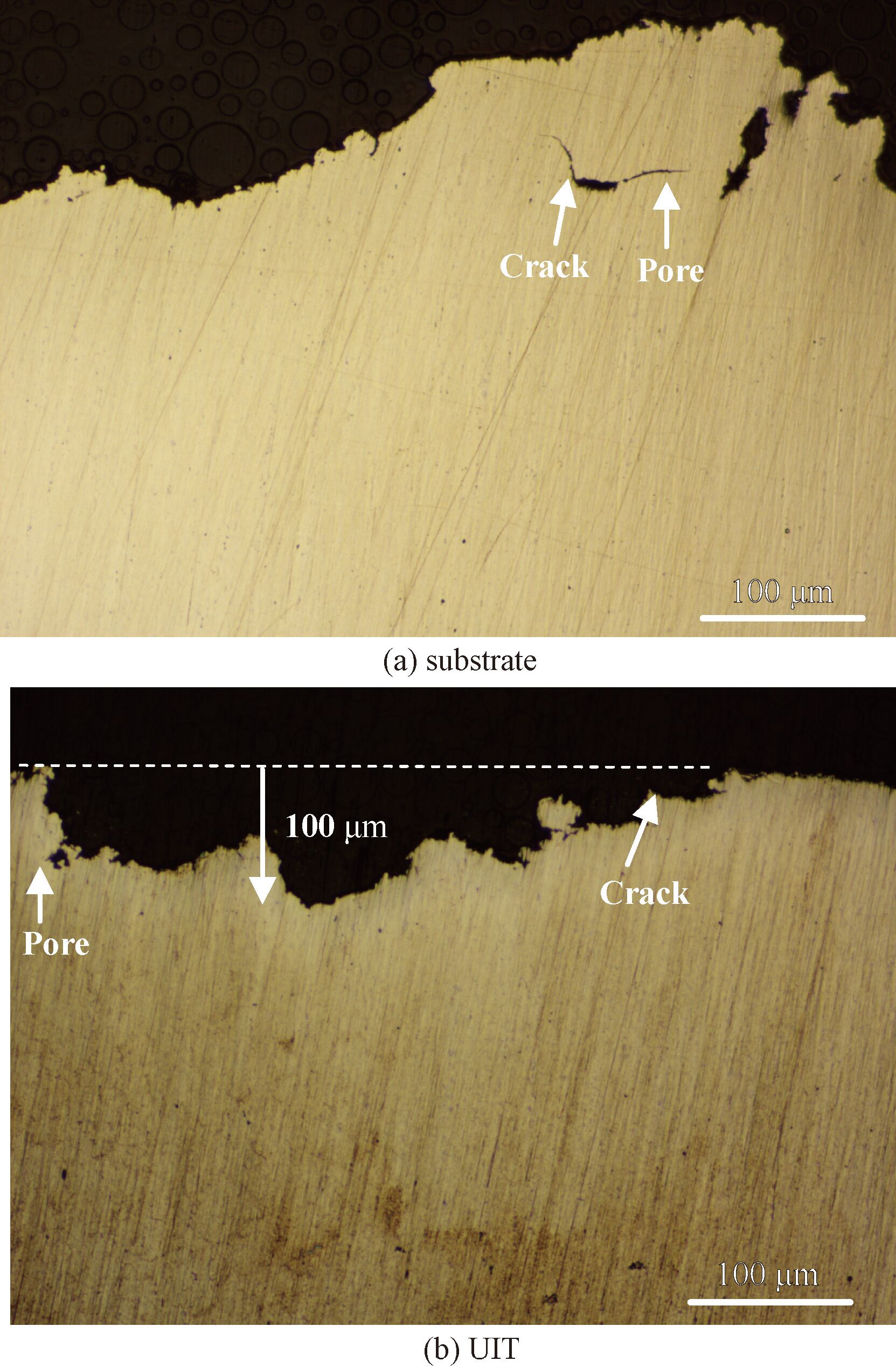
圖10 未處理試樣與強化試樣300min空蝕截面形貌
3 結論
(1) UIT強化處理在材料表面形成了約50 μm組織致密、硬度較大的晶粒細化層和90 μm的過渡層。 XRD結果表明,UIT使得AA 6061-T6表面的晶粒細化,并使得材料表面的擇優取向晶面由(200) 轉變為(111)。
(2) 與未處理試樣相比,UIT試樣的空蝕性能提高了約2.36倍,表面較高的硬度和殘余壓應力提高材料的抗沖擊載荷能力,延長試樣的空蝕孕育期; 表層晶粒細化,減少表面氣孔缺陷,裂紋擴展受到抑制,蝕坑尺寸減小。
(3) 未處理試樣的空蝕損傷形式為韌性斷裂破壞,而UIT強化后的試樣則可以觀察到脆性斷裂和疲勞破壞的痕跡,表明UIT強化后提高了表層材料的強度極限。
參考文獻
[1] TORBATI-SARRAF H,TORBATI-SARRAF S A,CHAWLA N,et al.A comparative study of corrosion behavior of an additively manufactured Al-6061 RAM2 with extruded Al-6061 T6 [J].Corrosion Science,2020,174:108838.
[2] ZHANG L,ZHONG H,LI S,et al.Microstructure,mechanical properties and fatigue crack growth behavior of friction stir welded joint of 6061-T6 aluminum alloy [J].International Journal of Fatigue,2020,135:105556.
[3] GOTTARDI G,TOCCI M,MONTESANO L,et al.Cavitation erosion behaviour of an innovative aluminium alloy for hybrid aluminium forging[J].Wear,2018,394-395:1-10.
[4] 李海斌,劉樹龍,劉義,等.Ti-6Al-4V 合金表面滲層制備及空蝕性能研究[J].表面技術,2020,49(4):324-331.LI H B,LIU S L,LIU Y et al,Preparation and cavitation erosion of surface diffusion coating on Ti-6Al-4V alloy [J].Surface Technology,2020,49(4):324-331.(in Chinese)
[5] 郭輝,劉強,劉滿平,等.6061 鋁合金ECAP變形前后的空泡腐蝕試驗研究[J].輕合金加工技術,2013,41(12):42-48.GUO H,LIU Q,LIU M P et al,The experimental study on the cavitation erosion of 6061 aluminum alloy before and after ECAP [J].Light Alloy Fabrication Technology,2013,41(12):42-48.(in Chinese)
[6] DONG Z,ZHOU T,LIU J,et al.Cavitation erosion behaviors ofsurface chromizing layer on 316L stainless steel[J].Ultrasonics Sonochemistry,2019,58:104668.
[7] LIU X,KANG J,YUE W,et al.Cavitation erosion behavior of HVOF sprayed WC-10Co4Cr cermet coatings in simulated sea water[J].Ocean Engineering,2019,190:106449.
[8] WEN L,WANG Y,ZHOU Y,et al.Microstructure and corrosion resistance of modified 2024 Al alloy using surface mechanical attrition treatment combined with microarc oxidation process[J].Corrosion Science,2011,53(1):473-480.
[9] KWOK C T,MAN H C,CHENG F T,et al.Developments in laser-based surface engineering processes:With particular reference to protection against cavitation erosion[J].Surface & Coatings Technology,2016,291:189-204.
[10] 尹雁飛,賈蔚菊,李思蘭,等.劇烈塑性變形制備的納米金屬材料的力學行為[J].中國材料進展,2019,38(10):1030-1036.LUO Y F,JIA W J,LI S L,et al.Mechanical behavior of nanostructured metallic materials prepared by severe plastic deformation[J].Materials China,2019,38(10):1030-1036.(in Chinese)
[11] TONG Z P,JIAO J,ZHOU W,et al.Improvement in cavitation erosion resistance of AA5083 aluminium alloy by laser shock processing[J].Surface and Coatings Technology,2019,377:124799.
[12] HAJIAN M,ABDOLLAH-ZADEH A,REZAEI-NEJAD S S,et al.Improvement in cavitation erosion resistance of AISI 316L stainless steel by friction stir processing [J].Applied Surface Science,2014,308:184-192.
[13] LI Y,LIAN Y,SUN Y.Cavitation erosion behavior of friction stir processed nickel aluminum bronze[J].Journal of Alloys and Compounds,2019,795:233-240.
[14] ZAPOROZHETS I,MORDYUK B N,DORDIENKO N,et al.Influence of surface ultrasonic impact treatment on texture evolution and elastic properties in the volume of Zr1Nb alloy[J].Surface and Coatings Technology,2020,403:126397.
[15] DAAVARI M,SADOUGH VANINI S A.Corrosion fatigue enhancement of welded steel pipes by ultrasonic impact treatment [J].Materials Letters,2015,139:462-466.
[16] 曹小建,片英植,金江,等.超聲沖擊強化對TC4鈦合金拉壓疲勞性能的影響 [J].中國表面工程,2017,30(2):48-55.CAO X J,PYUN Y S,JIN J,et al.Effects of ultrasonic impact modification on tension-compression fatigue behavior of TC4[J].China Surface Engineering,2017,30(2):48-55.(in Chinese)
[17] American Society of Testing Materials.ASTM G32-2010. Standard test method for cavitation erosion using vibratory apparatus[S].PA:West Conshohocken,2010.
[18] CHEN F,DU J,ZHOU S.Cavitation erosion behaviour of incoloy alloy 865 in NaCl solution using ultrasonic vibration[J].Journal of Alloys and Compounds,2020,831:154783.
[19] SUN Y,WANG H,LIU W,et al.Improvement of surface resistance to cavitation corrosion of nickel aluminum bronze by electropulsing-assisted ultrasonic surface rolling process [J].Surface and Coatings Technology,2019,368:215-223.
[20] PANDEY V,SINGH J K,CHATTOPADHYAY K,et al.Influence of ultrasonic shot peening on corrosion behavior of 7075 aluminum alloy[J].Journal of Alloys and Compounds,2017,723:826-840.
[21] 王妍潔.7075 鋁合金超聲噴丸表面改性研究[D].濟南:山東大學,2017.WANG Y J.Surface modification of 7075 aluminum alloy by ultrasonic shot peening[D].Jinan:Shandong University,2017(in Chinese).
[22] SUN Q Q,HAN Q Y,WANG S,et al.Microstructure,corrosion behaviour and thermal stability of AA 7150 after ultrasonic shot peening[J].Surface & Coatings Technology,2020,398:126127.
[23] 周琱玉.冷軋AA6061鋁合金的織構、微米壓痕與腐蝕性能研究[D].太原:太原理工大學,2018.ZHOU D Y.The textures,microindentation and corrosion properties of cold-rolled AA6061 aluminum alloy[D].Taiyuan:Taiyuan University of Technology,2018.(in Chinese)
[24] GOTTARDI G,TOCCI M,MONTESANO L,et al.Cavitation erosion behaviour of an innovative aluminium alloy for hybrid aluminium forging[J].Wear,2018,394-395:1-10.
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741