
煉油廠常用的腐蝕監(jiān)測(cè)方法
2021-12-23 13:23:34
作者:段孝忠 來源:化工設(shè)備圈
分享至:


1、概述
腐蝕是危及煉油廠裝置安全平穩(wěn)運(yùn)行的重要隱患,它能夠造成設(shè)備泄漏或失效,嚴(yán)重時(shí)會(huì)導(dǎo)致裝置停工及火災(zāi)、爆炸等事故。因此煉油廠一般都采取一定的措施,對(duì)腐蝕進(jìn)行控制。
傳統(tǒng)的腐蝕控制方法主要是從選材、工藝防腐等角度出發(fā),防止腐蝕的發(fā)生。隨著工業(yè)自動(dòng)化技術(shù)和檢測(cè)儀器的發(fā)展,腐蝕監(jiān)測(cè)技術(shù)逐漸在煉油行業(yè)防腐中占據(jù)了越來越重要的地位。
所謂腐蝕監(jiān)測(cè)技術(shù),就是利用各種儀器工具和分析方法,確定材料在工藝介質(zhì)環(huán)境中的腐蝕速度,及時(shí)為工程技術(shù)人員反饋設(shè)備腐蝕信息,從而采取有效措施減緩腐蝕,避免腐蝕事故的發(fā)生。
通常,腐蝕監(jiān)測(cè)主要有以下幾個(gè)目的:
(1) 判斷腐蝕發(fā)生的程度和腐蝕形態(tài)。
(2) 監(jiān)測(cè)腐蝕控制方法的使用效果(如選材、工藝防腐等)。
(3) 對(duì)腐蝕隱患進(jìn)行預(yù)警。
(4) 判斷是否需要采取工藝措施進(jìn)行防腐。
(5) 評(píng)價(jià)設(shè)備管道使用狀態(tài),預(yù)測(cè)設(shè)備管道的使用壽命。
(6) 幫助制定設(shè)備管道檢維修計(jì)劃。
因此,通過腐蝕監(jiān)測(cè),工廠不僅可以預(yù)防腐蝕事故的發(fā)生,還可以及時(shí)調(diào)節(jié)腐蝕控制方案,減少不必要的腐蝕控制費(fèi)用,獲得最大的經(jīng)濟(jì)效益。
2、常用腐蝕監(jiān)測(cè)技術(shù)
齊魯石化公司勝利煉油廠從二十世紀(jì)70年代開始進(jìn)行腐蝕監(jiān)測(cè)工作,先后采用了腐蝕掛片、電阻探針、定點(diǎn)測(cè)厚、現(xiàn)場腐蝕試驗(yàn)裝置、冷凝水分析等腐蝕監(jiān)測(cè)技術(shù),為煉油廠的設(shè)備防腐提供了大量的數(shù)據(jù)。
2.1 腐蝕掛片監(jiān)測(cè)
腐蝕掛片監(jiān)測(cè)作為腐蝕監(jiān)測(cè)最基本的方法之一,具有操作簡單,數(shù)據(jù)可靠性高等特點(diǎn),可作為設(shè)備和管道選材的重要依據(jù)。目前勝利煉油廠采用的腐蝕掛片技術(shù)主要有兩種方式。一是利用裝置停工檢修,在裝置設(shè)備內(nèi)部重點(diǎn)腐蝕部位掛入腐蝕掛片,待運(yùn)行一個(gè)生產(chǎn)周期,裝置再次停工檢修時(shí)取出,測(cè)量掛片腐蝕失重情況,計(jì)算腐蝕速度,這種方法被稱為現(xiàn)場腐蝕掛片監(jiān)測(cè)。該方法監(jiān)測(cè)周期以裝置運(yùn)行周期為準(zhǔn),通常為2到3年。第二種方法是采用掛片探針技術(shù)(圖1、2)

圖1 探針掛片示意圖
在裝置運(yùn)行過程中,對(duì)重點(diǎn)腐蝕部位進(jìn)行監(jiān)測(cè),監(jiān)測(cè)周期通常為一到二個(gè)月。腐蝕掛片監(jiān)測(cè)操作周期比較長,所測(cè)得的數(shù)據(jù)為裝置設(shè)備在一段時(shí)間內(nèi)的平均腐蝕速度,不能反映設(shè)備在某一點(diǎn)的腐蝕速度,因此無法用于實(shí)時(shí)在線分析。腐蝕掛片監(jiān)測(cè)數(shù)據(jù)主要用于設(shè)備選材和監(jiān)測(cè)工藝防腐措施的應(yīng)用效果,也可作為其他腐蝕監(jiān)測(cè)數(shù)據(jù)比較的基礎(chǔ)。
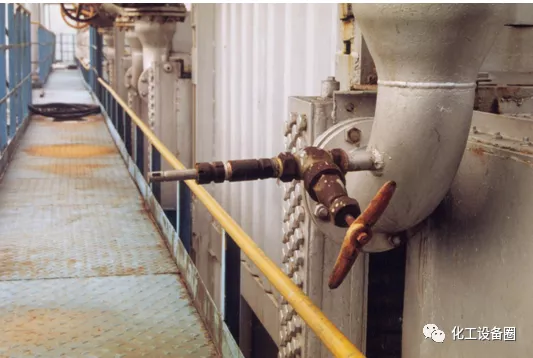
圖2 探針掛片在常壓塔頂空冷器上的應(yīng)用
(1)探針掛片的結(jié)構(gòu)型式
探針掛片器主要由探針桿、密封填料盒、鎖緊環(huán)等組成。與安裝在現(xiàn)場管道上的閥門配合可進(jìn)行帶壓裝卸操作,因此可隨時(shí)取出監(jiān)測(cè)掛片進(jìn)行腐蝕測(cè)量。示意圖如下:
掛片探針的裝卸需要與一個(gè)PN40、DN25的閘閥相配合,開口位置應(yīng)當(dāng)有較大的空間,有利于監(jiān)測(cè)操作。示意圖如下:
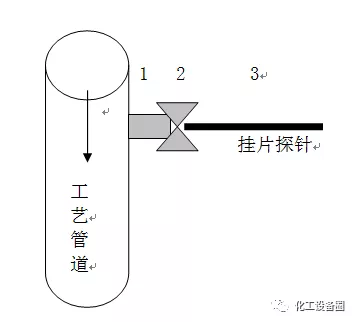
圖中:
1-單絲頭,PN40DN25,與工藝管道同材質(zhì),無絲一端連在工藝管道上,焊接。有絲一端與閥門相連擰緊后焊接。
2-閥門,Z11H-40-25閘閥。由于各廠家生產(chǎn)的閘閥有所不同,選閥門時(shí)注意在閥門全開時(shí)應(yīng)能順利通過直徑20mm的圓棒。
3-掛片探針,與閥門絲扣連接,可隨時(shí)拆裝。
(2)試片規(guī)格
尺寸(長×寬×厚mm) 25.0×10.0×2.0,距兩端5mm各有一f4.0孔。
試片材質(zhì)選擇國產(chǎn)20號(hào)優(yōu)質(zhì)碳素鋼(GB 699—65),化學(xué)成份應(yīng)符合以下標(biāo)準(zhǔn):

(3)試片的加工
a 試片應(yīng)采用板材加工。
b試片應(yīng)用機(jī)床切削、銑、磨等機(jī)械加工方法,以免引起金相變化和產(chǎn)生應(yīng)力。其棱邊(含鉆孔)不準(zhǔn)有毛刺。
c 加工好的成批試片采用防銹密閉包裝。
d 平行試驗(yàn)所用試片表面狀況應(yīng)當(dāng)一致。試片表面的粗糙度規(guī)定為?1.6。
(4)試片的試前準(zhǔn)備
a 生銹或回用試片應(yīng)進(jìn)行砂磨,砂磨選用砂布應(yīng)先粗后細(xì),最后規(guī)定采用GZ 120號(hào)砂布。打磨的方向應(yīng)該在換砂紙(布)時(shí),改變90℃,每次打磨到前一次打磨痕跡消失為止。不可用同一張砂布研磨不同材質(zhì)的試片。
b 試片在試前用小號(hào)鋼字在一端打字編號(hào)。打字時(shí)用力不可過大,以免產(chǎn)生過大的應(yīng)力。
c 仔細(xì)測(cè)量和計(jì)算試片的表面積。其標(biāo)準(zhǔn)偏差不可超過1%。
d 將試片浸入石油醚中用棉球擦洗脫油(采用密閉包裝的標(biāo)準(zhǔn)試片用水清洗表面)。
c 浸入無水乙醇中清洗,然后再移入清潔的無水乙醇中浸泡片刻,取出試片,用濾紙吸干,用風(fēng)吹干,放入干燥器內(nèi)至少存放30min,稱重。稱重時(shí)應(yīng)準(zhǔn)確至0.0002g。
(5) 試片的試后處理
a 試后應(yīng)小心取出試片,觀察記錄表面狀況,有代表性的試驗(yàn)結(jié)果,應(yīng)照相存檔。
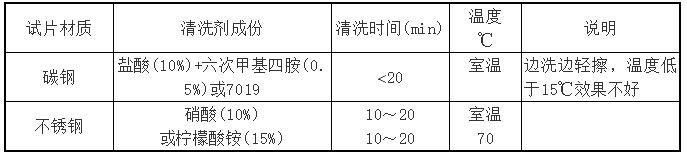
b 清除試片上的腐蝕沉積物。對(duì)腐蝕沉積物較多的試片,在化學(xué)清洗前應(yīng)先用竹片或塑料片進(jìn)行物理清理。根據(jù)試片材料按表1選擇化學(xué)清洗配方與控制清洗時(shí)間。
c 化學(xué)清洗后的試片應(yīng)立即用自來水沖洗,再用無水乙醇清洗。然后用濾紙吸干,用風(fēng)吹干,放入干燥器內(nèi)保存。
d 干燥好的試片用分析天平稱重,準(zhǔn)確度應(yīng)和試前一致。求出試驗(yàn)后的腐蝕失重。
c 仔細(xì)觀察和記錄試片表面的腐蝕形態(tài)和特征,發(fā)現(xiàn)有點(diǎn)蝕時(shí)應(yīng)注意蝕坑的大小、形狀、數(shù)目和分布情況。測(cè)出最大和最小坑深,對(duì)有代表性的試驗(yàn)結(jié)果應(yīng)照相存檔。
表1 金屬試片常用化學(xué)清洗法
(6) 數(shù)據(jù)處理
對(duì)于腐蝕試驗(yàn)的結(jié)果,通常按均勻腐蝕的平均值表示。常用的單位如:毫克/米2·天(mg/m2·d),能直觀的表示腐蝕進(jìn)行的快慢;毫米/年(mm/a)能用以估計(jì)設(shè)備的使用壽命,其可靠性決定于腐蝕的均勻程度。計(jì)算腐蝕速度的通式如下:
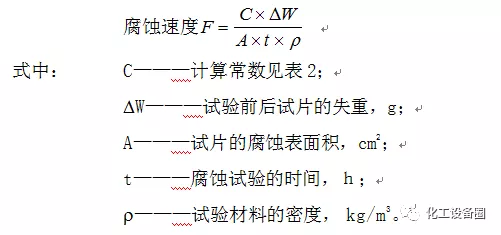
表2 不同腐蝕速度單位的常數(shù)C值

(7) 注意事項(xiàng)
a 脫脂除污效果檢驗(yàn):脫脂除污效果采用水膜試驗(yàn)進(jìn)行檢驗(yàn)。即把脫脂處理后的試片放入水中,然后取出。如果脫脂完全,試片表面應(yīng)保持一層完整的水膜,如果還有油脂存在,該處則為干斑。
b 稱重:為了保證所有的試片都達(dá)到穩(wěn)定的表面狀態(tài),一般規(guī)定在干燥器中放置24小時(shí)后再稱重。
c 經(jīng)清洗之后的試片要用鑷子夾取,不能用手直接拿取試片。
2.2 電阻探針監(jiān)測(cè)
電阻探針腐蝕監(jiān)測(cè)是通過測(cè)量金屬元件(稱探頭)在工藝介質(zhì)中腐蝕后的電阻值變化,計(jì)算金屬在工藝介質(zhì)中的腐蝕速度。當(dāng)探頭受腐蝕后,橫截面積減小,造成電阻增加。電阻增加與金屬損耗有直接關(guān)系,因此,通過一定的公式,可以換算出金屬的腐蝕速度。
電阻探針技術(shù)是煉油廠采用最廣泛的在線監(jiān)測(cè)技術(shù),它將多個(gè)探頭安裝在不同的部位,通過監(jiān)測(cè)儀器顯示腐蝕速度的變化。此外,探針測(cè)量元件可以根據(jù)現(xiàn)場需要采用不同的材料。電阻探針的另一個(gè)優(yōu)點(diǎn)是適用范圍廣,幾乎可以用于煉油廠所有的介質(zhì)環(huán)境中,包括氣相、液相、固相和流動(dòng)顆粒。
電阻探針信號(hào)反饋時(shí)間短、測(cè)量迅速,能及時(shí)反映出設(shè)備管道的腐蝕情況,使設(shè)備管道的腐蝕始終處于監(jiān)控狀態(tài)。因此對(duì)于腐蝕嚴(yán)重的部位和短時(shí)間內(nèi)突發(fā)嚴(yán)重腐蝕的部位,這種方法是不可缺少的監(jiān)測(cè)控制手段。但由于儀器測(cè)量靈敏度的限制,其所測(cè)得的數(shù)據(jù)受工藝介質(zhì)腐蝕速度變化的影響較大,測(cè)量結(jié)果有時(shí)會(huì)發(fā)生偏差。
(1)單點(diǎn)監(jiān)測(cè)電阻探針
單點(diǎn)監(jiān)測(cè)電阻探針就是每次只能監(jiān)測(cè)一個(gè)點(diǎn)的腐蝕率。勝利煉油廠采用的電阻探針監(jiān)測(cè)儀器為自行開發(fā)設(shè)計(jì)的DF型電阻探針腐蝕監(jiān)測(cè)儀,該腐蝕監(jiān)測(cè)儀由兩部分組成:電阻探針(傳感器)和腐蝕監(jiān)測(cè)儀(見圖3)。為保證電阻探針在現(xiàn)場便于拆卸,將探針部分設(shè)計(jì)為可伸縮式,同時(shí)配備了探針裝卸器。電阻探針在勝利煉油廠主要用于常減壓裝置常減頂?shù)蜏叵到y(tǒng)腐蝕監(jiān)測(cè)、工藝防腐試驗(yàn)的腐蝕監(jiān)控、加氫裝置催化劑再生時(shí)腐蝕監(jiān)控等方面。

圖3 電阻探針腐蝕監(jiān)測(cè)儀
(2)多點(diǎn)在線監(jiān)測(cè)式電阻探針
a 基本原理
勝利煉油技術(shù)研究所開發(fā)的在線腐蝕多點(diǎn)監(jiān)測(cè)技術(shù)是將多個(gè)電阻探針的腐蝕信號(hào)通過模數(shù)轉(zhuǎn)換、遠(yuǎn)程傳輸、數(shù)據(jù)處理、軟件集中控制等實(shí)現(xiàn)多路在線自動(dòng)腐蝕監(jiān)測(cè),如下圖4所示意。

圖4-多點(diǎn)在線腐蝕監(jiān)測(cè)技術(shù)原理圖
計(jì)算機(jī)是監(jiān)測(cè)控制中心,它根據(jù)設(shè)定參數(shù)自動(dòng)控制監(jiān)測(cè)過程,實(shí)現(xiàn)實(shí)時(shí)繪制腐蝕率曲線,自動(dòng)把數(shù)據(jù)存盤等。下圖是軟件控制界面。
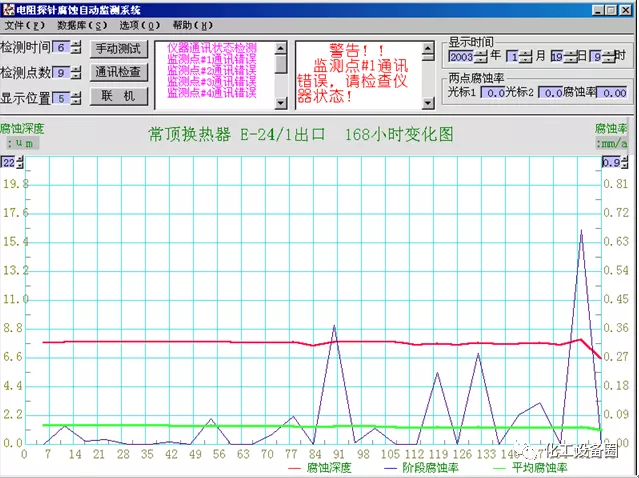
圖5-多點(diǎn)在線腐蝕監(jiān)測(cè)控制軟件
b 現(xiàn)場條件要求
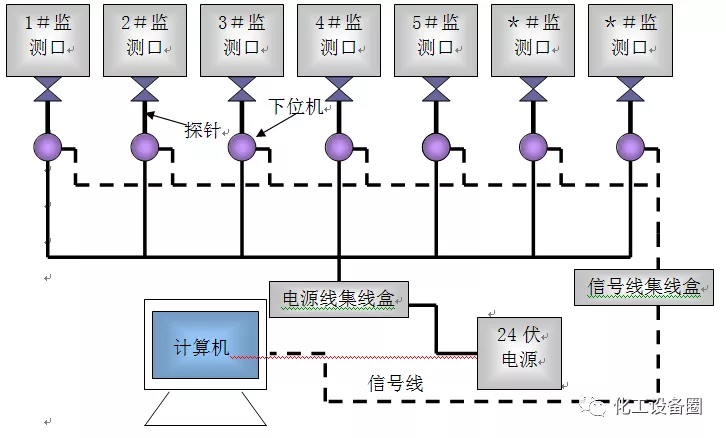
圖6 現(xiàn)場電纜布線示意圖
● 數(shù)據(jù)顯示方面的要求
如圖3所示:下位機(jī)直接連接在探針尾部,計(jì)算機(jī)安放在操作室內(nèi)。腐蝕監(jiān)測(cè)信號(hào)通過下位機(jī)已轉(zhuǎn)換為數(shù)字信號(hào),通過探制軟件顯示于計(jì)算機(jī)中。如果要接入控制室的DCS系統(tǒng)中,DCS硬件系統(tǒng)中需具備RS232接口卡,并根據(jù)DCS的具體情況進(jìn)行軟件組態(tài),使腐蝕數(shù)據(jù)顯示在DCS中。
● 電阻探針開口及安裝的要求
如同掛片探針一樣,現(xiàn)場應(yīng)開好監(jiān)測(cè)口,焊上PN40DN25的閘閥以便進(jìn)行探針的裝卸操作。選閥門時(shí)注意在閥門全開時(shí)應(yīng)能順利通過電阻探針(約Φ22)。
● 電源線及信號(hào)線的要求
圖6中:計(jì)算機(jī)與下位機(jī)之間的實(shí)線代表電源線,24伏直流供電。虛線為雙芯屏蔽信號(hào)線,連接微機(jī)與下位機(jī)。所有線纜應(yīng)走布線管(槽),引入到工作室或操作室。設(shè)計(jì)布線管(槽)時(shí),為了減少工作量,應(yīng)在現(xiàn)場合適的地方設(shè)置集線盒,各分支線在集線盒內(nèi)與總線相并聯(lián)。根據(jù)監(jiān)測(cè)點(diǎn)的遠(yuǎn)近,可設(shè)置多個(gè)。
2.3 現(xiàn)場腐蝕試驗(yàn)旁路
現(xiàn)場腐蝕試驗(yàn)裝置主要安裝在高溫設(shè)備管道腐蝕嚴(yán)重的部位,在裝置正常開工過程中可以自由切換,進(jìn)行現(xiàn)場腐蝕監(jiān)測(cè)、腐蝕試驗(yàn)等,可取得準(zhǔn)確的現(xiàn)場腐蝕數(shù)據(jù)。
A 等流速試驗(yàn)旁路
即試驗(yàn)過程中,試樣處于同一介質(zhì)流速中,不能同進(jìn)進(jìn)行多種流動(dòng)狀態(tài)下的腐蝕試驗(yàn)。

圖7 第三套常減壓裝置減三線腐蝕監(jiān)測(cè)旁路
圖7所示的為勝利煉油廠第三常減壓裝置減三線上的一條腐蝕試驗(yàn)旁路,它是為了監(jiān)測(cè)煉制高硫原油給裝置高溫部位帶來的腐蝕。該裝置結(jié)構(gòu)簡單,主要設(shè)備為一不銹鋼壓力釜,釜內(nèi)裝有試處懸掛架用來安裝各種試驗(yàn)試處。釜蓋上裝有探針監(jiān)測(cè)口,可以實(shí)現(xiàn)探針監(jiān)測(cè)。通過此旁路可以方便地完成腐蝕掛片、涂料掛片、腐蝕探針等多種現(xiàn)場試驗(yàn)或腐蝕監(jiān)測(cè)任務(wù)。
A 變流速試驗(yàn)旁路
這是一種一次可進(jìn)行多種流速狀態(tài)試驗(yàn)的裝置,它可以一次完成五種介質(zhì)流速下的腐蝕試驗(yàn),且一輪試驗(yàn)可得出最多9種鋼材在5種介質(zhì)流速下的腐蝕數(shù)據(jù)。裝置上設(shè)有藥劑注入點(diǎn),可以進(jìn)行化學(xué)藥劑的效果評(píng)定。試驗(yàn)裝置的原則流程見圖8。
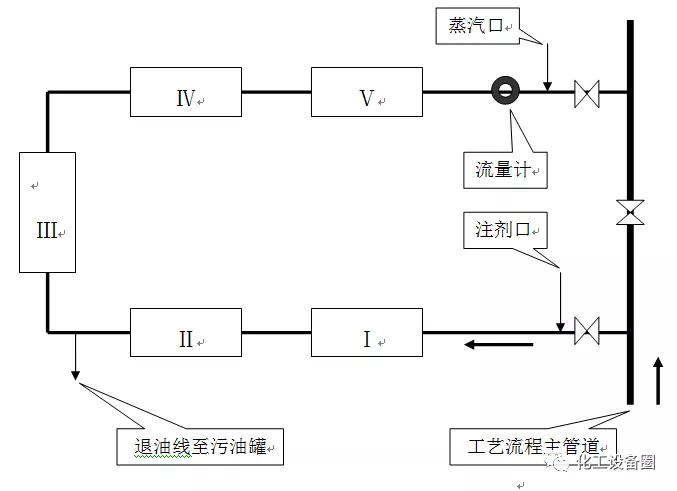
圖8 變流速腐蝕試驗(yàn)旁路圖
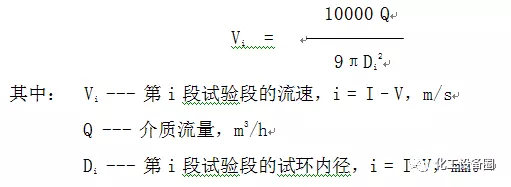
它有5個(gè)試驗(yàn)段組成,圖中標(biāo)號(hào)為I-V。從I到V,試驗(yàn)段的管徑依次變粗,所以同一流量下可以得到5種介質(zhì)流速。每個(gè)試驗(yàn)段中可最多安裝9只環(huán)形試件。試驗(yàn)時(shí)介質(zhì)依次流經(jīng)I-V試驗(yàn)段及流量計(jì),通過調(diào)節(jié)進(jìn)出口閥門及節(jié)流閥門的開度,可以得到預(yù)期的介質(zhì)流速。在進(jìn)油閥后設(shè)有緩蝕劑入口,可以進(jìn)行注劑試驗(yàn)。介質(zhì)流量通過流量計(jì)讀出。根據(jù)試驗(yàn)段的管徑可換算出各段的介質(zhì)流速,計(jì)算公式如下:
全開節(jié)流閥,關(guān)閉進(jìn)出口油閥,打開蒸汽吹掃閥退油后,可拆卸出試驗(yàn)環(huán),完成試驗(yàn)。
試片為環(huán)形試件,試件外表面進(jìn)行鍍鉻處理以防腐蝕,只讓試件內(nèi)表面腐蝕。共5種規(guī)格,見圖9。
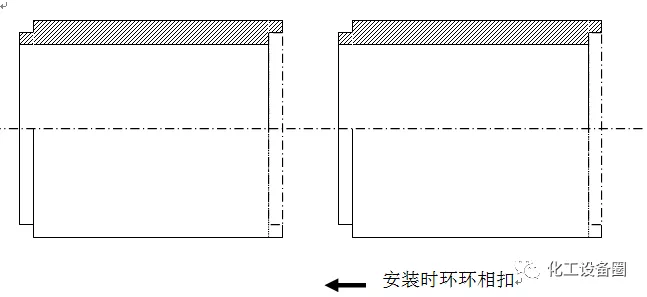
圖9 變流速腐蝕試驗(yàn)旁路的環(huán)形試件
● 試驗(yàn)操作步驟
A 環(huán)形試件稱重
首先測(cè)量環(huán)形試件的內(nèi)徑、高度,然后打鋼號(hào),清洗干凈后稱重,記錄數(shù)據(jù)。
B 環(huán)形試件裝配
將同種規(guī)格的9只環(huán)形試件與前支持環(huán)及后固定環(huán)疊扣成一管狀,用螺栓連接固定。
C 現(xiàn)場安裝
把試驗(yàn)環(huán)組件的前支持環(huán)套在試驗(yàn)段內(nèi)的前導(dǎo)流管上,后拉緊環(huán)夾在試驗(yàn)段兩法蘭之間,然后上緊法蘭螺栓。
D 試漏
五個(gè)試驗(yàn)段裝好后,先進(jìn)行蒸汽吹掃試漏。將裝置上的10kg/cm3蒸汽閥慢慢打開,然后將退油線閥也慢慢打開,將臟物排出后關(guān)閉退油閥試漏。如果發(fā)現(xiàn)密封不嚴(yán),應(yīng)重新進(jìn)行緊固。經(jīng)檢查無漏點(diǎn)后,關(guān)閉蒸汽閥,打開退油線閥,排空蒸汽與水后,關(guān)閉退油線閥。
E 進(jìn)油
慢慢打開試驗(yàn)裝置上的介質(zhì)出口閥,然后稍開進(jìn)口閥,預(yù)熱緩慢升溫,觀察連接部件是否泄漏。待介質(zhì)穩(wěn)定后,察看流量計(jì),是否符合預(yù)先要求的流量。如果不符,可調(diào)節(jié)進(jìn)油閥及生產(chǎn)工藝管線上節(jié)流閥的開度以調(diào)節(jié)流量,直到符合要求。
F 試驗(yàn)時(shí)間
試驗(yàn)時(shí)間不受生產(chǎn)裝置開停工的影響,可根據(jù)需要自行擬定,一般不少于1個(gè)月。
G 拆卸
試驗(yàn)完畢后,將工藝管線上的節(jié)流閥全開,關(guān)閉進(jìn)油閥、出油閥,打開退油線閥及蒸汽行退油。干凈后,關(guān)閉蒸汽閥及退油閥。然后拆開試驗(yàn)段取出試驗(yàn)環(huán)。
H 試后稱重
將試件去油污,清洗,稱重,記錄。
● 試驗(yàn)結(jié)果評(píng)價(jià)
A 腐蝕率計(jì)算
ri =8.76×106×(W1-W2)/(7.85×Di×Li×H×π),mm/a
其中:
ri--- 第i個(gè)試驗(yàn)段的腐蝕率,i=1,2,3,4,5,mm/a;
W1 --- 試前試環(huán)重量,g;
W2 --- 試后試環(huán)重量,g;
Di --- 第i個(gè)試驗(yàn)段的試件內(nèi)徑,i=1-5,mm;
Li --- 第i個(gè)試驗(yàn)段的試件長度,i=1-5,mm;
H --- 試驗(yàn)時(shí)間,小時(shí);
若9只試驗(yàn)環(huán)中有相同材質(zhì)的試件,可取各只試環(huán)的腐蝕率算術(shù)平均值作為此種材質(zhì)的腐蝕率。
B 繪制關(guān)系曲線
根據(jù)介質(zhì)流速Vi及腐蝕率ri可繪制出Vi及ri的對(duì)應(yīng)關(guān)系曲線,可得出流速與腐蝕之間的規(guī)律。
該裝置為勝利煉油廠研究所自行研制,安裝于第二套常減壓裝置減壓二線蠟油系統(tǒng),主要用于現(xiàn)場腐蝕試驗(yàn)和篩選評(píng)定材質(zhì),同時(shí)也用于現(xiàn)場腐蝕監(jiān)測(cè)。它對(duì)摸清環(huán)烷酸的腐蝕規(guī)律起到了很大的作用。
2.4 管道定點(diǎn)測(cè)厚
管道測(cè)厚主要用于監(jiān)測(cè)管道腐蝕速度,包括普查測(cè)厚和定點(diǎn)測(cè)厚。定點(diǎn)測(cè)厚分為在線定點(diǎn)、定期測(cè)厚和檢修期間定點(diǎn)測(cè)厚。管道的普查測(cè)厚應(yīng)結(jié)合壓力容器和工業(yè)管道的檢驗(yàn)工作進(jìn)行。普查測(cè)厚點(diǎn)應(yīng)包括全部定點(diǎn)測(cè)厚點(diǎn)。
● 一般原則
測(cè)厚監(jiān)測(cè)主要針對(duì)設(shè)備、管道的均勻腐蝕和沖刷腐蝕,對(duì)于氫腐蝕、應(yīng)力腐蝕等應(yīng)通過其它檢測(cè)手段進(jìn)行監(jiān)測(cè)。在高溫硫腐蝕環(huán)境下,應(yīng)重點(diǎn)對(duì)碳鋼、鉻鉬合金鋼制設(shè)備、管道進(jìn)行測(cè)厚監(jiān)測(cè)。新建裝置或新投用的設(shè)備及管道,在投用前就應(yīng)確定定點(diǎn)測(cè)厚的位置,并取得原始壁厚數(shù)據(jù)。
● 定點(diǎn)測(cè)厚管理
A 生產(chǎn)裝置上的測(cè)厚檢查原則上都應(yīng)定點(diǎn)。重要生產(chǎn)裝置(包括常減壓蒸餾、延遲焦化、催化裂化、加氫裂化、加氫精制、減粘裂化等)必須建立本裝置的定點(diǎn)測(cè)厚布點(diǎn)圖〔或單體圖),其它生產(chǎn)裝置也應(yīng)逐步建立本裝置的定點(diǎn)測(cè)厚布點(diǎn)圖(或單體圖)。
B 定點(diǎn)測(cè)厚點(diǎn)必須有明顯的標(biāo)示和編號(hào)。在裸管上的測(cè)厚點(diǎn),可用耐候耐溫漆涂一個(gè)直徑為3cm的圓作標(biāo)記;有保溫層的設(shè)備及管道上的測(cè)厚點(diǎn),應(yīng)安裝可拆卸式保溫罩(盒)(如圖10所示)并標(biāo)上編號(hào)。

圖10 管道定點(diǎn)測(cè)厚用活動(dòng)保溫套
C 裝置檢修期間應(yīng)對(duì)裝置所有的定點(diǎn)測(cè)厚點(diǎn)進(jìn)行常溫測(cè)厚。
D 定點(diǎn)測(cè)厚布點(diǎn)由設(shè)備管理部門組織車間的設(shè)備及工藝技術(shù)人員根據(jù)工藝工況及介質(zhì)的腐蝕性和歷年的腐蝕檢查情況確定,應(yīng)能覆蓋全廠的腐蝕部位。
E 應(yīng)對(duì)腐蝕減薄量超過設(shè)計(jì)腐蝕裕度的數(shù)據(jù)及時(shí)核對(duì)數(shù)據(jù)的準(zhǔn)確性,如確認(rèn)無誤,應(yīng)分析原因,提出處理建議。
● 定點(diǎn)測(cè)厚布點(diǎn)原則
1)下列易腐蝕和沖刷部位應(yīng)優(yōu)先考慮布點(diǎn):
2)管線腐蝕沖刷嚴(yán)重的部位:彎頭、大小頭、三通及噴嘴、閥門、調(diào)節(jié)閥、減壓閥、孔板附近的管段等;
3)流速大(大于30m/s)的部位,如:常減壓轉(zhuǎn)油線、加熱爐爐管出口處、機(jī)泵出口閥后等:
4)環(huán)烷酸腐蝕環(huán)境下的氣液相交界處和液相部位:
5)硫腐蝕環(huán)境下氣相和氣液相交界處:
6)流體的下游端(包括焊縫、直管)容易引起嚴(yán)重沖刷的部位:
7)同一管線的熱端;
8)換熱器、空冷器的流體入口管端;
9)塔、容器和重沸器、蒸發(fā)器的氣液相交界處;
10)換熱器、冷凝器殼程的入口處
11)流速小于1m/s的管線(包括水冷卻器管束),有沉積物存在易發(fā)生垢下腐蝕的部位
12)盲腸、死角部位,如:排凝管、采樣口、調(diào)節(jié)閥副線、開停工旁路、掃線頭等。
13)輸送腐蝕性較強(qiáng)介質(zhì)的管道,直管段長度大于20m時(shí),—般縱向安排三處測(cè)厚點(diǎn),長度為10—20m時(shí),一般安排兩處,小于l0m時(shí)可安排一處。
14)介質(zhì)腐蝕性較輕的管道一般在直管段(兩個(gè)彎頭間的連接管)安排一處測(cè)厚點(diǎn),在彎頭處安排一處測(cè)厚點(diǎn)。
15)管線上的彎頭、大小頭及三通等易腐蝕、沖蝕部位應(yīng)盡可能布置測(cè)厚點(diǎn)。
16)考慮現(xiàn)場實(shí)際,一般不要將在線測(cè)厚點(diǎn)選在測(cè)厚人員不易操作的位置(腐蝕特別嚴(yán)重,需特別重視的部位除外)。
17)對(duì)大小頭、彎頭、三通管、調(diào)節(jié)閥或節(jié)流閥后、集合管等有關(guān)管道常見結(jié)構(gòu)的布點(diǎn)位置可參考圖11-圖18。
18)管道上同一截面處原則上應(yīng)安排4個(gè)測(cè)厚點(diǎn),一般布置在沖刷腐蝕可能嚴(yán)重的部位和焊縫的附近(主要在介質(zhì)流向的下游側(cè))。
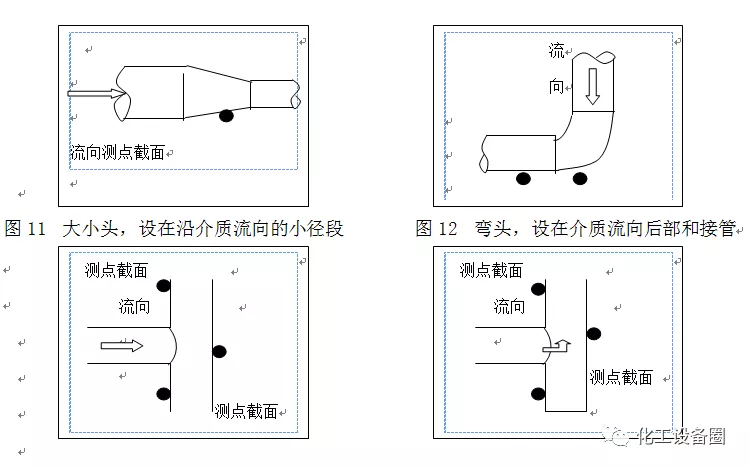
圖13 三通,設(shè)置在流向的正面和兩側(cè)
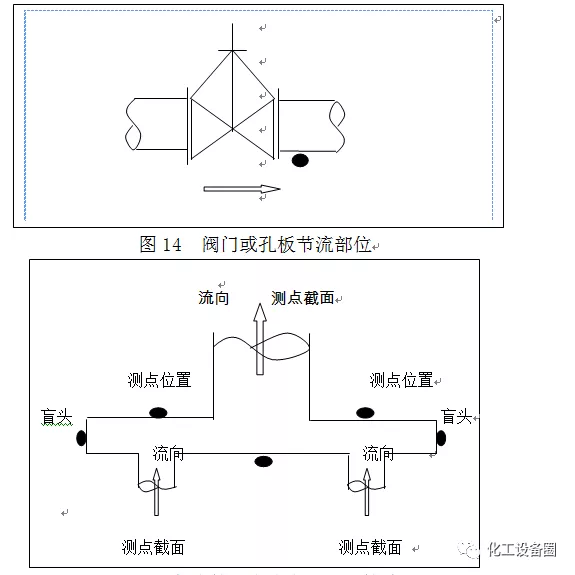
圖14 閥門或孔板節(jié)流部位
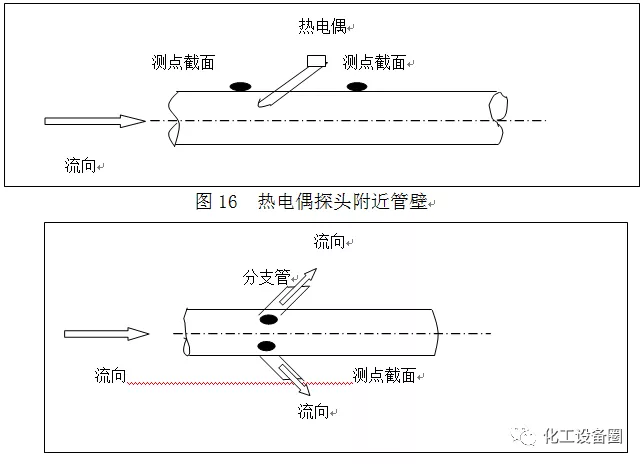
圖17 分支管進(jìn)口附近
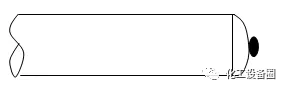
圖18 盲頭或封頭測(cè)點(diǎn)位置
注:管道測(cè)點(diǎn)位置應(yīng)在以上各測(cè)點(diǎn)截面四個(gè)方位上測(cè)四個(gè)點(diǎn),至少在管道底部(或沖刷面)及兩側(cè)測(cè)3點(diǎn)。
● 測(cè)厚頻率的確定
A 當(dāng)腐蝕速率在0.3—0.5mm/a或剩余壽命在1—1.5年之間時(shí),應(yīng)每三個(gè)月測(cè)定一次。
B 當(dāng)腐蝕速率在0.1—0.3mm/a或剩余壽命在1.5—2年之間時(shí),應(yīng)每六個(gè)月測(cè)定一次。
C 當(dāng)腐蝕速率小于0.1mm/a時(shí),可在每次停工檢修時(shí)測(cè)定一次。
D 對(duì)腐蝕極為嚴(yán)重(腐蝕速率大于0.5mm/a)或剩余壽命小于1年的部位應(yīng)進(jìn)行監(jiān)控,對(duì)監(jiān)控部位應(yīng)增加測(cè)厚頻率(測(cè)厚頻率及位置由測(cè)厚管理部門、車間和檢測(cè)單位共同確定)。
E 停用設(shè)備及管道重新啟用前應(yīng)增加一次測(cè)厚。
F 當(dāng)原料中硫含量發(fā)生明顯變化時(shí),應(yīng)適時(shí)調(diào)整測(cè)厚頻率。
● 測(cè)厚方法及數(shù)據(jù)處理
A 測(cè)厚儀器采用超聲波測(cè)厚儀,精度不低于0.1mm,測(cè)量誤差應(yīng)在土(H%+0.1)mm范圍內(nèi)(H-壁厚,mm)。
B 應(yīng)根據(jù)被測(cè)設(shè)備及管道的溫度選擇適當(dāng)?shù)奶筋^和耦合劑。
C 每次測(cè)厚前,應(yīng)對(duì)測(cè)厚儀器進(jìn)行常溫標(biāo)定,同時(shí)對(duì)被測(cè)對(duì)象進(jìn)行表面處理,保證被測(cè)對(duì)象的材質(zhì)和表面狀況與標(biāo)定試塊基本一致。
D 推薦采用二次測(cè)厚法,即在探頭分隔面相互垂直的兩個(gè)方向上(對(duì)管道測(cè)厚,探頭分隔面應(yīng)與軸線垂直或平行)測(cè)定兩次,以最小值為準(zhǔn)。如果兩次測(cè)厚值的偏差大于0.2mm,應(yīng)重新測(cè)定。
E 對(duì)中高溫條件下(100℃—500℃)的測(cè)厚,所測(cè)數(shù)據(jù)比實(shí)際值偏大,應(yīng)注意進(jìn)行修正。
F 測(cè)厚腐蝕速率(mm/a) = 某兩次所測(cè)得的常溫厚度差(mm)/對(duì)應(yīng)兩次測(cè)厚間隔時(shí)間(a)
G 剩余壽命估算:用所測(cè)得的剩余壁厚常溫值減去按照GBl50和SH3059所確定的最小壁厚,所得差值除以平均腐蝕速率即為鋼制煉油設(shè)備及管道的剩余壽命。該剩余壽命的可靠程度取決于測(cè)厚數(shù)據(jù)的可靠程度,且只能用于均勻腐蝕,可指導(dǎo)確定檢測(cè)頻率,不宜作判廢依據(jù)。
H 定點(diǎn)測(cè)厚的有關(guān)數(shù)據(jù)資料,如測(cè)厚數(shù)據(jù)、管道測(cè)厚圖、管道基本參數(shù)等最好用計(jì)算機(jī)軟件進(jìn)行管理,使數(shù)據(jù)處理規(guī)范化科學(xué)化。圖19為一管理軟件界面。

圖19 勝利煉油廠管道定點(diǎn)測(cè)厚數(shù)據(jù)管理軟件
2.6 加熱爐的監(jiān)測(cè)
石油煉制企業(yè)總是想用最小的能量消耗來滿足正常生產(chǎn)要求。能量損耗除了一般的設(shè)備表面散熱損失,最重要的是加熱爐熱效率低,燃料消耗多。近年來對(duì)低溫?zé)煔獾哪芰炕厥沾胧┑靡约訌?qiáng),但由于排煙溫度低,加上煙氣中硫化物增多,使能量回收設(shè)備產(chǎn)生較重的硫酸露點(diǎn)腐蝕。
2.6.1 加熱爐熱效率
A 定義
加熱爐的熱效率是指為達(dá)到規(guī)定的加熱目的,供給能量利用的有效程度在數(shù)量上的表示。即有效能量對(duì)供給能量的百分?jǐn)?shù):
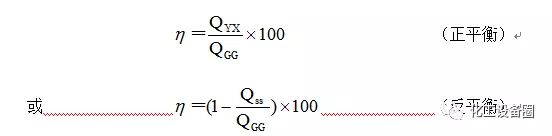
根據(jù)供給能量和損失能量所包括的內(nèi)容不同。加熱爐熱效率可分為熱效率和綜合熱效率。
熱效率表示加熱爐體系中參與熱交換過程的熱能的利用程度。它的供給能量中一般只包括燃料低熱值和燃料、空氣及霧化蒸汽帶入的顯熱。損失能量包括排煙帶走的熱量和散失的熱量。它便于計(jì)算燃料耗量,是衡量加熱爐燃料利用情況的一項(xiàng)重要指標(biāo)。因此可稱它作“燃料效率”。以前通用的管式爐熱效率就是按此定義來計(jì)算出的。按照此定義計(jì)算的熱效率可以根據(jù)煙氣成分分析和排煙溫度直接算出,便于安裝熱效率儀表對(duì)爐子的運(yùn)行狀況進(jìn)行監(jiān)視。所以在國家標(biāo)準(zhǔn)給出了廣義的全面的熱效率定義的情況下,仍有保留過去慣用的熱效率定義的必要,稱之為“熱效率”。
按照國家標(biāo)準(zhǔn)GB2588《設(shè)備熱效率計(jì)算通則》中定義的熱效率,內(nèi)容比上述熱效率η1全面,它規(guī)定供給能量中還應(yīng)包括外界供給體系的電和功(例如鼓風(fēng)機(jī)、引風(fēng)機(jī)和吹灰器電耗、吹灰器蒸汽消耗等)。對(duì)于管式加熱爐體系來說,這些電和功一般不轉(zhuǎn)換成有效能,幾乎全部變成由于磨擦等原因而引起的能量損失。因此熱平衡式的供給能量中應(yīng)增加表示電和功的項(xiàng),以N表示,而損失能量中也增加一項(xiàng)數(shù)值與N相等的損失能量,以N‘表示。按照這樣定義的熱效率,全面地表示了管式加熱爐所有供給能量的利用程度,是一項(xiàng)綜合性的技術(shù)經(jīng)濟(jì)指標(biāo),實(shí)質(zhì)上是“能效率”。它對(duì)改革生產(chǎn)工藝,提高設(shè)備制造工藝、改善管理和降低產(chǎn)品能耗等具有重要意義。為了和慣用的“熱效率”η1區(qū)別,命名為“綜合熱效率”,用η2表示。
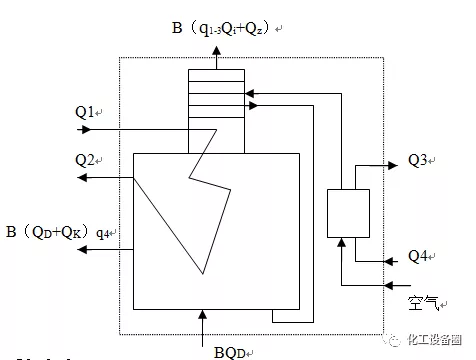
注:BQk=Q4-Q3
圖1 煙氣余熱預(yù)熱空氣式加熱爐
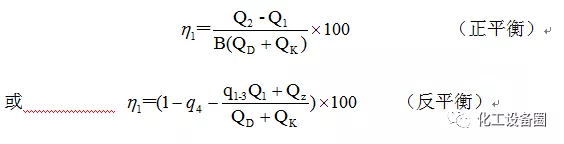
如圖1所示,帶有空氣預(yù)熱器的加熱爐的熱效率:
(Q4-Q3)為外界熱源提供的熱量,可包括低溫位(如130℃以下低溫油品)熱量ΔQf和高溫位熱源提供的熱量ΔQY兩部分。則能量平衡方程式可寫成:
BQD+N+ΔQf+ΔQY=(Q2-Q1)+Bq1-3QL+B(QD+QK)q4+BQZ+N'
綜合熱效率η2為:
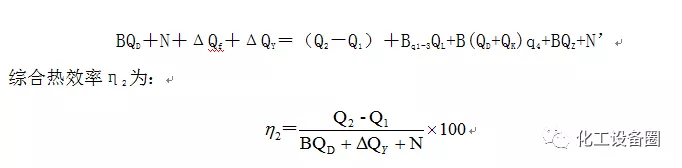
式中:
B-燃料用量,kg/s;
QD-每公斤燃料帶入體系的低熱值、燃料顯熱、霧化蒸汽帶入的顯熱之和,MJ/kg燃料;
QK-空氣帶入體系的顯熱,MJ/kg燃料;
Q2-Q1-有效熱量,即爐子的熱負(fù)荷,MW;
q1-3-排煙損失的熱量與燃料低熱值之比;
q4-散熱量與供給熱量之比;
QZ-排煙中霧化蒸汽帶走的熱損失;MJ/kg燃料。
熱效率η1和綜合熱效率η2應(yīng)根據(jù)同一劃定的體系來計(jì)算,η1總是大于η2。
B 加熱爐熱效率測(cè)定
管式爐熱效率的測(cè)定有標(biāo)定測(cè)定和操作測(cè)定兩種。標(biāo)定測(cè)定時(shí)應(yīng)對(duì)正、反平衡計(jì)算式所涉及的各參數(shù)都進(jìn)行準(zhǔn)確的測(cè)量,由于工作量大又比較麻煩,因此一般只在評(píng)價(jià)某臺(tái)爐子或?yàn)楂@得設(shè)計(jì)數(shù)據(jù)時(shí)才采用。操作測(cè)定則比較簡單,它只測(cè)量反平衡計(jì)算式中涉及的各參數(shù),一般只對(duì)煙氣離開體系時(shí)的組成和溫度進(jìn)行分析和測(cè)量,用反平衡法計(jì)算出熱效率或用連續(xù)測(cè)定儀直接顯示出熱效率,以作為調(diào)節(jié)操作參數(shù)的依據(jù)。
熱效率的操作測(cè)定主要是為調(diào)整以及考核爐子的操作狀況而進(jìn)行的。一般只測(cè)定排煙損失,估計(jì)一個(gè)散熱損失便可計(jì)算出爐子的熱效率。排煙損失的測(cè)定有定期(一天或數(shù)天)人工采樣分析和用熱效率儀連續(xù)測(cè)定兩種方法。
1)人工采樣法
人工采樣分析是在體系出口處人工采集煙氣樣,作色譜分析,得到煙氣的組成(CO2、O2、CO等),從而計(jì)算出排煙處的過剩空氣系數(shù)α:
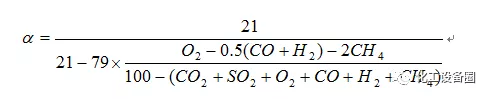
式中: O2、CO2、CO、SO2、H2、CH4 - 分別為干煙氣中相應(yīng)成分的體積百分?jǐn)?shù)。
根據(jù)α、排煙溫度tg和基準(zhǔn)溫度tb,可以從有關(guān)圖中查出q1,并根據(jù)煙氣分析所得CO、H2、CH4等未完全燃燒成份用有關(guān)公式計(jì)算出q2,機(jī)械不完全燃燒q3一般由煙色對(duì)比給出,而散熱損失q4一般是估計(jì)的。有了這些數(shù)據(jù)便可計(jì)算出熱效率η1。
2)熱效率儀表
在燃料成分一定的情況下,煙氣各組分間存在著對(duì)應(yīng)關(guān)系,即O2(或CO2)含量代表著過剩空氣系數(shù)α。因此,可以建立起熱效率同排煙溫度和煙氣中O2(或CO2)含量之間直接的函數(shù)關(guān)系。各種熱效率儀表就是利用電子技術(shù)來模擬這種關(guān)系而直接顯示爐子熱效率。其中散熱損失是根據(jù)估計(jì)值直接給定的。化學(xué)不完全燃燒是根據(jù)煙氣中CO、CH4等的含量,由儀表對(duì)熱效率值自動(dòng)給以修正。機(jī)械不完全燃燒一般是根據(jù)煙色比較(煙氣通過濾紙時(shí)留下的炭黑使濾紙變黑,將此濾紙同標(biāo)準(zhǔn)色樣比較)得出熱效率修正值,然后由人工將此值輸入熱效率儀。
目前國內(nèi)管式爐常用的熱效率儀中分析煙氣成分的儀表有氧化鋯測(cè)氧儀、磁導(dǎo)式氧分析儀和二氧化碳測(cè)定儀等。
● 氧化鋯測(cè)氧儀是將氧化鋯探頭直接插入煙氣中,而不用將煙氣引出爐外。探頭是一個(gè)氧化鋯小磁管,管內(nèi)、外壁的某相對(duì)應(yīng)處涂上并燒結(jié)一層多孔的鉑電極,管內(nèi)通以標(biāo)準(zhǔn)氣(空氣)。這樣管外氣體(煙氣)和管內(nèi)標(biāo)準(zhǔn)氣體之間氧濃度差構(gòu)成一個(gè)氧濃差電池,使鉑電極輸出電訊號(hào)而測(cè)出煙氣中的氧含量。由于氧化鋯氧濃差電池的內(nèi)阻隨溫度的降低而升高,因此氧化鋯探頭的工作溫度一般在600℃以上。實(shí)際使用中常用恒溫法或溫度補(bǔ)償法來避免煙氣溫度波動(dòng)的干擾。另外,其變送器需采用集成線性放大器組成,否則測(cè)量精度難以保證。
● 磁導(dǎo)式氧分析儀的工作原理是利用氧氣具有極高的磁化率而制成的。在非均勻磁場的作用下,具有高磁化率的氧氣形成所謂熱磁對(duì)流(或稱磁風(fēng)),敏感元件(電橋臂)產(chǎn)生冷卻作用而改變其電阻值,使電橋兩端產(chǎn)生不平衡電壓,此不平衡電壓隨被測(cè)氣體中氧的濃度而變化,通過二次表指示出氧含量。
磁導(dǎo)式氧分析儀需要用負(fù)壓泵(氣抽子)將煙氣從煙囪(或煙道)引出,經(jīng)分水器、干燥器和流量計(jì)而進(jìn)入測(cè)量環(huán)室。為了避免煙氣中的水分凍結(jié)引氣管和分水器等,冬季必須采取防凍措施,一次儀表箱應(yīng)設(shè)置暖氣,使儀器在5-45℃的環(huán)境中工作。
● 多用途加熱爐煙氣分析儀:一般多為進(jìn)口儀器,如testo fs500為德國產(chǎn)多用途煙氣分析儀。是一臺(tái)用于巡檢或現(xiàn)場測(cè)量的便攜式測(cè)量儀,配有一體化差壓探頭和一個(gè)探頭插孔。該探頭插孔可以連接許多種探頭,分別用來精確測(cè)量溫度、濕度、流速、紊流度、壓力、轉(zhuǎn)速、電壓、電流等。圖形顯示器可以同步顯示6個(gè)測(cè)量通道。每一個(gè)既定測(cè)量點(diǎn)可以保存250,000個(gè)讀數(shù)值,并且可以利用一體化打印機(jī)在現(xiàn)場直接打印出來或通過串行口傳輸給PC機(jī)。用戶可以利用軟件對(duì)這些數(shù)據(jù)進(jìn)行分析或歸檔處理。
testo fs500可以測(cè)定煙氣中O2、CO2、CO、NO、NO2、NOX、SO2同時(shí)計(jì)算出過剩空氣系數(shù)及加熱爐熱效率。現(xiàn)在勝利煉油廠每月對(duì)30多臺(tái)加熱爐進(jìn)行檢測(cè),就是用此儀器進(jìn)行。
2.6.2 煙氣露點(diǎn)
隨著節(jié)能工作的不斷發(fā)展,要求管式爐的排煙溫度越來越低。但是往往在空氣預(yù)熱器、余熱鍋爐等余熱回收設(shè)備的換熱面上產(chǎn)生強(qiáng)烈的低溫露點(diǎn)腐蝕,甚至在不到一年的運(yùn)轉(zhuǎn)時(shí)間內(nèi),換熱面就嚴(yán)重腐蝕穿孔,使管式爐不能正常運(yùn)行。可以說,低溫露點(diǎn)腐蝕已成為降低管式爐排煙溫度、提高熱效率的主要障礙。
● 腐蝕機(jī)理
A SO3的生成
一般燃料油(或氣)中均含有一定量的硫,硫燃燒后全部生成SO2。由于燃燒室中有過量的氧氣存在,所以會(huì)有少量的SO2進(jìn)一步再與氧化合成SO3。在通常的過剩空氣系數(shù)條件下,全部SO2中約有1-3%轉(zhuǎn)化成SO3。在高溫?zé)煔庵蠸O3不腐蝕金屬,但當(dāng)煙氣溫度降到400℃以下,SO3將與水蒸汽化合生成硫酸蒸汽,當(dāng)硫酸蒸汽凝結(jié)到爐子尾部受熱面上時(shí)就會(huì)發(fā)生低溫硫酸腐蝕。同時(shí),這些酸液還會(huì)粘附煙氣中的灰塵形成不易清除的粘灰,使煙氣通道不暢產(chǎn)生堵塞。
SO2與水蒸汽化合生成亞硫酸蒸汽,它的露點(diǎn)溫度較低,一般不可能在爐子內(nèi)凝結(jié),對(duì)爐子無危害。所以煙氣露點(diǎn)腐蝕過程中最重要的因素是SO3的生成。SO2轉(zhuǎn)化成SO3的機(jī)理較復(fù)雜,現(xiàn)在有兩種理論,即:煙氣中的SO2被原子氧所氧化;煙氣中的SO2被分子氧所氧化。
原子氧氧化理論認(rèn)為,在爐膛高溫火焰中有原子氧產(chǎn)生:
O2→ 2O
或 CO+O → CO2(活性的)
CO2(活性的)+O2 → CO2+O+O
SO2+O → SO3
分子氧氧化理論認(rèn)為SO3是被氧分子所氧化的:
SO2+1/2O2 → SO3+96.3kJ/mol
這是個(gè)可逆反應(yīng),由于反應(yīng)的放熱性,當(dāng)降低溫度時(shí),平衡向右方(生成SO3的方向)移動(dòng)。一般認(rèn)為,燃燒區(qū)溫度高于1127℃以上時(shí)不會(huì)有SO3存在,而燃燒區(qū)溫度越低,轉(zhuǎn)化成SO3的機(jī)率就越大。
由SO2轉(zhuǎn)為SO3的量與過剩空氣系數(shù)及燃料含S量有很大關(guān)系。含硫量越多,過剩空氣系數(shù)越大,SO3的生成量就越多,其關(guān)系可參照有關(guān)圖表。
B 影響煙氣露點(diǎn)溫度的因素
煙氣露點(diǎn)溫度除與煙氣中影響SO3量的過剩空氣系數(shù)和燃料中的硫含量有關(guān)外,還隨煙氣中水蒸汽的含量增多而升高。在以燃料油為主的加熱爐中,煙氣中水蒸汽的體積含量一般約為10-12%。在這種條件下,露點(diǎn)溫度就主要隨SO3量的增加而升高。另外,由于煙氣中水蒸汽和SO3體積含量有變化,在冷壁面上冷凝硫酸的濃度亦不同。在一定的SO3含量下,水蒸汽含量增加,酸濃度降低;反之,在一定的水蒸汽含量下,SO3含量增加,酸濃度升高。其關(guān)系可參考有關(guān)圖表。
C 腐蝕速度與壁溫的關(guān)系
煙氣中的硫酸蒸汽和水蒸汽在遇到冷面時(shí)就會(huì)開始冷凝,并且冷凝液中的硫酸濃度很大。由于部分蒸汽冷凝后,使煙氣中硫酸和水蒸汽的濃度都有所降低,因此煙氣的露點(diǎn)也有所下降。由于煙氣在繼續(xù)向前流動(dòng)中會(huì)遇到更低的冷面,煙氣中的蒸汽還會(huì)繼續(xù)凝結(jié),但凝結(jié)出的液體中硫酸的濃度逐漸降低。因此煙氣中的硫酸蒸汽和水蒸汽在冷的換熱面上結(jié)露是在相當(dāng)長的范圍內(nèi)進(jìn)行的,結(jié)出的“露”中硫酸的濃度是逐漸變低的。
煙氣凝結(jié)液中硫酸的濃度對(duì)換熱面腐蝕的速度影響最大。濃硫酸對(duì)鋼材的腐蝕速度很慢,但稀硫酸對(duì)鋼材的腐蝕速度很快。濃度為50%左右的硫酸對(duì)碳鋼材料的腐蝕速度最大。
實(shí)際運(yùn)轉(zhuǎn)中,腐蝕速度還與設(shè)備的壁溫有關(guān)。在壁溫較高而未結(jié)露時(shí),腐蝕速度很低;開始結(jié)露時(shí),硫酸濃度很大,但腐蝕速度也還不很高;對(duì)溫度再低一些的換熱面,結(jié)露中硫酸的濃度變稀,腐蝕速度加快,在某處達(dá)到一最大值(一般認(rèn)為在低于露點(diǎn)溫度10-40℃處);此后,由于硫酸濃度較低,溫度也較低,腐蝕速度下降。最后由于壁溫很低,水蒸汽大量凝結(jié),腐蝕速度又比較強(qiáng)烈。具體情況可參考有關(guān)圖表。
● 露點(diǎn)溫度的確定
由于影響煙氣露點(diǎn)溫度的因素很多,而且各因素又與實(shí)際操作條件有關(guān),所以用理論方法進(jìn)行準(zhǔn)確計(jì)算是很困難的,所以一般用經(jīng)驗(yàn)方法確定。
A 計(jì)算煙氣露點(diǎn)溫度的方法
① 根據(jù)煙氣組分求露點(diǎn)溫度
★ 煙氣中的SO2的量。根據(jù)燃料油的含硫量,并通過燃燒得出煙氣中的SO2的量。一般當(dāng)過剩空氣系數(shù)為1.1-1.2、燃料油中的含硫量為1%時(shí),煙氣中SO2的體積含量約為500ppm。燃料油中的含硫量改變時(shí),煙氣中的SO2量成比例增多或減少。
★ 煙氣中的SO3量。根據(jù)過剩空氣系數(shù)和燃料油中的含硫量,可參照有關(guān)圖表查出煙氣中SO3的體積含量。一般SO3的轉(zhuǎn)化率按3%估算。
★ 煙氣中的H2O含量。根據(jù)燃料油的化學(xué)組分、過剩空氣系數(shù)和霧化蒸汽的用量可以算出煙氣中水蒸汽的含量。煙氣中水蒸汽的體積含量一般約為12%。
★ 確定煙氣露點(diǎn)溫度。根據(jù)煙氣中的H2O體積量和SO3轉(zhuǎn)化率即可從有關(guān)圖表中查出露點(diǎn)溫度。
② 根據(jù)燃料油含硫量可直接從有關(guān)曲線中查得露點(diǎn)溫度。此方法比較粗略,一般是在缺乏必要的計(jì)算數(shù)據(jù)時(shí)才使用此方法。
B 用酸露點(diǎn)儀進(jìn)行實(shí)際檢測(cè)
由于影響煙氣露點(diǎn)溫度的因素很復(fù)雜,所以對(duì)于運(yùn)轉(zhuǎn)中的加熱爐,一般要使用露點(diǎn)儀進(jìn)行測(cè)定。現(xiàn)在使用最多的是英國LAND燃料公司生產(chǎn)的酸露點(diǎn)儀,數(shù)據(jù)比較準(zhǔn)確可靠。
以LAND S-660型酸露點(diǎn)儀為例進(jìn)行簡單說明。S-660型的標(biāo)準(zhǔn)探頭為1.2米的不銹鋼結(jié)構(gòu),探測(cè)單元位于探頭的頂端,在探頭尾部帶有電子和空氣連接機(jī)構(gòu)。探測(cè)單元有兩個(gè)鉑電極埋入玻璃表面下,使用時(shí)兩電極之間任何冷凝硫酸液的電子傳導(dǎo)系數(shù)都會(huì)被測(cè)量出,內(nèi)部兩個(gè)電極形成鉑熱電偶,用來測(cè)量探頭的表面溫度。當(dāng)酸液的冷凝速率與酸液的蒸發(fā)速率相同時(shí),兩電極間的電流將趨于穩(wěn)定狀態(tài),這時(shí)探頭所測(cè)出的溫度即為煙氣的露點(diǎn)溫度。
測(cè)量時(shí)需要給探頭連上空氣冷卻機(jī)構(gòu),用來降低探頭的表面溫度,冷卻空氣量應(yīng)能足以使酸液能在其上冷凝。探頭的型號(hào)不同,所要求的最高使用溫度也不同。S-660型的最高使用溫度為400℃,應(yīng)用時(shí)應(yīng)注意。現(xiàn)在勝利煉油廠對(duì)加熱爐的煙氣露點(diǎn)溫度的測(cè)量就是用S-660露點(diǎn)儀來完成。
3 腐蝕監(jiān)測(cè)方案的制定
由于煉油廠工藝介質(zhì)環(huán)境比較復(fù)雜,單純采用某一種腐蝕監(jiān)測(cè)方法一般不能實(shí)現(xiàn)對(duì)設(shè)備管道腐蝕狀態(tài)的全面掌握,要獲得良好的腐蝕監(jiān)測(cè)效果,必須制定相應(yīng)的腐蝕監(jiān)測(cè)方案。通常一個(gè)腐蝕監(jiān)測(cè)方案包括腐蝕監(jiān)測(cè)位置、腐蝕監(jiān)測(cè)方法及腐蝕監(jiān)測(cè)頻率的確定。
3.1 腐蝕監(jiān)測(cè)位置的確定
腐蝕監(jiān)測(cè)位置的確定直接決定著腐蝕監(jiān)測(cè)效果的好壞。一般來說,對(duì)設(shè)備管道真正造成威脅的是局部腐蝕,因此如何監(jiān)測(cè)到設(shè)備管道腐蝕相對(duì)嚴(yán)重的部位,即腐蝕監(jiān)測(cè)位置的選擇就顯得十分重要。這些部位隨著設(shè)備管道工藝條件、材質(zhì)、結(jié)構(gòu)等的不同而變化,通常需要注意以下幾個(gè)腐蝕嚴(yán)重的部位:
(1)有水凝結(jié)的部位,尤其是水凝結(jié)開始的部位,如常減壓塔頂冷凝冷卻系統(tǒng)空冷器出口及水冷器出入口。
(2)腐蝕介質(zhì)被濃縮的部位,如循環(huán)冷卻水系統(tǒng)。
(3)設(shè)備管道高湍流區(qū)域,如管道的彎頭等。
(4)高溫高壓腐蝕嚴(yán)重的部位。
(5)事故發(fā)生頻繁的設(shè)備管道。
(6)下周期計(jì)劃備換的設(shè)備管道。
3.2 腐蝕監(jiān)測(cè)方法的確定
在現(xiàn)實(shí)生產(chǎn)過程中,采用單一的腐蝕監(jiān)測(cè)方法不能滿足用戶的要求,通常需要同時(shí)采用多種方法才能獲得比較準(zhǔn)確可靠的腐蝕監(jiān)測(cè)信息。例如,電阻探針腐蝕監(jiān)測(cè)數(shù)據(jù)通常需要用腐蝕掛片數(shù)據(jù)進(jìn)行校正,以防止由于探頭污染等因素造成的數(shù)據(jù)偏差。另外,工藝介質(zhì)分析和腐蝕產(chǎn)物分析也十分重要,可以反映出腐蝕發(fā)生的主要原因和腐蝕狀況,與腐蝕監(jiān)測(cè)數(shù)據(jù)相關(guān)聯(lián)后,這些數(shù)據(jù)可以用于顯示預(yù)測(cè)可能發(fā)生的腐蝕及程度。勝利煉油廠常減壓裝置常減壓塔頂冷凝冷卻系統(tǒng)就采用了包括腐蝕掛片、電阻探針、冷凝水分析等在內(nèi)的多種腐蝕監(jiān)測(cè)方法。
3.3 腐蝕監(jiān)測(cè)頻率的確定
腐蝕監(jiān)測(cè)可以周期性進(jìn)行,也可以連續(xù)性進(jìn)行,其監(jiān)測(cè)頻率由腐蝕監(jiān)測(cè)方法、被監(jiān)測(cè)部位腐蝕程度及腐蝕監(jiān)測(cè)費(fèi)用三方面確定。腐蝕監(jiān)測(cè)方法決定著腐蝕速度的響應(yīng)時(shí)間,如腐蝕掛片通常需要一個(gè)月以上的監(jiān)測(cè)周期,而電阻探針的監(jiān)測(cè)周期可以縮短到幾小時(shí)至幾天。此外,被監(jiān)測(cè)部位腐蝕加重時(shí)應(yīng)加大腐蝕監(jiān)測(cè)頻率,而腐蝕比較輕微的部位其監(jiān)測(cè)頻率應(yīng)相應(yīng)減少。腐蝕監(jiān)測(cè)費(fèi)用對(duì)于煉油廠來說也十分重要,過于頻繁地采用高成本的腐蝕監(jiān)測(cè)方法,其費(fèi)用是相當(dāng)巨大的。在目前階段,連續(xù)性在線腐蝕監(jiān)測(cè)費(fèi)用比周期性腐蝕監(jiān)測(cè)費(fèi)用高,因此,煉油廠多采用后一種方法,并且在允許的情況下盡量減少監(jiān)測(cè)頻率。
4 結(jié)語
(1)煉油廠采用腐蝕監(jiān)測(cè)技術(shù)對(duì)裝置設(shè)備管道的腐蝕控制工作起到了重要的指導(dǎo)作用。
(2)應(yīng)進(jìn)一步加強(qiáng)腐蝕監(jiān)測(cè)技術(shù)的開發(fā)應(yīng)用工作,提高腐蝕監(jiān)測(cè)精確度,降低腐蝕監(jiān)測(cè)成本,為企業(yè)創(chuàng)造更大的效益。
(3)隨著自動(dòng)化控制技術(shù)的發(fā)展和腐蝕監(jiān)測(cè)儀器的不斷更新,煉油廠未來的腐蝕監(jiān)測(cè)應(yīng)朝著實(shí)時(shí)、在線、連續(xù)、數(shù)據(jù)遠(yuǎn)程網(wǎng)絡(luò)化管理的方向發(fā)展。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 煉油廠, 腐蝕監(jiān)測(cè), 腐蝕控制, 經(jīng)濟(jì)效益
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):7311

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):5887