
先進樹脂基復合材料制備工藝詳解
2016-10-19 15:56:52
作者:本網整理 來源: 材料十
分享至:


1、先進樹脂基復合材料簡介
先進樹脂基復合材料是以有機高分子材料為基體、高性能連續纖維為增強材料、通過復合工藝制備而成,具有明顯優于原組分性能的一類新型材料[1-2]。目前廣泛應用的先進樹脂基復合材料主要包括高性能連續纖維增強環氧、雙馬和聚酰亞胺復合材料。先進樹脂基復合材料具有高比強度和比模量、抗疲勞、耐腐蝕、可設計性強、便于大面積整體成型以及具有特殊電磁性能等特點,已經成為繼鋁合金、鈦合金和鋼之后的最重要航空結構材料之一[3] 。先進樹脂基復合材料在飛機上的應用,可以實現15%~30%減重效益,這是使用其它材料所不能實現的。因此,先進樹脂基復合材料的用量已經成為航空結構先進性的表現。圖1 為先進樹脂基復合材料和鋁合金、鈦合金等輕質金屬材料的比強度和比模量。
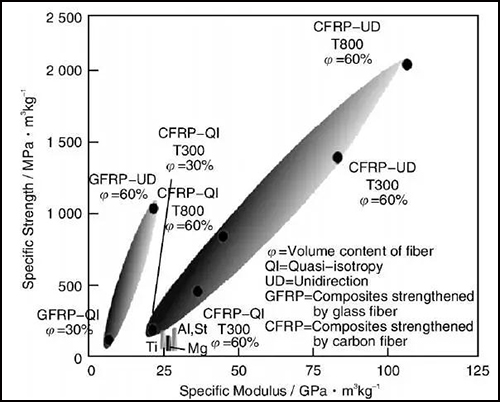
圖1 先進樹脂基復合材料和輕質金屬材料的比強度和比模量
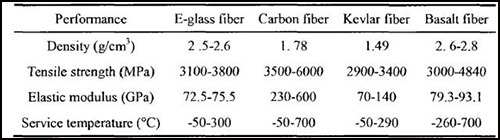
玻璃纖維(GF)、碳纖維(CF)、玄武巖纖維(BF)以及芳給纖維(AF)是最常見的纖維品種。各種增強纖維各有優點,可以根據不同場合的需要選擇合適的纖維或者混雜纖維進行增強,賦予材料優良的力學性能以及不同的功能。表1是各種增強纖維常見性能的比較。
表1 各種增強纖維常見性能的比較
2、纖維增強樹脂基復合材料的增強機理
纖維增強樹脂基復合材料的復合不是簡單的將各種組分材料組合在一起,而是一種包括了化學的、物理的、力學的、甚至生物的相互作用的復雜結合程[4]。對于短纖維增強復合材料的增強機理,首先要了解應力傳遞理論。
因為復合材料在受力時,所受載荷或外力一般都應是直接作用在基體上,然后再過一定的方式傳遞到纖維上,使纖維承受載荷。與長纖維的增強相比較,短纖維所具有的末端效應不可忽略, 如纖維各個部分受力不均,變形不均勻。
從微觀上看,基體相和纖維相的彈性模量不同。如果當所受到的外力與纖維方向平行時,基體的變形量將大于纖維的變性量,原因是,一般的纖維的彈性模量(Ef)大于基體的彈性模量(Em) 。當基體相與纖維相結合程度非常緊密時,纖維將抑制基體產生過大變形,于是,在基體與之纖維之間形成的界面層部分便出現了剪切應變和剪切應力,并且,將載荷合理分配在基體和纖維這兩種組分上。
纖維通過界面層,沿著纖維軸向的剪切應力來傳遞載荷,這會受到比在基體中傳遞時的更大拉伸應力,這就是纖維能達到增強基體的原因。在沿軸向的末端部分和中間部分,因纖維限制基體的過度變形條件不相同,所以基體的各部分變形呈現不同的狀態,不存在長纖維增強復合材料在受力時的等應變條件,因此,界面處的剪切應力,在沿纖維方向各處呈現出大小不一。
增強相材料一般具有強結合鍵。對于硬質材料,如陶瓷、玻璃等,因其內部常含裂紋,易斷裂,脆性較強,所以,不能較好的發揮結合鍵較強的特點。如果把這些硬質材料制成具有一定長度的、細長的纖維,則裂紋的出現幾率及其長度,都會因纖維具有較小的尺寸而有所下降,而且,脆性和強度都會因此而改善。
另外,增強纖維的表面會因有基體的保護,而不易損傷,甚至在受載時,裂紋也較難產生,所以復合材料的承載能力會得到明顯提高。當受到較大應力作用時,復合材料中某些已有裂紋產生的纖維可能會因此而斷裂,但對于朝性或塑性較好的基體材料,裂紋的發展可以被防止。復合材料在受力發生斷裂后,其斷裂面常常并不處在同一平面,因此,若使復合材料發生斷裂,則須將大量纖維絲從基體中拔出才可, 這就需克服掉纖維與基體間的粘結力,即界面結合力。所以,復合材料的斷裂強度明顯被增強。
特定工程工業對材料的目標要求,可以通過選擇正確的復合材料的組分和生產制備工藝來設計制備所需要的復合材料。目前航空航天領域先進樹脂基復合材料主要成型工藝包括:熱壓罐成型技術、RTM成形技術、纏繞成型技術、拉擠成型技術、熱壓成型技術、自動鋪放技術等。本文將詳細介紹RTM成型技術。
3、RTM成型技術
樹脂傳遞模塑(RTM)技術是一種適宜多品種、中批量、高質量復合材料構件制造的低成本成型技術,其基本原理是在設計好的模具中放置預成型增強體,閉合模具后,將所需的樹脂注入模具,當樹脂充分浸潤增強材料后,加熱固化,然后脫模獲得產品(如圖2所示) 。
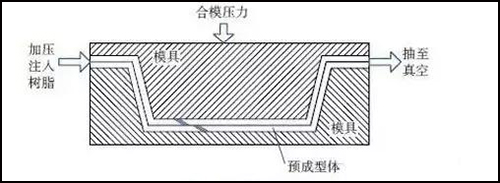
圖2 RTM示意圖
RTM 最突出的特點是將樹脂浸潤、固化成型過程和增強纖維結構設計、制造分開,這使得設計者可以創造獨特的材料設計剪裁來滿足精確而復雜的技術要求。另外,RTM技術是閉合模具設計和工藝設計,容易整體制造較大尺寸,形狀復雜,帶加筋、夾芯和鑲件的結構 。 圖3給出了RTM 技術的工藝路線[4],但RTM 技術并不是圖中各個步驟的簡單組合。實際上,每一步都相互關聯并最終決定著復合材料構件的質量。只有把圖3的工藝路線作為一個整體統一考慮,才能最終獲得高質量的制品和最好的經濟性。
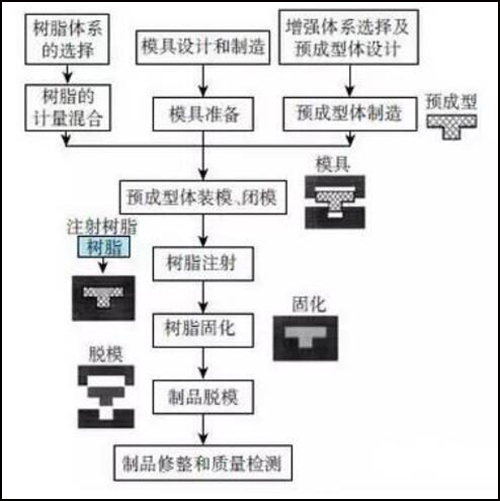
圖3 RTM 技術的工藝路線
目前已經有多種形式的RTM,如真空輔助RTM、壓縮RTM、樹脂滲透模塑、真空滲透法 、 結構反應注射模塑 、真空輔助樹脂注射等十多種方法[4]。RTM制造技術適宜多品種 、中批量 、高質量復合材料構件制造,具有公差小、表面質量高、生產周期短、生產過程自動化適應性強、生產效率高等優點。
RTM技術的關鍵之一是適于RTM工藝的低粘度、長使用期、力學性能優異的樹脂體系。5250-4RTM、BMI樹脂和PR500RTM環氧樹脂是最典型的RTM。

圖4 RTM成型復合材料波形梁
RTM技術的另一關鍵是樹脂流動過程模擬技術。通過樹脂流動過程的數值模擬,可以了解樹脂在模具內的流動狀態,進而指導和優化模具設計,縮短研制周期,提高成型質量。國內在RTM樹脂流動模擬技術方面取得了很大的進步,建立了具有RTM工藝3D構件模擬,多種有限元網格剖分形式,注射口、溢料口位置、大小、方式等自主設定,可輸出樹脂流場和壓力場,可以進行變滲透率模擬和變粘度場模擬的“先進樹脂基復合材料模擬優化技術系統”[5-6]。圖5為帶工字平板結構二維RTM流動模擬及其驗證結果。
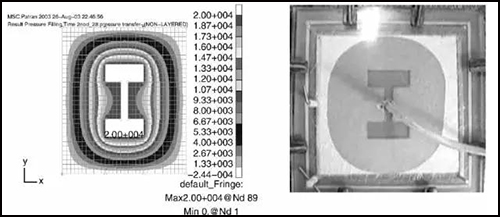
圖5 帶工字平板結構RTM成型過程樹脂流動模擬及驗證結果
4、工業自動化成型過程詳解
德國加工機械領域的專家迪芬巴赫公司(Dieffenbacher)和克勞斯瑪菲公司(KraussMaffei)在RTM技術領域展開了合作,他們對以上的市場需求做出了響應——開發了一條高壓樹脂傳遞模塑成型工藝(HP-RTM)的自動化生產線。這條生產系統包括了預成型加工、壓制過程,以及修整工藝。相比于傳統的RTM工藝,該HP-RTM工藝減少了樹脂注射次數,提高了預制件的浸漬質量,并縮短了成型周期。
預成型
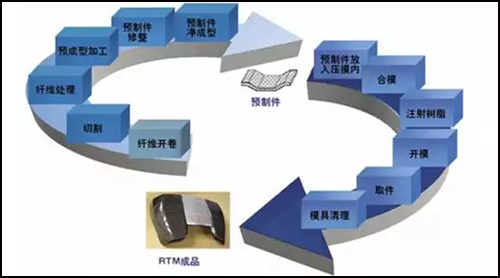
圖6 加工工藝流程圖
對于HP-RTM部件的生產,需要制造一個由織物增強材料制成的預制件。這樣的預制件在迪芬巴赫的預成型中心制造完成,通常使用一個完全自動化的過程 。
由碳纖或玻纖制成柔軟的纖維織物或纖維氈從卷軸上開卷后放入切割機。使用CNC切割技術,纖維鋪層被切割成部件加工所需尺寸。該過程通過由現有的CAD零件參數得到的切割程序完成。切割成形的纖維鋪層材料層合到一起,然后放置到成型單元中。
可以使用機器人來可靠地處理切割織物、纖維氈,以及預制件。預制件成型中心可以作為一個單獨的單元來運行,也可與壓制工藝一起結合在產線上。
壓制過程
預制件的加工過程之后就是壓制過程。該過程包括用環氧樹脂系統浸漬預制件,以及其固化過程。
在用機器人將預制件放置到RTM模具中之后,根據模內壓力及部件的尺寸和復雜性,采用一臺迪芬巴赫液壓壓機用高達36000kN(3600 t)的壓力完成實際的壓制過程。壓機在很短的建壓時間內達到450 mm/s的合模速度和40 mm/s的壓制速度。迪芬巴赫短沖程系統能夠確保壓機具有非常高的能效,尤其具有很短的成型時間和較大的滑塊行程。與傳統的壓制成型技術相比,可以提高50 % 的能效。
壓制控制系統允許使用不同的操作程序,并能縮短生產周期。模座周期性地進入和離開壓機,只需要很短的換模式時間、裝卸過程,以及生產線下對下半模的清潔。
完成高壓注射過程后,可以通過再加壓來獲得部件質量的改善。
注射過程
將低粘度的反應性混合物注入到閉模中浸漬預制件。通過使用克勞斯瑪菲的技術,能夠使注射速度達到10-200 g/s,取決于樹脂系統以及部件的尺寸和工藝設計。在一個閉環過程中,對樹脂和固化劑進行精確計量,并在高壓下進行混合,得到反應性混合物[7-8]。
高壓計量使得注射時間更短,并提高了預制件的浸潤度,因而能以較短的固化時間來處理樹脂系統。這帶來了更短的生產周期和更高的成本效益。此外,這還提供了額外的好處 , 比如,能在保持出色的表面品質的同時獲得更低的孔隙度。而對溫度的精確控制則能進一步縮短加工周期,并從特殊RTM樹脂體系中獲益。
采用克勞斯瑪菲的高壓混合頭消除了耗費成本的停工時間,也無需使用清洗傳統低壓混合頭時所需的特殊材料。這種混合頭具有自清潔能力,因此能在大批量生產時表現出突出的能效優勢,它的這種優勢已經在多種量化生產中得到了驗證。
通過脫模劑供料塊,能夠將工藝所需的脫模劑直接引入緊湊的自清潔克勞斯瑪菲高壓混合頭,并且,即使在最低劑量(如0.1 g/sec)時,仍具有極高的準確性和工藝可靠性。具有高精度、高重復性的脫模劑計量對于可靠地實施下游工藝來說無疑是非常必要的。
修整
修整是工藝鏈最后步驟的其中一環。包括部件的外廓修邊,增加安裝孔和嵌件開孔。用銑刀進行的修整采用的由克勞斯瑪菲開發的定制化解決方案。可以采用自動化切割臺或手提式切割機。工具的選擇主要取決于部件的尺寸和復雜程度。機器人被用于在工藝步驟之間進行零部件的處理。
更多關于材料方面、材料腐蝕控制、材料科普等等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8135

腐蝕與“海上絲綢之路”
點擊數:6475