
車用鋼-鋁合金連接的電偶腐蝕及防護
2022-07-11 15:18:36
作者:蔡建敏,關蕾,李雨,王俊,揭敢新 來源:腐蝕與防護
分享至:


當前,由于環保和節能的需要,汽車輕量化已經成為汽車工業發展的趨勢與潮流。此外,近年來由于國家政策大力扶持以及基礎設施的不斷完善,新能源汽車駛入快速發展軌道。但相對于傳統燃油汽車,新能源汽車在絕對銷量和市場占有率方面仍處于劣勢。其原因在于新能源汽車的兩個短板:相對高昂的價格及續航里程不足。在目前電池能量密度無法實現大突破的背景下,輕量化作為提升新能源汽車續航能力的重要手段成為了新能源汽車發展趨勢之一。
輕質材料的應用是目前實現汽車輕量化的主要措施,但單一材料不能滿足汽車各項性能要求,特別是在減重與安全性存在一定矛盾的情況下。鋁和鎂合金等輕質金屬材料雖然有良好的減重效果,但制造和維修成本較高,且在強度要求高的車身區域不能滿足碰撞時的安全性能要求,而高強度鋼對保證駕駛室的安全有顯著效果。充分利用高強鋼和輕金屬各自性能優勢的“多材料混用”概念應運而生。如今,這一理念已廣泛被車企接受,如奧迪A8系列拋棄質量更小的全鋁車身而改用多材料混合車身,這一轉變表明多材料混用是汽車技術發展的必然趨勢。
雖然多材料混用實現了汽車輕量化,但同時使汽車更易發生電化學腐蝕,尤其是電偶腐蝕。電偶腐蝕是由于相接觸的異種材料之間存在著電位差,在一定的條件下,電位較低的材料加速腐蝕的現象。此外,電偶腐蝕還會進一步誘發點蝕、縫隙腐蝕,當與外力協同作用時又容易造成磨損腐蝕和應力腐蝕等更危險的腐蝕破壞,從而導致零件或構件的壽命降低,影響汽車長期行駛的安全性。
目前,較為常見的異種金屬連接有鋼-鋁、鋼-鎂、鋁-鎂等,大量研究表明這些金屬的偶接都會加速陽極金屬的腐蝕。因此,揭示典型汽車結構材料偶接件的腐蝕機制,確定影響腐蝕速率的關鍵因素,從而提出有效的腐蝕防護措施及優化連接設計,對輕量化車輛安全穩定行駛具有重要的指導意義。
典型車用鋼及鋁合金的耐蝕性
1 普通碳鋼
普通碳鋼耐蝕性較差,在城市、沿海和工業大氣等汽車典型服役環境中的腐蝕等級僅為C5,難以滿足車輛長期服役的要求。但其成本較低,在汽車輕量化進程中很難完全被淘汰。碳鋼的大氣腐蝕常表現為整體腐蝕,短時間內表面就能形成較厚的腐蝕產物層。普遍認為在腐蝕初期,碳鋼的腐蝕速率非常大,隨著時間的延長,腐蝕速率逐漸減慢并趨于一個比較穩定的值,這與銹層結構和成分有明顯關系。
為了改善碳鋼的耐蝕性,在碳鋼基礎上添加少量多元合金元素形成耐候鋼。合金元素的作用特點是暴露時間越長,耐蝕效果越明顯,耐候鋼的腐蝕速率越低。此外,為了延長鋼材服役壽命,常對汽車用鋼進行鍍層處理,如鍍鋅、鍍鋅鋁等。其中,鍍鋅層對鋼基體保護體現在鋅對鋼基體的陰極保護作用以及鋅生成的各種腐蝕產物對腐蝕的抑制作用,但在實際使用中,需要根據使用環境調整鍍層厚度。
2 高強鋼
早在1995年,“超輕碳鋼車身”的概念就已被提出,采用高強鋼可使車身質量減少25%。以輕量化為目標的“多材料混用”理念,使高強鋼的應用更具針對性,主要運用在具有高碰撞性能、強度和剛度要求的結構件上,例如立柱、門檻、加強板、梁架等,同時在汽車底盤上也有使用。
高強鋼可分為傳統高強鋼和先進高強鋼,先進高強鋼不僅力學性能更優,在耐蝕性方面也有一定的提升。但不是所有的高強鋼都具有較好的耐蝕性,耐蝕性與高強鋼的組織結構有關。
腐蝕產物對進一步腐蝕有重要影響。研究顯示,高強鋼和普通碳鋼的腐蝕產物基本一致,主要有Fe3O4、α-FeOOH和γ-FeOOH。銹層通常為雙層結構。外層由γ-FeOOH、α-FeOOH、Fe3O4組成,隨著腐蝕時間的延長,腐蝕產物由針狀向棉球狀轉變,由于結構疏松對腐蝕基本不起抑制作用。內層腐蝕產物以Fe3O4為主,結構較為致密,但存在較多的裂紋,對基體的保護有限。
高強鋼具有很高的氫脆敏感性。在鋼鐵冶煉、酸洗、電鍍以及服役過程中,氫原子有可能滲入材料基體,在材料-氫-應力三者相互作用下,導致鋼發生氫脆。研究發現,鋼的氫脆敏感性隨著鋼強度的提高而增大,因為強度提升可顯著降低鋼發生氫致延遲斷裂的臨界氫濃度;當鋼的抗拉強度超過1000 MPa后,氫脆幾乎不可避免。氫在不同組織中表現出不同的擴散行為,因此顯微組織對鋼的氫脆有重要影響。熱處理、應力應變、冷加工和材料缺陷都對高強鋼的氫脆敏感性有不同程度的影響,在材料的冶煉和加工過程中需要額外注意。鑒于氫脆危害巨大,高強鋼在汽車上的應用需要考慮氫脆問題。
3 鋁合金
相對于高強度鋼,鋁合金減重效果更為明顯,典型的鋁合金零件一次減重可達30%~40%,對制動系統和懸架等零件可進一步減重50%。汽車用鋁合金有鑄件、鍛件、擠壓件和板材,主要是2xxx系、5xxx系和6xxx系鋁合金。A356和ZL101是國內汽車鋁制零部件的主要材料,廣泛用于輪轂、控制臂、副車架和發動機等鑄件;鋁合金板件主要應用于發動機罩蓋(外板6016,內板5082)、頂蓋、翼子板、車門、行李箱蓋等覆蓋件和車廂底板結構件等。
鋁合金在自然狀態下存在一層穩定的氧化膜,一定程度上阻礙了腐蝕的發生,但在氧化膜缺陷處(活性較高部位),遭到侵蝕性離子的侵蝕,這些脆弱的區域會首先發生點蝕,點蝕坑的直徑和深度取決于合金成分、局部pH和電解質成分。
點蝕過程通常分為兩個階段:第一階段,點蝕開始,涉及氯離子對氧化物層的吸附和侵蝕,在此階段,若氧化層重新鈍化,點蝕過程不會進入第二階段;第二階段,凹坑生長,其特征在于鋁或合金元素強烈溶解和腐蝕產物沉淀。
合金化是改善鋁材性能的主要途徑。合金元素與鋁基體結合形成不同類型的金屬間化合物,而這些金屬間化合物的電化學性質與鋁基體不同,易與鋁基體形成電偶從而加速局部腐蝕。從電化學角度,常見的金屬間化合物包括陽極相如MgZn2、Mg2Si,陰極相如Al2Cu、Al3Fe、Al7Cu2Fe ,以及發生元素選擇性溶解后陰陽極性發生反轉的Al2CuMg等。以上陰極、陽極都是相對于鋁基體而言。
鋁合金腐蝕是從點蝕開始的,而第二相的腐蝕往往是點蝕的起點。鋁合金中兩種合金相誘發點蝕過程如圖1所示。陰極相往往是鋁合金腐蝕的先行地帶,而后逐漸擴展至晶界處,若晶界存在連續的陽極相,則會因陽極相的溶解發生晶間腐蝕。因此,若能從材料本質研究鋁合金第二相的腐蝕規律并提出針對第二相腐蝕的有效防護手段,就能從根本上緩解鋁合金的腐蝕,進而緩解鋁合金與其他材料的電偶腐蝕。
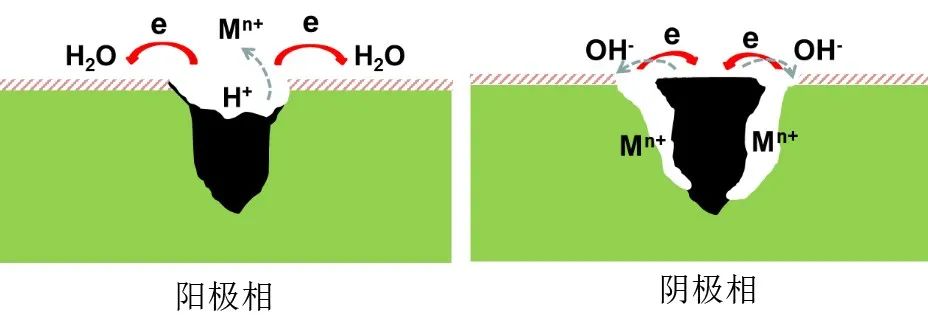
圖1 鋁合金中兩種合金相誘發亞穩點蝕示意
5xxx系鋁合金的主要合金元素是鎂,其強度隨鎂含量增加而提高,但電位較基體負的β相不斷析出且沿晶界分布,它會先于基體發生腐蝕,最終導致鋁合金在晶界處產生點蝕和晶間腐蝕。對于5xxxx系鋁合金來說,強度的提升通常會造成耐蝕性下降,研究表明,在Al-Mg合金中加入鋅、銅或適量稀土元素對改善合金耐蝕性能有顯著效果。
6xxx系鋁合金作為可熱處理強化的變形鋁合金,主要添加的合金元素為鎂和硅。6xxx系鋁合金通常具有較高的晶間腐蝕(IGC)敏感性。通過添加微量的合金元素或稀土元素也能提高6xxx系鋁合金的耐蝕性。
鋼-鋁合金電偶腐蝕
1 鋼-鋁合金的電偶腐蝕行為
碳鋼與鋁合金在海水中的電偶序較為接近,其自腐蝕電位(相對于飽和甘汞電極,SCE)分別為-600 mV和-750 mV左右。鋁合金的電位負于鋼,當鋁合金與鋼接觸時會發生電偶腐蝕。電偶腐蝕不僅極大增加鋁合金的腐蝕速率,而且可能改變其腐蝕機理,腐蝕機理也與不同種類的鋼-鋁組合有一定關系。但目前從材料本質上揭示鋼-鋁合金電偶腐蝕機理的研究較少,特別是在車用鋼-鋁合金材料方面。
影響電偶腐蝕的因素主要為幾何因素及環境因素。CUI等研究了多種因素對5050鋁合金-45鋼電偶腐蝕的影響。結果表明:pH在4~7變化時對電偶電流影響不大,pH的影響體現在強酸或強堿性環境中,這體現了鋁合金兩性金屬的特點;拉應力能顯著增加電偶腐蝕效應,并且呈現著正相關關系;鋁合金對Cl-含量具有強敏感性,在不含Cl-的蒸餾水中能在較短時間里發生極性反轉,由于不存在Cl-的侵蝕作用,鋁合金表面易形成完整的氧化膜。在研究溫度對2024鋁合金-低碳鋼電偶腐蝕行為影響時,DONATUS等同樣發現,當溫度大于35 ℃時會發生極性反轉的現象。溫度對極性反轉的影響是由于溫度的升高加快了氧的擴散速率,有利于形成完整的氧化膜。可見鋁合金表面氧化膜的完整性對鋼-鋁電偶腐蝕的極性變化有重要影響。
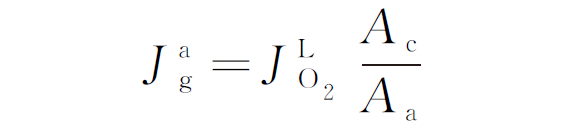
在實際工程中,由于環境難以可控,幾何因素對電偶腐蝕的影響得到了更多關注。MANSFELD研究了氧擴散速度控制情況下面積變化對電偶腐蝕的影響。在忽略陰、陽極擴散電流密度差異情況下,得出陽極腐蝕電流密度(Jag)與氧的擴散電流密度(JLO2)及陰陽極面積比(Ac/Aa)滿足正比關系,如下式所示:
蘇方騰推導出了陽極和陰極金屬均受氧擴散控制時偶對的電偶腐蝕速率方程如下:
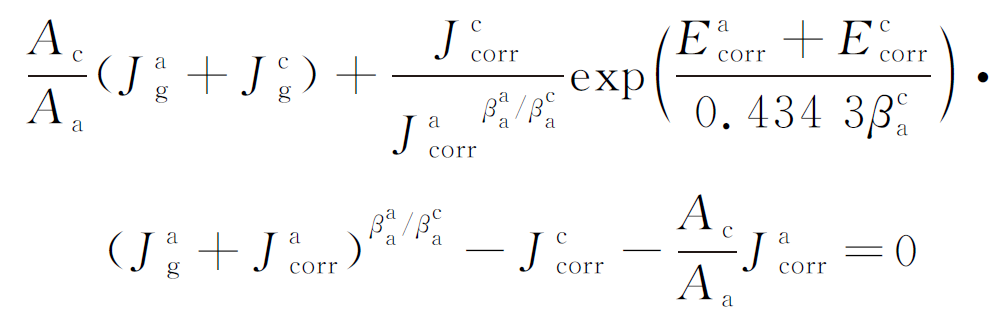
式中:Jacorr和Jccorr分別為陽極、陰極金屬自腐蝕電流密度;Eacorr和Eccorr分別為陽極金屬和陰極金屬的自腐蝕電位;βaa和βca分別為陽極極化曲線和陰極極化曲線的Tafel斜率。
從上述兩個公式可以看出,在材料表面狀態不變,忽略局部腐蝕現象的情況下,陰陽極面積比越大,陽極腐蝕速率越大。PRAYITNO等和姚希等分別采用浸泡試驗和電化學試驗研究了陰陽極面積比、偶間距對鋼-鋁電偶腐蝕的影響,并證實隨著陰陽極面積比的增大和偶間距的減小,腐蝕速率增大的普遍規律。但ARYA等研究發現,雖然電偶腐蝕速率隨著陰陽極面積比增大而增大,但腐蝕電流密度的增長速率卻隨著陰陽極面積比的增大而降低。所以綜合考慮,腐蝕速率存在一個極大值。黃桂橋等的研究證實這一觀點。當偶對的電位差較小時,在陰陽極面積比不大的情況下,陽極的腐蝕速率就能達到極限值;而偶對的電位差較大時,在陰陽極面積比很大的情況下,陽極的腐蝕速率才能達到極限值。影響腐蝕速率的離子擴散距離均受陰陽極面積比和偶接件間距的控制,這兩種影響因素可聯合影響電偶腐蝕。
數值模擬在金屬材料的腐蝕防護尤其是電偶腐蝕預測中發揮著巨大作用。SONG等通過理論推導提出了電偶腐蝕過程中電偶電流和電位分布的一維數學模型。STENTA等也從一維角度提出了電偶腐蝕損傷演化的方法。在中性NaCl電解液中,通過有限元方法模擬得到鋅-鋼和鎂-鋼的腐蝕行為與試驗測試結果具有高度的一致性。近年來,薄液膜下腐蝕問題也受到研究人員的關注。RUIZ-GARCIA等提出了一種薄電解質膜下鋼-鋁電偶腐蝕的數值模型,并用該模型對腐蝕過程中動態變化的腐蝕產物(OH-、Al3+等)含量進行了預測,預測結果與試驗結果獲得較好的一致性。有研究者利用Nernst-Planck線性方程,采用邊界元法模擬研究了液膜厚度及Cl-含量對薄電解質膜下鑄造鋁合金與黃銅電偶腐蝕的影響,結果表明:Cl-含量和液膜厚度的增加均會加劇電偶腐蝕,液膜厚度的影響更大。
2 鍍層鋼-鋁合金的電偶腐蝕行為
鍍鋅層對鋼基材有著屏蔽和陰極保護雙重作用,能有效延長鋼材的使用壽命。但是鍍鋅鋼與鋁合金偶接后的使用壽命尚不明確。汽車零件的鍍層在實際服役過程中可能發生破損,破損處露出的小面積基體會因為大陰極小陽極效應而加劇鍍層與基體之間的電偶腐蝕,加速鍍層的破壞。
ZHANG等采用邊界元法模擬研究了薄液膜下的電偶腐蝕。結果發現,腐蝕速率與涂層損壞面積密切相關,損傷面積越小,涂層損傷區域的腐蝕速率越大。近年來,車企逐漸使用鍍鋅鎳或涂覆鋅鋁鋼,其與鋁合金偶接后的電偶腐蝕特征及腐蝕機理尚不明確。
機械連接的鋼-鋁合金連接接頭和搭接處是電偶腐蝕最為嚴重的部位。MANDEL等通過動電位極化測試研究了鍍鋅鋼鉚釘與兩種車用鋁合金板材鉚接后的電偶腐蝕行為。結果發現:腐蝕初期鋅層作為陽極保護了碳鋼基體,但隨著鋅層的溶解,極性發生反轉,碳鋼作為陰極,鋁合金作為陽極發生腐蝕;研究樣品的鋁鋼面積比較大,屬于大陽極小陰極,電偶電流較小,鋁表面發生嚴重的晶間腐蝕,大量腐蝕產物富集,這是鋁合金自身溶解導致的。
連接方式對接頭的耐蝕性也有不小的影響。DU等研究了車用鍍鋅鋼與鋁合金兩種接頭(TOX和SPR接頭)的腐蝕特性。由于鍍鋅層的電位更負,鋁合金和受拉應力狀態的鍍鋅層形成大陰極/小陽極狀態并發生嚴重的電偶腐蝕,同時鋁合金上出現點蝕和腐蝕裂紋,且受應力部位的腐蝕更為嚴重。對比發現,TOX接頭的耐腐蝕性能要低于SPR接頭,這與鉚接后板材變形處的應力狀態有關。接頭處多材料偶接組合情況復雜,使研究也變得復雜。PALANI等和HAKANSSON等也進行了類似的試驗。他們發現,隨著腐蝕時間的延長,出現多種腐蝕類型,包括電偶腐蝕、點蝕和縫隙腐蝕。研究發現,在某些腐蝕體系中縫隙腐蝕比電偶腐蝕和自腐蝕更為嚴重。
3 電偶腐蝕研究的關鍵技術
腐蝕是一個隨時間動態演化的過程,隨著電偶腐蝕的發展,腐蝕產物積累,合金表面狀態以及溶液環境發生相應變化,從而影響電偶腐蝕速率,也有可能改變腐蝕機理。因此,在電偶腐蝕研究中,需要對兩電極的耦合電位、電偶電流等參數進行實時監測。
電化學噪聲(EN)是指電化學動力系統演化過程中,其電學狀態參量(電極電位、外測電流密度等)的隨機非平衡波動現象。電化學噪聲技術是目前應用最為普遍的電偶腐蝕電位及電流實時監測技術。零電阻電流計(ZRA)即用于電偶腐蝕過程中電化學噪聲信號的測量。電化學噪聲結合電化學阻抗譜(EIS)可得到電極反應界面特征的動態演化。兩種方法均體現了電極表面平均的腐蝕特征,無法給出局部最大腐蝕電流數據及其位置信息。對腐蝕過程中電偶電流分布情況及腐蝕后合金形貌、成分及溶液環境的演化進行定性分析,從而判斷腐蝕類型的演化,可更為準確地量化腐蝕速率。SONG對一維電偶腐蝕系統的模擬研究結果表明,電偶腐蝕電流與電位空間分布不均勻,在兩電極接觸位置陰/陽極電流密度均達到最大值,距離連接處越遠,腐蝕電流越小。在SONG等的相關研究中,也出現了這一現象。另外,研究發現電偶對的距離即電極之間的間距是影響電偶腐蝕速率的重要因素之一,電極之間的間距越大,電偶作用影響越弱。
近年來,能獲取局部電偶腐蝕信息的微區電化學測量技術在電偶腐蝕機理研究中得到了廣泛的應用,如用于測量電偶腐蝕電流空間分布的掃描振動參比電極(SVET),測量氣相環境中表面電位分布的掃描Kelvin探針(SKP),測量局部阻抗分布的局部電化學阻抗(LEIS)等。此外,還有一些掃描微電極也可以獲取局部電偶腐蝕信息,如微離子選擇電極(SIET),它可原位監測活性離子如H+或侵蝕性離子如Cl-的空間分布情況。
SHI等將SVET與SIET技術結合,測量了Al2Cu-Al及Al3Fe-Al電偶對陰/陽極電流及pH的空間分布。IKEUBA等采用了SVET/SIET技術監測了Al/MgZn2電偶腐蝕電流、局部pH及Cl-濃度的分布,并采用掃描電鏡及X射線光電子能譜分析了腐蝕產物,證明了酸堿度的變化會引起兩電極極性反轉現象,并從微觀上實時監測腐蝕發生的位置。對于兩性金屬鋁,可通過pH隨腐蝕演化的變化有效判斷其反應機理。結合掃描電子顯微鏡(SEM)、透射電子顯微鏡(TEM)以及X射線光電子能譜(XPS)等設備對腐蝕表面形貌成分以及組織結構進行分析,可為電偶腐蝕機理分析提供更為充分的證據。目前關于鋼-鋁偶接后腐蝕速率變化規律的研究較少,缺乏試驗數據積累,因此無法建立可靠的腐蝕演化預測模型。
隨著車用高強鋼在汽車行業中的廣泛使用,關于不同的高強鋼-鋁合金機械連接后的電偶腐蝕行為也逐漸成為研究熱點。從材料本質來說,合金化處理后的高強鋼必然存在微觀腐蝕行為的差異。而鋁合金作為兩性金屬,局部的酸化或者堿化都會誘發鋁合金的溶解。這種局部pH的變化會顯著影響微區電偶腐蝕行為。由于顯微組織的尺度較小,微區測量技術對于高強鋼-鋁合金電偶腐蝕機理的研究更為重要。
汽車電偶腐蝕的防護措施
設計制造中采取的防護措施
選用耐蝕性強的材料可從根本上提高結構的耐腐蝕性能,必要時可對材料進行表面處理進一步提高其耐腐蝕性能,如鍍層、涂層處理,鋁合金陽極氧化、化學轉化膜處理。根據電偶腐蝕機理,應盡量選用電位相近的連接材料以減小電偶腐蝕傾向;應極力避免大陰極小陽極的結構,避免過小的零件為陽極;將偶接材料進行絕緣,或將兩種材料完全覆蓋以隔絕腐蝕環境。
在車身結構設計時也要考慮后續防腐蝕工藝的適應性,避免不利于涂裝的尖角結構。
1、工藝孔
在滿足車身強度和剛度的前提下,內腔盡量增加電泳工藝孔以提高漆膜厚度,結合電泳生產線和車身空腔結構,合理設計和布置放氣孔,避免出現氣室和產生電泳盲區。
2、空 腔
車身空腔對增加汽車強度和減少汽車質量都非常重要,但空腔的防腐蝕較為困難,因此可以通過合理布局空腔位置以提高電泳和注蠟等防腐蝕工藝的可實施性,優化結構,采用空腔注蠟以及強耐蝕性材料等提高空腔防腐蝕性能。
此外,車輛結構設計時應避免腐蝕誘導區的形成。若鋼-鋁接觸面較大時,應采用線接觸代替平面接觸,中間填充密封膠,這樣既消除了腐蝕誘導區,又消除了因接觸面積大造成的縫隙。對于外露板件的折邊設計,折邊方向應與雨水侵入方向一致,下端不應有溝槽,以避免泥水滯留而引發腐蝕。對于水容易流入匯集的區域如車門板件總成、底板,需合理開設排水孔。
不同工藝異種接頭處的防護處理
異種件的接頭部位往往是電偶腐蝕的敏感位置。在設計時應盡量減少異種接頭的數量,可將多個零件設計成一個整體。由于連接處緊固件(鉚釘、螺釘等)屬于小部件,其材料活性對腐蝕有較大影響,原則上選用的緊固件材料活性需低于大接觸面金屬的活性,緊固件表面處理也是十分必要,目前最為常用的工藝是達克羅工藝,也可在結構設計時設計預防電偶腐蝕的緊固件。
鉚接工藝是鋼-鋁連接的主要方法之一,在長期使用過程中接頭的腐蝕是影響連接強度,導致失效的重要原因。CALABRESE等將自沖鉚接頭電偶腐蝕降解區進行劃分,如圖2所示。
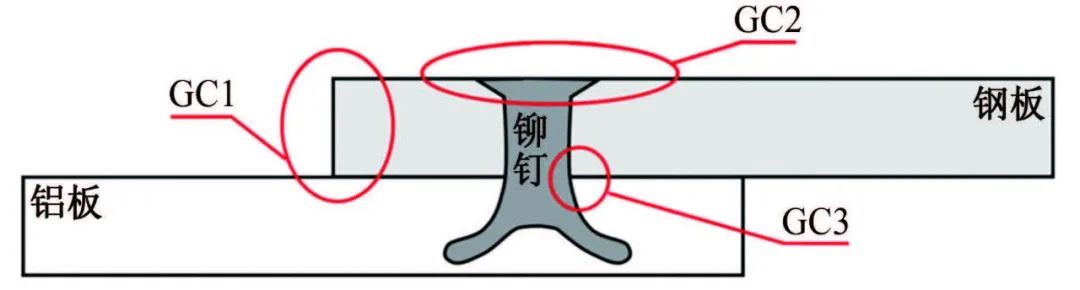
圖2 自沖鉚接頭電偶腐蝕導致的臨界降解區域
由圖2可見,在GC2處鍍鋅鉚釘頭與周圍鋼板形成偶接,前期電偶效應加速鋅層腐蝕溶解,但鋅層溶解后,由于鉚釘和鋼屬于同類材質,電偶效應大幅減低,在長期服役中對接頭的失效影響不大;而GC1和GC3處由于存在縫隙導致電解液侵入,在電偶腐蝕和縫隙腐蝕雙重作用下加速了接頭的腐蝕失效。所以鉚釘連接鋼-鋁部件時,為了減輕電偶腐蝕應采用帶鍍層鉚釘,若從鋁一側連接,最好選擇鋁合金鉚釘。鋼和鋁硬度相差較大,當采用鉚釘工藝時,應避免超過三層板的連接。因為當鉚接力不足時,板與板之間會留有較大縫隙,造成電解液的侵入加劇腐蝕。膠鉚復合連接能夠在加強連接強度的基礎上,避免搭接區域鋼、鋁的直接接觸,既有效防止了電偶腐蝕又阻止縫隙腐蝕的發生。
采用螺栓連接時,需要加非金屬絕緣襯墊阻隔異種金屬的直接接觸,或者用膠隔絕。混合車身上大量的機械連接接頭往往是電偶腐蝕的重災區,機械連接接頭的密封處理能減緩接頭處的腐蝕。異種材料搭接邊緣通常是電偶腐蝕的先行地帶,采用密封膠密封可有效抑制腐蝕的發生,為了保證密封質量應嚴格控制搭接的縫隙尺寸。
車輛不同部位的防腐蝕工藝
車輛的表面涂裝是最為有效也是最為成熟的防護方法,不僅對車身電偶腐蝕有顯著防護效果,同時也能阻止其他腐蝕形式。車輛不同部位有不同的防腐蝕要求,需要采用先進完善的工藝。
對外觀等防護要求高的部件,通常采用底漆+中間漆+面漆的涂層結構。陰極電泳底漆不僅防腐蝕能力強,而且可實現自動化生產,涂裝質量穩定,在提高復雜結構零件的防護方面具有不可替代的作用,已經成為整車防腐蝕必不可少的工序。
對于底盤、輪罩等易受沙石飛濺沖擊的區域,應該噴涂PVC抗石擊涂料,提升車身底部的耐蝕性。
在車門內板、發動機罩和行李箱蓋等覆蓋件的銳邊使用折邊膠,既能增加翻邊的強度,又能防止水分和道路泥土滲入引起腐蝕。
在縫隙表面、無法封閉的空腔、發動機艙和車門鉸鏈處可采用防銹蠟以提高這些部位的防腐蝕能力。
結束語
隨著輕量化進程中多材料混合車身的不斷發展,汽車的電偶腐蝕問題必然會成為影響汽車服役壽命的重要因素。鋁合金作為輕量化車輛的主要金屬材料,其自身腐蝕問題的研究已較為成熟,但是與鋼偶接后的電偶腐蝕問題研究尚有不足,尤其是隨著新型高強鋼的開發應用,從材料本質即微觀結構上對鋼-鋁電偶腐蝕機理的研究較少。
此外,當鋼經過涂鍍處理后,與鋁合金的接觸腐蝕隨時間的動態演化行為尚不明確,進一步完善不同表面處理的鋼-鋁偶接后的腐蝕行為和機理是目前需要關注的問題。
鋼-鋁機械連接處往往是腐蝕的重災區,在發生電偶腐蝕的同時還伴隨著自腐蝕和縫隙腐蝕,接頭處多材料偶合也使相關研究變得更為復雜。為保障結構設計可靠性,開展多金屬復雜偶合體系腐蝕行為的研究至關重要。
針對汽車電偶腐蝕,目前的防護手段主要為涂裝防護以及異種材料之間的有效隔離,但防護效果缺乏數據積累及行業標準。異種材料的連接有多種工藝,在腐蝕防護時需要考慮各自工藝的特點。
值得注意的是,電偶腐蝕的防護應與整車的防腐蝕相結合,采用先進完善的防腐蝕工藝,從而顯著延長汽車的服役壽命。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8148

腐蝕與“海上絲綢之路”
點擊數:6486