
哪些管道焊縫要焊后熱處理?若只看標準顯然是不夠的!
2022-09-08 11:10:41
作者:慕白 來源:壓力管道人
分享至:


GB50235等施工規范的規定
管道焊縫焊后熱處理應符合設計文件的規定。設計文件無規定時,可按下表規定:
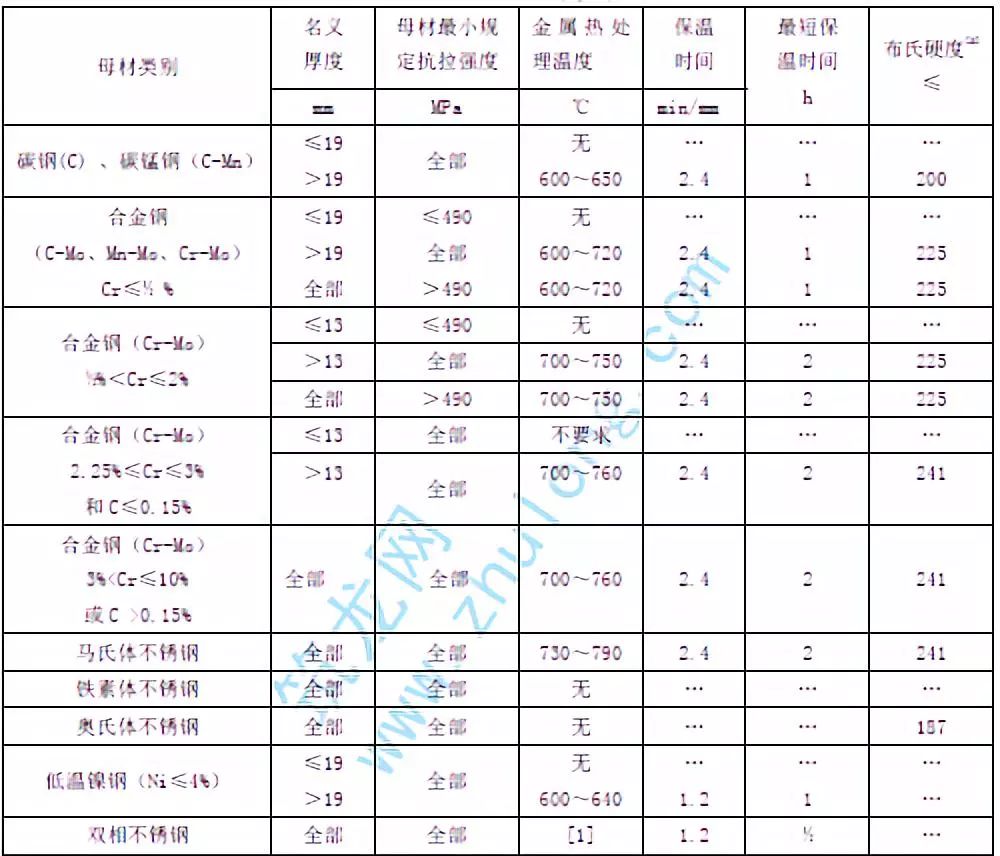
需要說明的是,第一,GB50235、GB20801、SH3501/GB50517等規范對上述管道范圍的具體規定有不同之處。第二,為了突出重點,本文不討論支管接管按上表執行熱處理要求時的執行原則。那么問題結束了嗎?顯然沒有!
例外之一
GB50235等施工規范沒說。但是,多年從事壓力管道技術工作的人都知道,至少還有下列情況:
(1)有應力腐蝕傾向的焊縫應進行焊后熱處理。那么,有應力腐蝕傾向的腐蝕環境有這些:
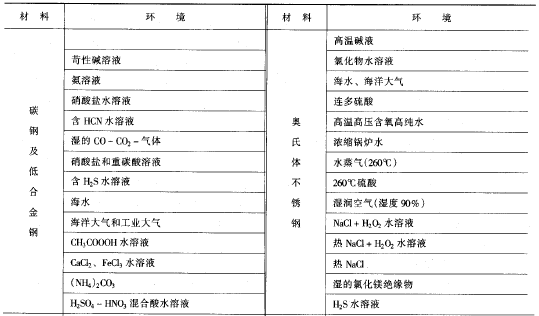
其中,常見的濕H2S應力腐蝕環境(就是采用碳鋼抗HIC或SSC的場合);碳鋼與不銹鋼用于堿液環境;碳鋼用于氨水環境等,無論厚度是否滿足本文表1的要求,均需焊后熱處理,以減小焊接殘余應力,避免應力腐蝕。
(2) 對容易產生焊接延遲裂紋的鋼材,焊后應及時進行熱處理。其中,容易產生焊接延遲裂紋的鋼材主要是低合金高強度結構鋼。主要有:15MnVR,15MnNbR、13MnMoNbR等,在壓力管道領域均不常見。
例外之二
穩定化奧氏體不銹鋼焊縫應進行焊后穩定化處理。一般來說,設計溫度≥350℃的穩定化不銹鋼,應進行焊后穩定化處理。穩定化溫度900℃±10℃,每25mm壁厚保溫2小時,空冷。當然,關于穩定化處理的更多問題討論,見TP347等穩定化不銹鋼現場焊縫到底要不要焊后穩定化處理?來看我們的觀點!
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8180

腐蝕與“海上絲綢之路”
點擊數:6496