
前沿科技 | 基體表面狀態對硅烷環氧雜化樹脂涂層 /2024 鋁合金間附著力影響
2018-08-13 18:26:33
作者:王浩偉 慕仙蓮 劉成臣 來源:中國特種飛行器研究所 結構腐蝕防護與控制航空科技重點實驗室
分享至:


硅烷環氧雜化樹脂涂層材料屬于有機樹脂與無機材料復合而成,因而兼具了環氧樹脂、硅烷膠以及硅烷偶聯劑優良特性,具有很好的機械性能和耐腐蝕性能[1-2] 。附著力是考核防腐涂料涂膜性能的重要指標,只有防腐涂料薄膜具有一定的附著力,才能很好地附著在被噴涂物體上,以發揮其所具有的防腐性能及保護作用,達到防腐涂料應用的目的[3-5] 。影響涂層與基體間的附著力主要因素為:化學鍵力、機械鍵力,吸附力[6-9] 。根據傳統工藝可知,對金屬基體進行表面預處理不僅可去除表面力學性能差、與基體結合強度低且在空氣等環境中不穩定物質,還可提高涂層與表面物質之間的親和性,確保界面粘結力。鋁合金常用的預處理方式有:陽極氧化、化學氧化、有機硅烷化處理等[10-12] 。
文中采用 4 種常見的預處理方式,測試研究了各預處理方式對硅烷環氧雜化樹脂涂層材料涂層附著力的影響規律。研究結果表明:基體表面狀體影響涂層附著力的根本原因是基體表面能、基體表面 PH 值,基體表面粗糙度;對于硅烷環氧雜化樹脂涂層,其表面處理方式可用熱堿清洗方法代替傳統鉻酸鹽鈍化;當硅烷環氧雜化樹脂涂層噴涂厚度為 30μm 時,將鋁合金基體表面粗糙度控制在 Ra=4.75μm 左右時,可保證涂層好的附著性,附著力值為 8.84MPa。
一、試驗
1.試驗件及其表面處理
試驗所用涂料為德國 TegoChemie公司生產的 Silikopon EF 硅烷環氧雜化樹脂,固化劑選用了德國固賽 DynasylanAMEO。樹脂使用之前用乙酸丁酯和正丁醇稀釋,與固化劑質量配比 4:1。試驗材料采用 2024 鋁合金板材,試件尺寸為 150 mm×70 mm×0.8 mm。
試驗件的表面處理如下:
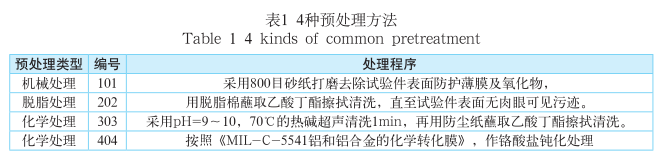
1)分別采用機械處理、脫脂處理、乙酸丁酯清洗處理和鉻酸鹽鈍化處理等4 種預處理方式對試樣進行處理,而后放置在干燥器中備用,4 種具體的預處理方法見表 1。
2)在室溫條件下對試件進行噴涂,涂層噴涂厚度為 30μm 左右,在溫度為23℃、濕度為 60% 的條件下進行固化,時間為 6 h。
為避免鋁合金基體經不同預處理方法處理后,其表面粗糙度對涂層附著性的影響,采用機械拋光的方式,將各試樣表面粗糙度控制在 0.054μm 左右。其中,對于鉻酸鹽鈍化膜,在鉻酸鹽鈍化液內加入適量氟化鉀,對試樣起到了很好化學拋光作用,這很好的避免了粗糙度的影響作用。
2.試驗方法
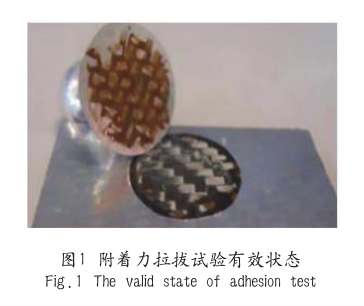
在噴涂前,采用 PS1 德國馬爾粗糙度儀測試各試樣進行粗糙度值 Ra 值,在涂層表干后,采用 PosiTestAT-A 全自動液壓附著力檢測儀,對對 4 種預處理方式下的試樣作附著力精準測量,其測試參數為:錠子尺寸 D=20 mm、加壓速率 1.00 MPa/s、測試單位 MPa。該測試方法中,只有涂層從基體完全分離的測試值為有效值,如圖 1 所示狀態。試驗在常溫條件下進行(溫度為 23℃、濕度為 60%)。
二、結果與討論
每組試驗各測試 5 件試樣,試樣對應編號分別為:101#1,101#2,…,404#4,404#5,測試結果如圖 2 所示。
從圖 2 中的得到的測試結果可以總結如下:
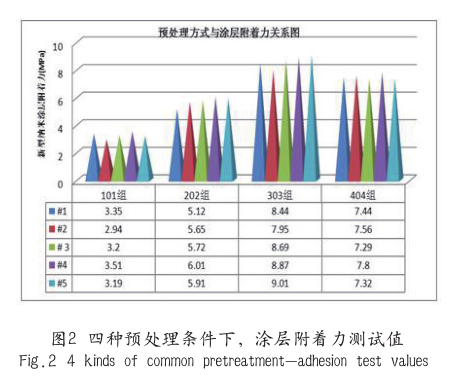
1)101 組試樣附著力最小,其平均值為 3.24 MPa;303 組試樣附著力最大,其平均值為 8.59 MPa;其他兩組試樣附著力值也差異明顯。由此可見,基體經四種不同預處理方法處理以后,涂層附著力有差異且較明顯。
2)四組試驗中,基體經堿性溶液清洗后,硅烷環氧雜化樹脂涂層附著力值最大,可替換傳統有毒的鉻酸鹽鈍化。
3)附著力較大組為 303 組、404 組,兩組試樣附著力平均值分別為 8.59,7.48 MPa。這表明鉻酸鹽鈍化不僅可改善鋁合金表面結構和光澤,提高其耐蝕性能及使用壽命,并能改善涂層與基體金屬的結合力。同時,303 組對涂層附著力的提高程度更為明顯。由此可見,硅烷環氧雜化樹脂涂層與傳統涂層的附著性有差異,而且噴涂前的機械及化學拋光處理,一定程度避免了粗糙度對于涂層附著力的影響,那么,該試驗中涂層與金屬的附著是以化學鍵或者吸附作用為主。
4)從 101 組處理方法可見,金屬基體經簡單的機械拋光后,涂層厚度僅為 30 μm 左右,而其附著力最高可達3.8 MPa,該值較“ISO·4624 拉開法附著力測試”中對于涂層體系 ( 干膜厚度大于 250μm 時 ) 的附著力至少要達到5 MPa 的規定,具有明顯的優勢。由此可推測,該組涂層以化學附著為主。
1.基體表面PH值對涂層附著力的影響分析
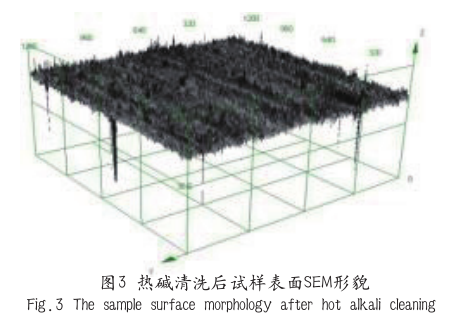
2024 鋁合金基體經熱堿處理后,其表面形貌如圖 3 所示,與經機械打磨后的試樣表面 ( 圖 4) 相比,其凹凸曲面分布均勻。同時采用便攜式 PH 測試儀對試樣表面進行 pH 值測定,熱堿處理后的試樣表面 pH 值為 9.5,機械打磨后的試樣表面 pH 值為 7.0。硅烷環氧雜化樹脂涂料含有大量的硅烷偶聯劑助劑,該物質使得涂層在固化過程中與鋁合金基體之間發生化學反應后,形成了結合緊密的Al-O-Si 共價鍵。該反應過程如下:
水 解 -Si-OC 2 H 5 +H 2 O → -Si-OH+C 2 H 5 OH (1)
縮合 -Si-OH+-Si-OH → -Si-O-Si-+H 2 O (2)
成 膜 -Si-OH+Al-OH → -Al-O-Si-+H 2 O (3)
從式(1)—(3)可見,硅氧烷中的烷氧基可直接與金屬表面氧化物反應形成共價鍵與配位鍵。影響硅醇鍵形成的速率,取決于 -Si-OMe 中 -OMe 的多少以及水解的 PH 值。
從而可見,經熱堿處理后的鋁合金表面含有大量的 -OH 離子,為硅烷環氧雜化樹脂涂層提供了較好的極性附著表面。鋁合金表面經 101 號處理方式處理后,其濕潤性較差,再采用機械拋光后,較薄的硅烷環氧雜化樹脂涂層附著力仍可達 3.8 MPa,其主要貢獻因素為該涂料中的偶聯劑,從而可見基體表面 pH 值決定了涂層與金屬基體間的化學鍵力。

2.基體表面能對涂層附著力影響分析
采用接觸角法測量基板的表面能,將 Young 方程[13-14]進行如下簡化:
在文中表面能只做橫向相對值對比,所以不用求出絕對值,均用表示表面能的相對值。從式(5)可見,基體表面能越大即 θ 值越小,基體的潤濕能力越強,即基體和漆膜結合越緊密,越有利于形成有效和高性能的粘結結構,附著力越好。采用機械打磨、熱堿清洗的方法,分別處理2024鋁合金裸板。接觸角測試結果見表 2 和如圖 5 所示。
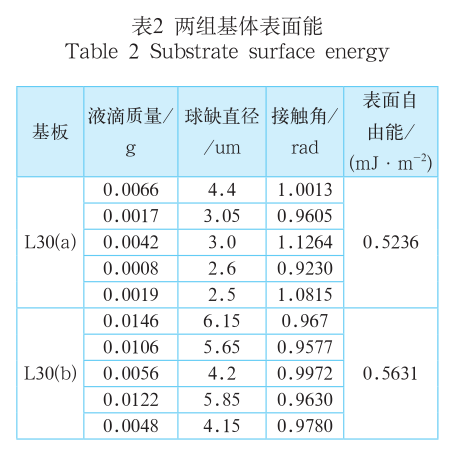
由表 2 可見,L30(b) 組試樣基體表面能較高。經測量兩組試樣附著力平均值分別為:6.37,8.52 MPa,可見基體表面能較高的試樣,硅烷環氧雜化樹脂涂層附著力值較高,與傳統防腐涂料的基體接觸角越小,涂層附著力相對越好的結論一致。結果表明,通過增加基體表面能,可提高硅烷環氧雜化樹脂涂層/2024 鋁合金間附著力。
3.粗糙度對涂層附著力影響分析
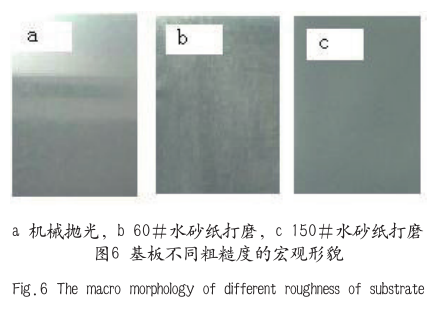
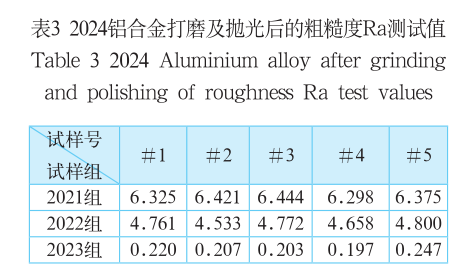
由 于 101,202,303,404 四 種 預處理方式均相對的回避了基體表面粗糙度對于硅烷環氧雜化樹脂涂層 /2024 鋁合金間附著強度的影響,所以本節選取Ra 作為表征參數,采用 60#,150# 水砂紙打磨及機械拋光獲取具有代表性的三組 Ra,并為減少基板表面濕潤性對涂層附著力的影響,采用 202 號預處理方法 ( 即只用乙酸丁酯脫脂清洗 )。涂層厚度為 30 μm 左右,三組試樣編號分別為 2021,2022,2023。基板經打磨以后,其試樣表面形貌如圖 6 所示。采用PSI 便攜式粗糙度儀對預處理后的試樣進行精準測量,其測試結果見表 3 所示。
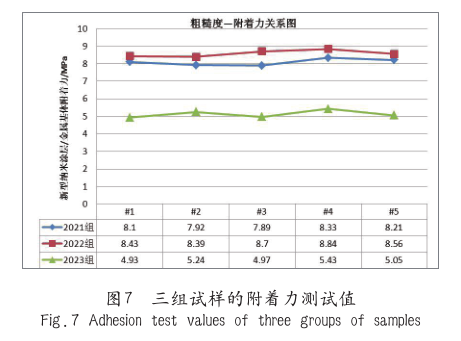
涂層附著力測試結果如圖 7 所示。從該圖各折線高低位置可觀察到,2023組試樣涂層附著力最小,2022 組試樣涂層附著力最大,且 2022 組與 2021 組試樣附著力測試結果差異較小。
為進一步研究基體粗糙度與涂層附著力的關系,將各試樣基體粗糙度值與其對應附著力測試結果作曲線擬合,如圖 8 所示。可以看出,隨著基體粗糙度的增大,涂層附著力增大。但該曲線在橫坐標 Ra 在 4.75 ~ 4.80μm 之間,其縱坐標值達到最大,隨后呈現下降趨勢。從曲線中的拐點值可見,基體粗糙度對涂層附著力的影響并非線性增長,該拐點值可作為硅烷環氧雜化樹脂涂層在2024 鋁合金基體上使用時的基體表面粗糙度的參考值。
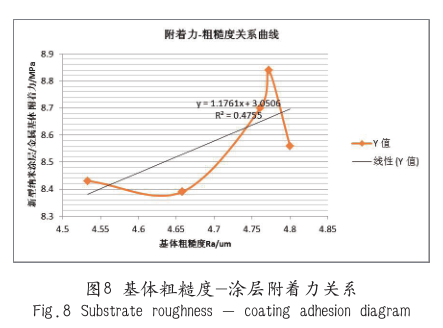
綜上可知,基體粗糙度的增大對涂層附著力的影響具有雙面性,該規律與文獻[15]試驗結果一致。同時,本節在試驗前排除了基體濕潤性、堿性界面對涂層附著力的影響,那么,對于涂層附著力的變化,其表面幾何形貌起決定作用。因此,基體表面粗糙度的改善有助于提高涂層附著力,而且從該試驗可得:硅烷環氧雜化樹脂涂層噴涂厚度為30μm 時,將鋁合金基體表面粗糙度控制在 Ra=4.75μm 左右時,可保證涂層好的附著性,附著力值為 8.84MPa。
三、結論
1)預處理可提高涂層附著力,但不同預處理方法對涂層附著力的提高程度各不相同,對于硅烷環氧雜化樹脂涂層,在噴涂前的基體預處理時,可用熱堿清洗方法代替傳統鉻酸鹽鈍化,前者對于涂層附著力的提高更為顯著。
2)硅烷環氧雜化樹脂涂層與傳統防腐涂料一樣,可通過增加基體表面能,提高涂層附著力。
3)熱堿溶液清洗后的鋁合金基體表面含有大量的—OH 離子,為硅烷環氧雜化樹脂涂層提供了較好的極性附著表面,因而PH值大于7的堿性基體表面,可保證涂層良好的附著性。
4)隨著基體表面粗糙度的增加,涂層與其附著強度逐漸增加,但二者并非線性相關,對于硅烷環氧雜化樹脂涂層 /2024 鋁合金基體,當硅烷環氧雜化樹脂涂層噴涂厚度為 30μm 時,將鋁合金基體表面粗糙度控制在 Ra=4.75μm左右時,可保證涂層好的附著性,附著力值為 8.84MPa。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
-
標簽: 硅烷環氧雜化樹脂涂層, 預處理, 附著力, 表面能, 粗糙度
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8135

腐蝕與“海上絲綢之路”
點擊數:6475